电凝法处理活性艳橙X-GN模拟染料废水的研究
2020-03-20杨影曹艳妮王丽丽付忠田
杨影 曹艳妮 王丽丽 付忠田
(1.东北大学设计研究院(有限公司),辽宁 沈阳110166;2.辽宁省冶金地质勘查研究院有限责任公司,辽宁 鞍山114000;3.辽宁康宁环境监测评价有限公司,辽宁 沈阳110179;4.东北大学资源与土木工程学院,辽宁 沈阳110819)
活性染料广泛应用于包装、纺织品、纸张和纸浆、印刷、皮革、制药等行业,这些染料多含有芳香结构和偶氮基团[1],含有这些成分的废水直接排放,会造成若干健康问题,包括皮肤、眼睛和胃肠道的刺激、腹泻、咳嗽、呕吐等[2-3],还会恶化水生环境、中断光合作用、影响水生生物的生长等[4],因此,排放前必须对这些染料废水进行有效处理。作为一种高级氧化废水处理技术,电凝聚法对于染料废水处理具有各种优势,得到了广泛研究[5-6],本研究采用电凝聚法对活性艳橙X-GN 染料模拟废水进行处理,考察不同因素对处理过程的影响,以确定采用该方法处理活性艳橙X=GN模拟染料废水的最佳参数。
1 材料与方法
1.1 反应装置
反应装置由直流稳压电源、电解槽和电磁搅拌装置等组成,如图1所示;电解槽的直径是80 mm,有机玻璃制成,有效容积约400 mL;铁电极板置于电解槽中央。
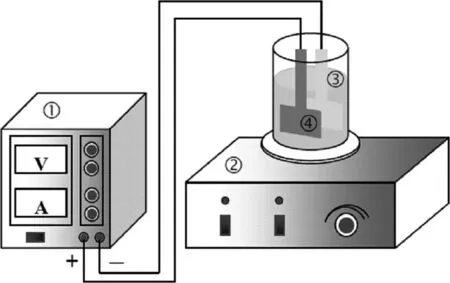
图1 实验装置
1.2 电极制备
采用铁电极,长60mm,宽40 mm,厚2 mm。使用前分别用粗细砂纸打磨,并分别用氢氧化钠和稀硫酸清洗,之后再用去离子水清洗干净,晾干,待用。
2 结果与讨论
2.1 电解时间的影响
实验条件为:初始浓度600 mg/L,Na2SO4浓度0.005 mol/L,搅拌速度500 r/min,极板间距1.0 cm,电解电压10V,pH 不调。分别电解5min,6 min,8min,10min,15min,20min,25min,反应结束后,取各自的下层清液过滤,分别测滤液的吸光度和COD,计算出脱色率和COD去除率,实验结果如图2.1所示。

图2.1 电解时间的影响
从图2.1 可以看出:随着电解时间的增长,脱色率逐渐升高,反应25min,脱色率可达到99.36%,但从整体来看,在10min之后脱色率开始增长缓慢;COD 去除率则逐渐提高,电解10min 时COD 去除率最高,可达到74.57%,但随着电解时间的继续增长,COD 的去除率降低。综合考虑,电解时间以10min为宜。
2.2 电解电压的影响
分别在电压为6V,8V, 10V,12V,14V 的条件下电解10min,其余参数同前,反应结束后,取各自的下层清液过滤,分别测滤液的吸光度和COD,计算出脱色率和COD 去除率,实验结果如图2.2所示。

图2.2 电解电压的影响
从图2.2可以看出:随着电解电压的增加,脱色率呈现先升高后略有下降的趋势。随着电解电压的增大,COD去除率呈波动变化,但总体为上升的趋势,当电解电压为12V时,COD去除率最高,可达77.9%。因此,电解电压以12V为宜。
2.3 搅拌速度的影响
分别在转速0r/min,250r/min,500r/min,750r/min,1000r/min的条件下电解10min,电压为12V,其余参数同前。反应结束后,取各自的下层清液过滤,分别测滤液的吸光度和COD,计算出脱色率和COD去除率,实验结果如图2.3所示。
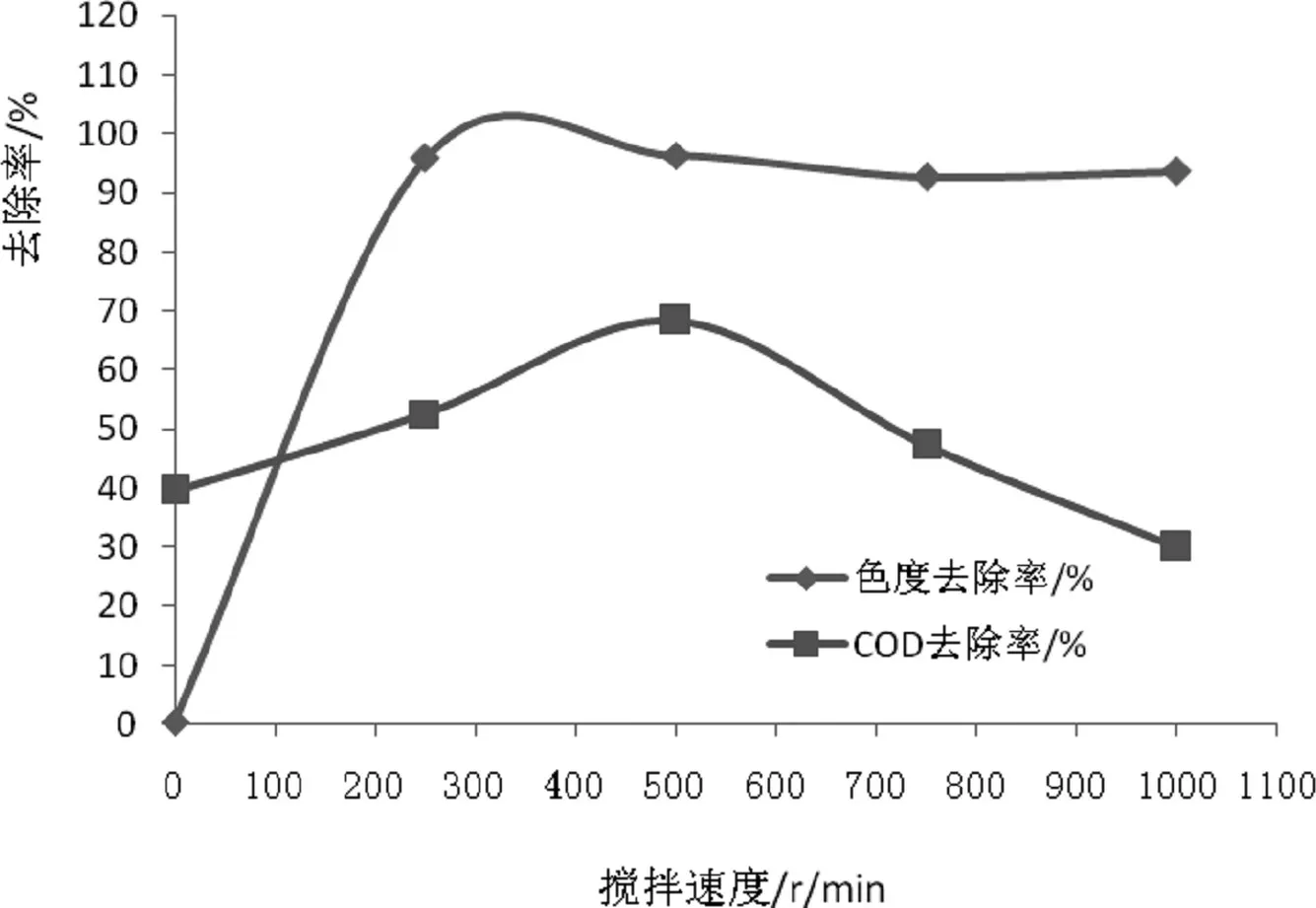
图2.3 搅拌速度的影响
从图2.3可知,随着搅拌速度的增加,脱色率刚开始有显著的上升,500r/min时达到最大96.3%,从750r/min开始略有下降,到1000r/min时脱色率为93.57%。COD去除率变化也呈现先升高后下降的趋势,在搅拌速度为500r/min是COD去除率达到最大,为68.34%。
2.4 电解质浓度的影响
Na2SO4浓度分别为0.001mol/L,0.003mol/L,0.005mol/L,0.007mol/L,0.009mol/L,电压12V,搅拌速度500r/min,其余参数同前,分别对不同电解质浓度的溶液处理10min,反应结束后,取各自的下层清液过滤,分别测滤液的吸光度和COD,计算出脱色率和COD去除率,实验结果如图2.4所示。

图2.4 电解质浓度的影响
由图2.4中可知,脱色率在起初有显著的变化,在电解质浓度在0.005mol/L 之后脱色率基本趋于平稳,COD 去除率在电解质浓度为0.007mol/L时最大为64.95%,之后显著下降。综合考虑脱色率和COD去除率,选择电解质浓度为0.005mol/L较好。
2.5 溶液初始浓度的影响
实验条件为:Na2SO4浓度0.005 mol/L,搅拌速度500 r/min,极板间距1.0cm,电解时间10min,电解电压12V,pH不调。配制浓度分别为200mg/L,400mg/L,600mg/L,800mgL,1000mg/L 模拟染料废水溶液,分别对其处理10min,反应结束后,取各自的下层清液过滤,分别测滤液的吸光度和COD,计算出脱色率和COD去除率,实验结果如图2.5所示。

图2.5 溶液初始浓度的影响
从图2.5可以看出,溶液初始浓度对脱色率的影响较小,对COD 去除率有影响,随着染料初始浓度的逐渐增加,COD 的去除率逐渐增加。总体来看,染料初始浓度对脱色率和COD去除率的影响都不是很大。
2.6 溶液初始pH值的影响
用稀硫酸和氢氧化钠溶液调节pH到3.00,5.00,7.00,9.00,11.00,采用前述最佳参数电解处理10min,反应结束后,取各自的下层清液过滤,分别测滤液的吸光度和COD,计算出脱色率和COD去除率,实验结果如图2.6所示。
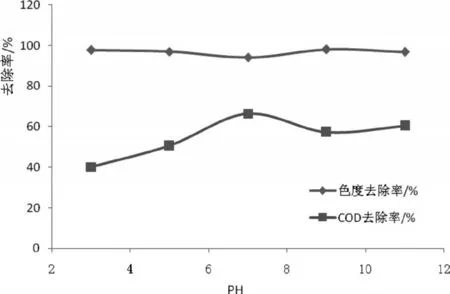
图2.6 溶液初始pH的影响
从图2.6可以看出,随着pH的逐渐增加染料的脱色率没有太大的变化,COD 的去除率随着pH 的增加呈现先增大后减小的趋势。当pH 在8 左右时,染料废水的色度和COD 都有较好的处理处理效果,因此pH取8较合适。
2.7 最佳工艺参数的确定
通过实验的最佳参数为:电解电压12V,搅拌速度500r/min,模拟废水初始浓度600mg/L,支持电解质浓度0.005mol/L,pH=8,在此条件下对活性艳橙X-GN模拟染料废水进行多次处理后可知,处理时间10min左右时,可以使脱色率达到97.85%,COD去除率达到55.71%。
3 结语
根据上述研究,可以得到采用铁电极电凝聚法处理活性艳橙X-GN模拟染料废水的最佳条件为:电解电压12V,搅拌速度500r/min,模拟废水初始浓度600mg/L,支持电解质浓度0.005mol/L,pH=8,在此条件下电解处理10min,能够使模拟废水脱色率达到97.85%,COD去除率达到55.71%。