A级锅炉管子环向对接焊接接头超声波检测时关键参数的选取
2020-03-04王生才山东华源锅炉有限公司山东临沂276000
王生才(山东华源锅炉有限公司,山东 临沂 276000)
0 引言
在A级锅炉的制造过程中,根据TSG G0001—2012《锅炉安全技术监察规程》第4.5.4.6条的要求,外径小于或者等于159mm的管子环向对接焊接接头,当P≥9.8MPa,100%射线或者100%超声检测(安装工地,接头数的50%);当P<9.8MPa,50%射线或者50%超声检测 (安装工地,接头数的25%)。即,对于这些焊接接头,应采用射线或者超声波无损检测的方法进行检测合格后,方可出厂。管子环向焊接接头采用射线检测可以取得较好的检测效果,并且能将射线底片保留作为检测的永久证据,所以射线检测在这类焊接接头的检测中运用最为广泛,但是对于有些结构复杂,射线检测实施有困难而又被抽检到的焊接接头,超声波检测将成为不二选择。
对管子环向焊接接头的超声波检测,锅炉范围内的管道及其连接管道,普遍存在曲率半径小,管壁厚度薄,常规超声检测困难较大的特点。虽然近年来有研究表明,采用相控阵技术这一超声波检测方法对管道环向焊接接头的检测取得了一定的进展,但是根据TSG G0001—2012《锅炉安全技术监察规程》的要求,对于锅炉中焊接接头的无损检测,执行的是NB/T 47013—2015《承压设备无损检测》标准,而该标准尚未将相控阵检测技术列入其中,所以在实际执行过程中,还是根据NB/T 47013.3—2015超声检测中的相关要求,采用常规的超声波检测方法对此类焊接接头进行检测。因此,有必要对其超声检测的关键参数如探头K值,探头前沿,耦合剂类型等进行优化选择,以提高缺陷检出率。
1 管道环向焊接接头超声检测的技术难点
在A级锅炉所涉及到的管道环向焊接接头中,具有管子曲率半径多,连接管道曲率半径小等特点。这给超声波检测带来的难度在于,由于曲率半径小,普通探头与检测面间的接触面也小,携带着缺陷信息的反射波信号很容易因为耦合损失而不会被探头所接收,容易造成缺陷漏检。再则,由于超声波在管道内表面所面对的是凸面,其反射波的发散严重,检测灵敏度将大大降低。大部分管子壁厚较薄,杂波较多,这个缺陷的判断带来一定的难度。鉴于此,应对超声波检测时,其一些参数进行优化选择,以达到最高的检测灵敏度。
2 关键参数的选取
2.1 超声波探头的选择
探头频率和晶片尺寸是对缺陷检出率影响较大的关键因素,对于探头的频率,频率大小对于检出最小缺陷的尺寸有直接的关系,超声波的声速、频率、波长有如下关系:
对于既定的检测材料,其内部超声波的声速也是既定的,当频率f越高,其波长越小,而超声波检测能发现的最小缺陷大约为λ/2[2],因此,从能发现最小缺陷的角度来说,超声波的频率应尽量选择高一点。
对于探头晶片尺寸的选择,根据NB/T 47013.3—2015《承压设备无损检测》4.2.2.2条的要求规定,对于圆形晶片,其直径应≤40mm;对于方型晶片,其任意边长应≤40mm,晶片尺寸对于超声波检测的影响主要体现在半扩散角和近场区长度,晶片尺寸越大,对应的半扩散角越小,而近场区长度和晶片尺寸有如下关系:

从近场区越小越好的角度出发,晶片尺寸越小则其近场区长度越小,对检测越有利。在NB/T 47013.3—2015《承压设备无损检测》中,压力管道焊接接头分为I型焊接接头和II型焊接接头,其中对于工件厚度为5~150mm,外径≥159mm的区分为I型焊接接头,其他的区分为II型焊接接头。I型焊接接头的超声波检测技术条件与平板对接焊接接头无异,在此不做讨论。对于II型焊接接头,NB/T 47013.3—2015第6.4.3.1条:推荐采用线聚焦探头和双晶斜探头,探头频率一般采用4~5MHz,当管壁厚大于15mm时,采用2.5~5MHz;探头的契块应加工成与接管外径相吻合的形状。对于探头K值的选择,根据NB/T 47013.3—2015《承压设备无损检测》的要求,可以按表31的要求选择[2]。
对于II型焊接接头超声波检测探头的K值选择,一般选择大K值的探头,而且其探头前沿较短。这是由于对于管道环向焊接接头而言,在焊接接头的根部比较容易产生缺陷,而采用大K值,短前沿的探头,可以至少保证一次波能扫查到焊接接头的根部。
2.2 耦合剂的选择
在探头和工件之间使用耦合剂是为了保证在异质界面上有足够的声强透射率,当探头和检测面之间有存在空气薄层时,超声波在传输过程中会在空气界面上方被全部反射回探头契块,而无法接收到任何关于被检工件内部的超声返回的信息[3]。耦合性能良好的物质,能很好的填充探头与检测面之间的间隙,使超声波能够传输至工件,而工件内部如果有反射信号,也使得信号能够被探头所接收,使超声检测缺陷成为可能。而除了给信号传输提供稳定路径以外,耦合剂的另外一个作用是润滑。由于耦合剂的存在,使探头和工件之间的摩擦力得以减小,可以防止工件表面磨损探头,探头移动也更为方便。其作用可以归纳为以下3点:(1)为超声信号在探头契块和工件之间的传输提供一个稳定传输的路径;(2)通过耦合剂的声阻抗性能,减少界面声能损失,使更多的声能到达工件以用于检测;(3)润滑作用,减少摩擦阻力和探头的磨损。
在A级锅炉的管道环向焊接接头的超声波检测中,对耦合剂的要求比一般设备要更为严格,因为A级锅炉长期承受压力和火焰的共同作用,这要求耦合剂对工件应没有腐蚀作用,而且对人员无毒无害,检测完毕后能够方便快捷的清除干净。在工程实践中,常用的耦合剂有变压器油,甘油,水,机油,化学浆糊等,就声压往复透射率而言,化学浆糊19≥甘油12.5≥机油11[4]。
A级锅炉II型焊接接头超声波检测时,因检测面为曲面,且其曲率半径较小,虽然探头契块一般会加工成与检测面相吻合的形状,但是探头契块和检测面之间还是难以避免会存在空气间隙,选择合适的耦合剂对检测面和探头之间的间隙进行填充,对于提高检验质量具有重要意义。在A级锅炉II型焊接接头的超声波检测中,针对上述常用的耦合剂甘油,机油,化学浆糊进行如下适用性分析:(1)甘油由于其声阻抗特性,在三种耦合剂中能达到最好的耦合效果,但是在使用时候,需要用水对其进行稀释,对工件具有一定的腐蚀性,如果使用,则应边检测边清洗,价格也较为昂贵。(2)机油取材较为方便,对工件表面有良好的润湿功能,具有一定的粘度,价格低廉,目前是最常用的耦合剂。(3)化学浆糊适应性较强,通过调节其浓度可以用在各种凹凸曲面上,且价格便宜,在超声检测中运用得越来越广泛。
3 对比试块的制作
A级锅炉环向焊接接头所采用的对比试块应采用与被检工件化学成分相似,且外形尺寸(主要是指曲率)应和被检管道的尺寸相接近。对于A级锅炉环向焊接接头的检测来说,应采用的试块是GS系列,其形状和尺寸应符合NB/T 47013.3—2015《承压设备无损检测 超声波检测》图23和表30的规定。在制作时候,应根据被检管道的外径进行相应试块的制作,再使用试块完成DAC曲线的制作。
4 试验论证
根据前述分析,A级锅炉环向焊接接头的超声波检测时,其关键参数的选取有探头的选择、耦合剂的选择。为了验证不同耦合剂和不同K值的探头,对同一缺陷的检测敏感性,本文制作了一个模拟缺陷试件,试件尺寸管道定期检验时候最常遇见的φ108×5管管对接焊接接头,所模拟的缺陷为未焊透,采用以下组合对缺陷进行检测。
(1)5P6×6K2.5探头前沿为4和6,甘油,机油,化学浆糊;
(2)5P6×6K3.0探头前沿分别为4和6,甘油,机油,化学浆糊;
(3)5P6×6K2.5探头前沿为4和5P6×6K3.0探头前沿4,甘油,机油,化学浆糊。
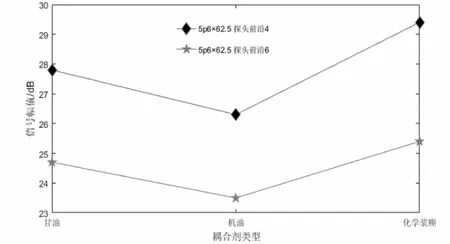
图1 K2.5探头不同前沿和耦合剂对比
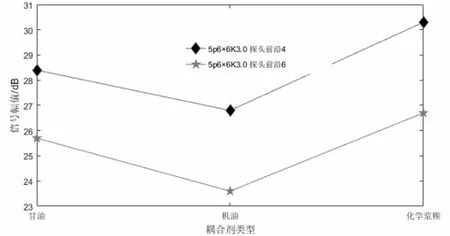
图2 K3.0探头不同前沿和耦合剂对比

图3 不同K值,相同前沿探头K值的对比
从上图中可以得出以下结论:采用小晶片探头能够检测出φ108×5管管对接焊接接头的未焊透缺陷;不同探头前沿值的探头,对检测信号的幅值具有影响,“短”前沿的探头总是能得到比“长”前沿的探头更高的信号幅值;在三种耦合剂的对比上,采用浓度可调的化学浆糊所得到的信号幅值在同等条件下总是最高的。采用不同K值探头前沿相同的探头对同一缺陷进行检测时,大K值探头能得到较高的信号幅值。
5 结语
A级锅炉管子环向对接焊接接头虽然一般采用射线检测作为埋藏缺陷的检测手段,但是对于有些射线检测不便实行的结构,必须采用超声波进行检测。本文通过理论分析和试验论证,得出了A级锅炉管子环向对接焊接接头超声波检测时,采用大K值短前沿探头和选用化学浆糊作为耦合剂的对于同一缺陷具有最高的回波幅值的结论。本文方法对于锅炉制造单位执行法规标准中关于无损检测的规定时,具有一定的借鉴意义。
