板坯连铸机关键设备对钢坯质量影响的分析
2020-03-05王少振
王少振
(山钢集团莱钢设备检修中心,山东济南 271104)
0 引言
对于板坯连铸机而言,结晶器、扇形段等关键设备的稳定顺行是保证板坯生产质量的根本和基础,如果以上关键设备在维修、维护过程中出现偏差或降低标准,都会直接或间接影响到铸坯质量。因此,只有做好连铸机关键设备的维修与维护,才能减少对铸坯质量的影响。
1 原因分析及改进措施
1.1 关键设备——结晶器
1.1.1 倒锥度对铸坯质量的影响
结晶器倒锥度太大,会增加坯壳与器壁挤压和拉坯的阻力,引起横裂甚至坯壳断裂。作为结晶器关键参数之一,在维修调整结晶器过程中都会特别注意将倒锥度调整到要求范围内,如果结晶器使用后会发生“跑锥度”问题,需要关注以下4 个细节:
(1)确保结晶器宽面夹紧力。目前板坯连铸机结晶器宽面均通过机械、液压等形式进行夹紧,想从根本上杜绝“跑锥度”首先把上下部夹紧机构调整符合要求。
(2)窄面锁紧机构及支撑杆焊接。在调整好结晶器锥度后必须锁紧窄面调宽机构并焊接支撑杆。
(3)调宽过程注意消除机构间隙。由于窄面调宽机构、连接部位均存在加工间隙,为此需在调宽过程中注意消除,具体做法为调任一规格都应从外向内调整,即最后调宽机构动作方向为向结晶器中心移动方向。
(4)注意调整好的结晶器角缝。因为结晶器多次更换断面、铜板加工问题等原因造成角缝会减少窄面铜板与宽面铜板接触面,同时减少摩擦力,容易引发“跑锥度”。
1.1.2 内壁表面状况对铸坯质量的影响
结晶器铜板镀层可分为单一镀层和复合镀层。单一镀层有铬;复合镀层有镍-铁,镍-钴。小方坯因产品要求低,价格低,多采用镀铬;大方坯和板坯产品质量要求高,对铜板的寿命要求高,故多用复合镀层,大多采用镍-钴镀层,其优点是:耐磨,结合力强。
结晶器铜板出现镀层脱落、裂纹等问题后容易造成铸坯冷却不均,坯壳厚度不均匀,容易引发表面纵裂纹或凹陷(图1);结晶器宽窄面铜板角缝过大容易造成挂钢甚至出现恶性生产事故。为此每次结晶器下台检查必须对铜板(尤其弯月面及下口区域)磨损、缺陷情况进行仔细检查,避免引发铸坯质量缺陷。
1.2 关键设备——扇形段
1.2.1 扇形段辊缝对铸坯质量的影响

图1 钢坯表面裂纹
表1 2连铸机各扇形段辊缝参数
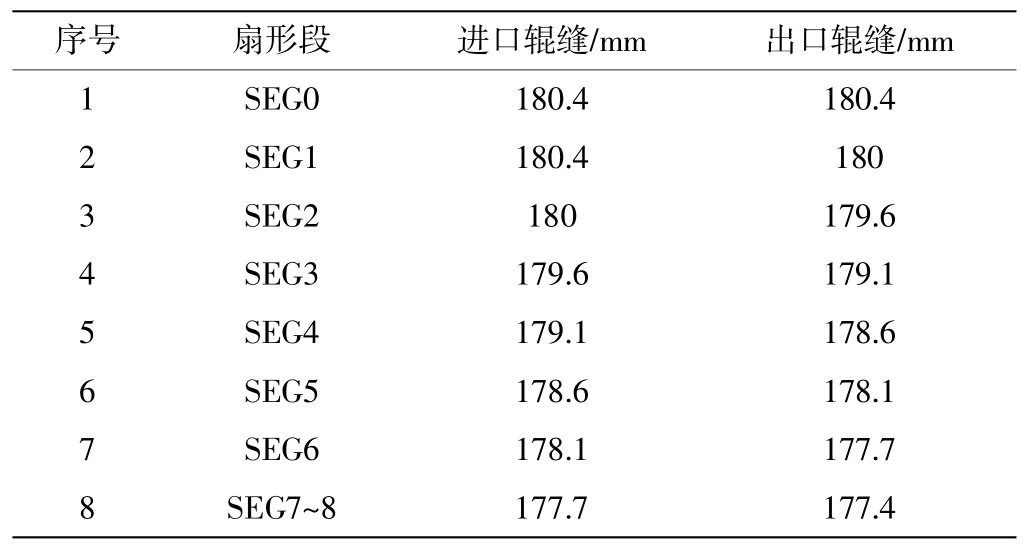
表1 2连铸机各扇形段辊缝参数
辊缝是扇形段的关键技术参数,也是目前各连铸机重点控制参数之一。某钢厂2连铸机各扇形段辊缝情况见表1:
此连铸机目前控制扇形段辊缝在标准值基础上允许偏差:离线状态偏差为0.15 mm,在线状态偏差为0.5 mm。辊缝对铸坯质量影响集中表现在2 方面。
1.2.1.1 辊缝超差是造成铸坯中心线裂纹的根本原因
虽然影响板坯产生中心裂纹缺陷的因素很多,比如钢水成分、浇铸稳定、拉坯速度、辊缝偏差、二冷水工艺等,但在生产过程中总结出,当个别扇形段辊缝在允许偏差范围内即使钢水成分不好、浇铸温度过高也不会引发中心裂纹缺陷;反之辊缝超差使即使成分控制较好、浇铸温度适中、拉速稳定,仍然会出现批量中心裂纹缺陷。
1.2.1.2 辊缝超差还可能导致三角区裂纹缺陷的产生
在以往生产过程中,曾经多次出现因零段辊缝超差导致批量钢坯三角区裂纹缺陷的产生,造成辊缝超差的原因。
(1)离线辊缝调整时顶测值与自动辊缝仪测量值不一致。目前维修调整扇形段辊缝包括验收时全部采用顶测,即用专用千斤顶顶在上下辊中部进行测量,容易因顶起力分布不均匀造成轴承等加工间隙消除情况不可靠,而在线辊缝仪完全模拟铸坯运行状态及钢水静压力,更接近实际生产状态。为此应以在线测量值为准反推离线控制范围。
(2)扇形段内、外弧框架间隙造成的辊缝变化。曾出现过上线扇形段验收数值完全符合技术要求,上线后进口辊缝变大、出口辊缝变小。通过分析认为是扇形段在维修时垂直放置,内、外弧框架存在间隙,上线后扇形段内弧框架因重力作用向出口方向微移,导致进出口辊缝变化。目前已通过验收时消除出口侧框架间隙的方法加以控制。
(3)辊套、芯轴、轴承间隙引发辊缝变化。扇形段维修所需辊套、芯轴、轴承、轴承座及垫片组都会引入自由间隙,为此需在维修前对所有备件按照技术标准进行检验,安装过程遵循维修标准化程序,各轴承座下垫片数量也应严格控制在5 个。同时在调整验收辊缝时必须进行顶测和自由测量,综合游隙控制在0.4 mm。
1.2.2 对弧对铸坯质量的影响
板坯连铸机扇形段段内对弧、段间接弧情况不好,不仅容易造成拉坯阻力增大等设备隐患,同时还容易引发铸坯内部的横向裂纹,通过铸坯样或横向试样中均能见到。这是因为对弧不良时,铸坯受到鼓肚和再轧反复作用下,铸坯内部出现横向裂纹。目前造成对弧不良的原因有:
(1)维修过程中未严格按照维修标准化程序操作,轴承座下垫片、地脚螺栓紧固力矩等不符合标准要求,扇形段上线使用后段内对弧情况发生变化,此类情况出现较少。
(2)扇形段固定形式不可靠,无法保证扇形段段间接弧状态。目前2板坯连铸机扇形段固定采用销轴楔铁固定形式,该形式虽然存在固定拆卸方便等特点,但同时还存在固定不牢固、不可靠的问题,在销轴楔铁使用一段时间后本身的变形,加之锈蚀、水垢使得楔铁打紧后紧固力度降低,造成接弧偏差。此种情况仅能通过改造扇形段才能根本消除。
(3)在线维护不到位造成接弧不良。由于未及时更换楔铁、多天连续生产后未及时检查楔铁紧固程度、段下垫片放置位置不合理、在线对弧样板测量面尺寸不符合标准或未定期测量调整接弧都会造成接弧不良,因此定期维护调整才能长期有效保证接弧良好。
1.2.3 喷淋冷却对铸坯质量的影响
二冷水状况对铸坯质量的影响也是至关重要的,从设备角度考虑必须保证冷却效果,需做好以下2 方面工作:
(1)确保二冷水水质。严格控制二冷水中悬浮物指标,避免油泥等细微悬浮物经过过滤器附着在管壁上凝结大块后堵塞喷嘴;降低二冷水中氯离子数量,避免水质呈弱酸性腐蚀管道;降低水质硬度,避免在管道、喷嘴内部结垢;确保过滤器定期反冲洗效果并定期清理过滤器等。
(2)必须定期对喷淋架、喷嘴进行酸洗并清理内壁水垢,对喷淋架支管间距、垂直度等尺寸严格把关调整,对喷淋架安装后喷嘴到辊面距离等尺寸调整至标准要求内等。
2 结束语
连铸机关键设备是连铸生产的根本,他直接影响制约着铸坯质量,因此了解设备参数对铸坯质量影响的原因,将会对日常生产中有效控制提高铸坯质量工作带来积极作用。
