双相不锈钢SAFUREX 的焊接性工艺分析
2020-02-26高柳
高 柳
中国化学工程第七建设有限公司 四川成都 610100
随着工业技术的发展,各种新材料不断更新,双相不锈钢(DSS)也得到快速发展。双相不锈钢是指不锈钢中既有奥氏体(A)组织又有铁素体(F)组织,兼具奥氏体不锈钢和铁素体不锈钢的特点。与铁素体不锈钢相比,其韧性高,脆性转变温度低,耐晶间腐蚀性能和焊接性能显著增强;与奥氏体不锈钢相比,其强度更高,特别是屈服强度显著提高,且耐晶间腐蚀、耐应力腐蚀和耐腐蚀疲劳性能都有大幅提高。
在巴基斯坦FATIMA 化肥有限公司1500MTPD尿素装置中,首次焊接由SANDVIK 公司提供的双相不锈钢SAFUREX,该双相不锈钢的牌号为S32906,主要规格为26.67×3.91~273.05×15.09。施工前,为了保证SAFUREX 双相不锈钢的焊接质量,除了充分了解其性能特点外,还进行了大量的焊接试验和持证焊工的培训工作。通过试验和培训,了解和掌握了SAFUREX 不锈钢的焊接特点。
1 焊接性分析
1.1 简介
由SANDVIK 公司提供的SAFUREX(S32906)双相不锈钢属第四代双相不锈钢,它是一种含氮的超低碳不锈钢,与第二代双相不锈钢(SA2205)和第三代双相不锈钢(SAF2507)相比,进一步降低了C 的含量,提高了Cr 的含量,同时加入了更多奥氏体形成元素N,进而促进了双相不锈钢焊接接头中单相铁素体在冷却过程中形成更多的奥氏体,使焊接接头的铁素体组织与奥氏体组织的比例趋于平衡。这样既改善了双相不锈钢焊接热影响区的塑性和韧性,又保证了其抗应力腐蚀能力、点蚀能力,同时具有更高的强度和硬度。在相同的工作条件下,大大减少了设备的结构尺寸和管道的壁厚,从而节约大量材料,降低制造成本,也更适宜应用在对硬度要求高的工艺系统和蒸汽系统。
SAFUREX 双相不锈钢中铁素体组织的含量一般在45%~50%之间,其余组织为奥氏体。其化学成分及力学性能见表1。
1.2 焊接裂纹
SAFUREX 双相不锈钢兼具了奥氏体不锈钢和铁素体不锈钢各自的优点,并弥补了各自的不足,同时钢中C、S、P 等杂质元素较低,因而其焊接热裂纹和冷裂纹的敏感性更小。
1.3 焊接接头的性能
双相不锈钢焊接时的主要问题不在焊缝,而在热影响区。因为在焊接热循环作用下,热影响区处于快冷非平衡状态,冷却后总是保留更多的铁素体,从而增大了腐蚀倾向和氢致裂纹的敏感性。相对于其他钢种,双相不锈钢的接头性能主要由两个相(A 和F)的比例关系来控制。要满足焊接接头基本上与母材等性能,必须要求奥氏体组织与铁素体组织的比例接近为1:1,否则焊接接头的力学性能、耐腐蚀性能都会受到很大的影响。而合金元素的含量、焊接热循环等都与奥氏体组织和铁素体组织的平衡关系密切相关。因此,如何保证双相组织比例关系的平衡是双相不锈钢焊接的关键。
从Fe-Cr-Ni 三元相图来看,双相不锈钢在高温下是100%的铁素体,连续冷却过程中会发生铁素体组织向奥氏体组织转化的相变。在平衡条件下或非快速冷却条件下,部分铁素体会保留到室温,获得了室温奥氏体加铁素体的双相组织。但是焊接过程是一个快速加热、快速冷却的热循环过程,在焊接热影响区的过热区会发生奥氏体向铁素体的相变,导致过热区的奥氏体含量大大降低,而铁素体含量迅速增加。在焊后冷却过程中,如果冷却速度过快,则铁素体组织向奥氏体组织的相变会被抑制,也会导致铁素体含量大大增加,室温状态下,铁素体含量最大可以达到70%;如果焊后冷却速度不是太快,使铁素体组织向奥氏体组织的相变有足够的时间充分完成,室温下双相不锈钢焊接接头的两相比例就会达到一个比较理想的水平。但是,冷却速度也不能太慢,因为如果过慢,会造成铁素体组织晶粒粗大并可能产生σ 相析出现象,导致焊接接头韧性降低。所以,保证双相不锈钢焊接接头良好的性能最重要的措施就是控制焊接接头的冷却速度。
2 双相不锈钢SAFUREX的焊接
2.1 焊接方法
为了保证焊接质量,控制焊接接头热影响区的组织和性能,同时根据SANDVIK 公司提供的相关技术资料要求,决定对直径小于2″的管道,均采用全氩弧焊(GTAW)进行焊接。直径大于3″的管道,其焊接包括两个部分:从根部至管壁厚度6mm 范围为第一层,采用全氩弧焊;其余部分为第二层,采用电弧焊(SMAW)。
2.2 焊接材料
双相不锈钢的焊接目标就是使焊缝和热影响区的韧性、塑性和耐腐蚀性能与母材相同。但是由于现场焊接的特点,焊缝金属凝固和冷却时间很快。所以,对于焊后直接使用的双相不锈钢SAFUREX (S32906),选用焊接材料的化学成分与母材成分大致相同(特别是Ni 含量),同时必须含有相应数量的氮元素,以促进焊接接头热影响区在高温下形成单相铁素体组织冷却时转变成奥氏体组织。焊接材料的标志及储存要避免同其他焊接材料混淆,焊条必须装在防潮盒中,在使用前不得打开包装盒,一旦打开包装盒,应严格按烘干条件(350℃、恒温2H)进行烘烤。选用的焊丝和焊条的化学成分分别见表2 和表3。

表2 SAFUREX(S32906)Sandvik 29.8.2.L焊丝的化学成分 %

表3 SAFUREX(S32906) Sandvik 29.8.2.LR焊条的化学成分 %
2.3 保护气体的选择
焊接试验表明,双相不锈钢SAFUREX(S32906)在焊接过程中如果采用单一的氩气进行保护,焊接过程中焊缝金属中氮元素会发生扩散现象,抑制了铁素体组织冷却时向奥氏体组织的转变,容易造成焊缝金属中的铁素体组织含量超标。所以,为了控制焊缝金属中铁素体含量,焊接过程中,保护气体采用98%Ar+2%N2进行保护,通过保护气体的富氮化,来防止焊缝金属中氮元素向外发生扩散现象,从而确保高温状态下焊缝金属中的单相铁素体组织在冷却过程中转变成奥氏体组织的相变能够按照需要的数量完成。大量焊接试验表明,在保护气体氩气中添加2%的氮气,完全可以防止焊缝金属中氮元素扩散现象的发生。
2.4 坡口形式
选择焊接坡口形式时,应考虑尽量减少焊接层数和金属填充量,以便于控制焊接接头的组织和性能。同时,为了防止母材金属的氧化和其他污染,保证焊缝坡口的质量,采用机械加工和砂轮打磨的方法进行坡口的制备,焊接坡口形式及尺寸如图1 所示。
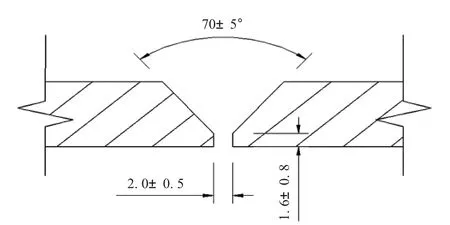
图1 焊接坡口型式及尺寸示意图
2.5 焊前、焊后的清理
为了保证焊接质量,焊接前,坡口准备应采用机械和砂轮打磨,不允许有等离子弧焊、气割及电弧气刨。焊接前在管道边缘焊接区域以及坡口边缘100mm 范围内,使用丙酮和类似的清洗剂倒角槽和填充焊丝;只有在焊缝层间清理和打磨过程中,才能使用碳化硅或碳化铝类砂轮片;母材打磨应平整,不得出现蓝色染色。同时,焊工在操作过程中为避免杂质,应保持焊接手套和衣服整洁。
焊接完成后,立即清除氧化层,以防止双相不锈钢耐腐蚀性能的下降。使用专用的不锈钢丝刷手动或机械趁热擦刷焊道表面,也可以采用不含碳污染的砂进行焊缝喷砂处理。同时也可以采取酸洗,但是SAFUREXS 酸洗需要强烈的化学品或持续时间较长,酸洗前要使用KMnO4在90~100℃下进行2h 的预处理,在清水中漂洗,随后使用16%HNO3和4%HF 在40~50℃下酸洗20~60min,最后在清水中漂洗。由于现场焊接条件限制,无法将整个工件浸入水中,所以本工程焊接后采用酸洗膏进行酸洗钝化处理。同时,由于在电弧起始点很容易发生裂纹等缺陷,要通过打磨方式清除这类缺陷。现场的焊接必须严格根据合格的焊接工艺评定(PQR)进行,允许10%焊接参数误差。
2.6 焊接参数
双相不锈钢焊接接头热影响区的性能特点分析表明,双相不锈钢在焊接过程中,控制焊接接头组织和力学性能最重要的措施就是控制焊接接头的冷却速度。其中最主要的手段就是控制焊接过程中的热输入。焊接过程中热输入越大,焊接接头的冷却速度越慢;焊接过程中热输入越小,焊接接头的冷却速度越快。同时,为了防止焊后冷却速度过快,焊接完成后采用保温棉包扎焊口降低冷却速度。合适的焊接冷却速度,才能保证焊接热影响区获得的铁素体组织与奥氏体组织的比例将近为1:1,从而满足双相不锈钢的焊接要求。焊接过程中针对不同的管径、壁厚的SAFUREX 双相不锈钢,焊接时将焊接热输入控制在8~15kJ/ cm 之间,根层不超过20kJ/ cm。
2.7 焊接过程中的注意事项
(1)使用工卡具时,应将焊接设备的接地电缆牢固地固定于焊接边缘的管道上,不得电弧放电。
(2)对于氩弧焊,应使用98%的氩气和2%的氮气进行保护;对于背面保护,可以使用98%的氩气和2%的氮气,也可以使用100%氮气,以防止铁素体含量超标。
(3)在氩弧焊焊接中,保持管道内部的通气,直至前3 层(厚度不小于6mm)完成。通常情况下,焊接应连续进行。若必须暂停焊接,对于多层焊接,在暂停前至少要完成3 层(厚度不小于6mm)以上的焊接。
(4)焊接时焊枪不摆动,焊接速度适当加快;焊接过程中尽量采用多层多道焊接,层间温度小于100℃,并严格控制焊接线能量。
(5)采用小直径焊丝进行焊接,焊接电流、电弧电压适当降低。
(6)氩弧焊采用直流正接,包括高频引弧,并采用大直径喷嘴,加大保护气体流量,提高气体保护效果,且只能使用含有合金元素(钍、铯)的钨极;电弧焊采用直流反接。
(7)盖面焊缝必须一次焊接完成,确保焊缝组织均匀。
(8)表面临时支撑及卡具拆除后,必须通过打磨消除表面痕迹使其平整,并采用渗透检测(PT)进行表面探伤。
(9)所有焊接工作必须由培训合格的焊工操作。
3 双相不锈钢SAFUREX 的焊接工艺评定
通过大量的焊接试验,结合相关资料,对SAFUREX(S32906)双相不锈钢的性能特点和焊接特点有了一个比较清楚的了解。在此基础上,进行了SAFUREX 双相不锈钢的焊接工艺评定,最终以合格的焊接工艺评定(PQR)来选择适合的焊接工艺。所有管材及焊材均由SANDVIK 提供。焊接工艺参数和焊接工艺评定结果见表4 和表5。
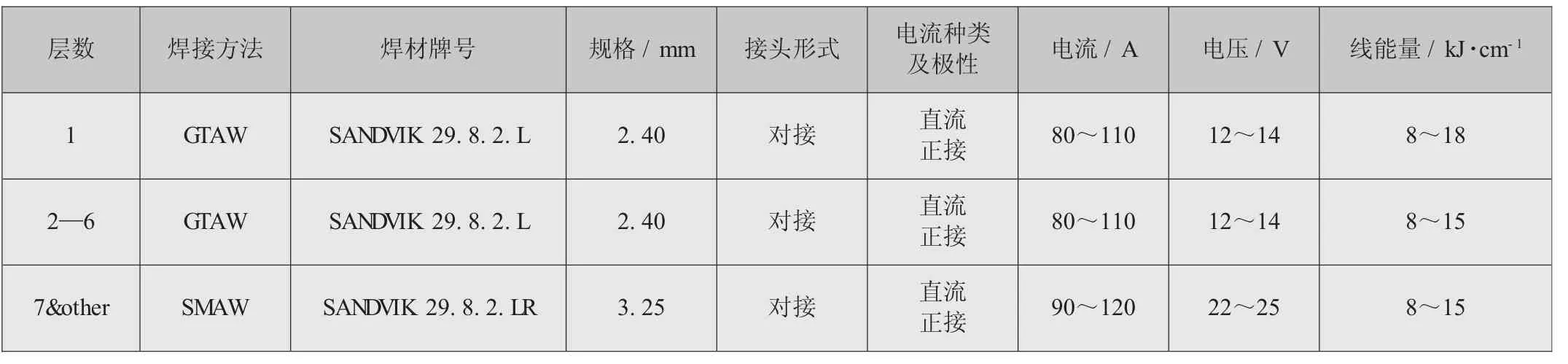
表4 焊接工艺评定主要工艺参数

表5 焊接工艺评定试验结果
4 结语
(1) 了解双相不锈钢SAFUREX(S32906)的性能和焊接特点,并做好管道焊接前的准备工作是整个焊接工作的关键;
(2) 为了获得满意成形,并防止氧化,根层采用氩弧焊进行焊接时,管内必须按规定要求进行通气保护,直到前3 层(焊缝厚度范围6mm 左右)焊接完成;
(3) 焊接材料必须与母材化学成分相匹配,才能获得设计要求的焊接接头;
(4) 合适的层间温度和正确的降温速度,是保证焊缝获得良好机械性能的关键;
(5) 在FATIMA 化肥有限公司1500MTPD 尿素装置双相不锈钢SAFUREX(S32906)管道焊接工程中,焊接的管道共282 道焊口,焊口100%进行X 射线探伤,共透照744 张胶片,合格率为99.5%。
