6005A铝合金CMT与MIG焊接头组织及性能研究
2020-03-18周金旭林传冬齐芃芃张春旭
周金旭,李 岩,杨 宇,林传冬,齐芃芃,张春旭
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
铝合金因其密度低、比强度高、焊接性能良好,回收利用率高等优点被广泛应用于航空航天[1]、轨道车辆、汽车制造等领域,但是由于铝合金在焊接过程中会产生较大的焊接变形和接头软化问题,大大降低了焊接结构的精度及质量。冷金属过渡(cold metal transfer,CMT)焊接技术是Fronius公司开发出的一种新型焊接工艺[2],具有高熔敷效率、低热输入和无飞溅等特点[3],被广泛应用于铝合金焊接结构,改善了传统MIG焊接铝合金变形大的问题,减少了焊后校正的工作量,提高了生产效率[4]。同时CMT焊接技术具有更低的热输入增强了焊接接头的强度,CMT焊接技术的应用也增加了焊接工艺技术的选择性。本文针对2mm厚6005A铝合金进行了CMT和MIG焊接工艺研究,对比了两种焊接接头的焊缝成型、力学性能、接头微观组织形貌并对断口进行了微观分析。
1 试验材料及方法
试验母材为6005A-T6可热处理强化铝合金,尺寸为300 mm×150 mm×2 mm;填充材料为ER5087,焊丝直径为Φ1.2 mm;保护气体为Ar,纯度>99.99%。母材和焊丝化学成分如表1所示,母材力学性能如表2所示。焊缝采用对接不开坡口,焊前使用丙酮清理母材表面油污、灰尘等,用气动钢丝刷打磨焊缝及其两侧25 mm区域内氧化膜至露出金属光泽,并用酒精对待焊部位进行清理。
试验采用Fronius CMT 5000焊机及KUKA KR90机器人等设备进行焊接,CMT焊接工艺送丝速度与电流、电压为一元化调节方式,即通过选择送丝速度来设置焊接电流和电弧电压,电弧电压可以通过弧长修正进行调节[5],根据前期大量的工艺实验得出了合理的焊接工艺参数对试板进行焊接,焊接工艺参数见表3。

表1 6005A铝合金和ER5087焊丝化学成分(质量分数,%)

表2 6005A铝合金母材力学性能

表3 焊接工艺参数
2 试验结果及分析
2.1 焊缝成型情况
图1(a)(b)分别为CMT和MIG焊缝外观形貌,CMT焊接接头表面光滑,MIG焊缝表面存在均匀的鱼鳞文;图2(a)(b)分别为CMT和MIG焊接头的宏观形貌。从试验结果可知,在合理的焊接工艺下,两种焊接方法均实现了单面焊双面成型,对焊缝进行宏观观察,未发现宏观裂纹、气孔等缺陷,焊接接头质量良好。
2.2 拉伸性能分析
根据GB/T2651-2008焊接接头拉伸试验方法进行拉伸试样的制备,焊后使用岛津AG-X 100KNH型电子万能试验机对焊接接头进行横向拉伸破坏性试验,试验结果见4,拉伸断裂试样如图3所示。CMT和MIG焊接接头的平均抗拉强分别为202.681 MPa和193.078 MPa,试样断裂位置为焊接接头的热影响区[6],焊接接头的抗拉强度分别达到实际母材抗拉强度的70%和67%,CMT焊接试件抗拉强度略高于MIG焊接试件。

表4 拉伸试验结果
对断口进行微观分析可以发现CMT焊接接头断口存在大量韧窝,韧窝尺寸较小,更为密集,深度更深为明显的韧性断裂(图4(a));MIG焊接接头断口韧窝数量少于CMT断口韧窝,韧窝大而浅同时存在准解理面,断裂方式为混合形断裂(图4(b))。
2.3 弯曲性能分析
使用AG-X 250KN电子万能试验机对两种焊接接头进行弯曲试验,试验结果见表5,焊接接头弯曲后宏观形貌如图5所示。符合ISO15614-2评定标准,弯曲结果合格。
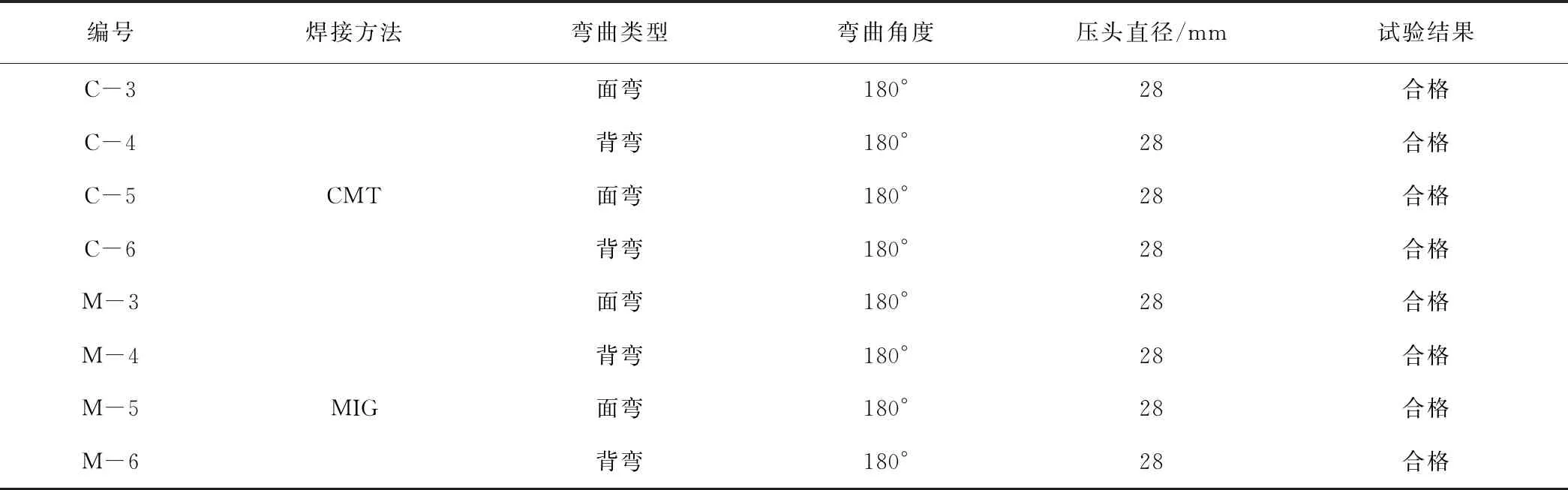
编号焊接方法弯曲类型弯曲角度压头直径/mm试验结果C-3C-4C-5C-6M-3CMT面弯180°28合格背弯180°28合格面弯180°28合格背弯180°28合格面弯180°28合格M-4M-5M-6MIG背弯180°28合格面弯180°28合格背弯180°28合格
2.4 焊接接头金相组织
图6为焊接接头微观组织形貌,其中(a)(b)为CMT焊接头焊缝区和熔合线附近组织,(c)(d)为MIG焊接头焊缝区与熔合线附近组织。对比两种焊接接头的显微组织可以看出,焊缝区存在明显的等轴树枝晶,熔合线靠近焊缝一侧为粗大的柱状晶[7],靠近母材一侧为等轴晶;CMT焊缝组织更为细小,这是因为CMT焊接技术焊接热输入低,焊接过程中快速冷却,焊缝组织来不及长大,快速的冷却速度也将导致焊缝过冷度大形核效率更高阻碍晶粒的生长。熔合线靠近母材一侧形成细小的等轴晶是由于靠近母材侧过冷度较大,大大增加了形核效率,形成细小的等轴晶粒。
3 结论
(1)CMT和MIG焊接接头的平均抗拉强分别为202.681 MPa和193.078 MPa,试样断裂位置为焊接接头的热影响区,CMT焊接接头的抗拉强度略好于MIG焊接接头。
(2)CMT焊接接头断口存在大量韧窝,韧窝尺寸较小,更为密集,深度更深为明显的韧性断裂;MIG焊接接头断口韧窝数量少于CMT断口韧窝,韧窝大而浅同时存在明显的准解理面,断裂形式为混合形断裂。
(3)对比焊接接头的显微组织可以看出焊缝区存在明显的等轴树枝晶,熔合线靠近焊缝一侧为粗大的柱状晶,靠近母材一侧为等轴晶,CMT焊缝组织更为细小。
