大型化工项目大件设备吊装的研究
2020-02-26周争义
周争义
上海华谊集团股份有限公司 上海 200040
大型化工项目中的大件设备通常属于关键核心装备,在整个项目建设过程中占有重要的地位。大件设备的吊装工作是整个项目安装阶段的重要内容,其管理水平的高低直接影响着项目建设安全、质量、进度和费用管理水平[1]。
为了更好地开展大件设备吊装各项工作,通常业主会委托一家大件设备吊装公司负责整个项目的所有大件设备吊装,包括编制详细吊装方案、组织协调、计划统筹、吊装实施等全部工作。业主组织对大件设备吊装方案进行审核,并牵头成立大件吊装工作小组,组织各EPC 单位、设备制造商、大件吊装公司、大件运输公司等相关单位定期召开大件设备吊装工作推进会,落实设备制造、到货和吊装计划,确保大件设备吊装各项工作顺利实施。
1 项目概况
上海华谊集团拟在广西钦州石化园区建设华谊钦州化工新材料一体化基地,其中一期工业气体岛项目建设内容包括粉煤气化装置、净化及CO 分离装置,甲醇合成及精馏装置、乙二醇装置、醋酸装置,以及相关的配套辅助设施及公用工程,主要由7 个EPC 承包商进行装置建设,项目总投资过百亿。
本项目定义现场需要400t 以上履带吊吊装的设备为大件设备,最终确定本项目大件设备共199 台,详见表1。

表1 大件设备情况
通过对199 台大件设备的吊装重量、吊装高度和工作内容等进行研究后,确定本项目需要的吊机包括4000t 级、1000t 级、750t 级履带吊各1 台,400t 级履带吊2 台。
考虑到本项目规模较大,设备布置紧凑,在吊装过程中要科学合理地做好方案策划,充分考虑各装置大件设备及吊装场地的特点,依托三维数字化进行吊装模拟,合理安排吊装施工工序,以达到预期效果。
2 大件设备吊装工艺方法
本项目大件设备有卧式和立式两种,针对不同的情况采用不同的吊装工艺方法。
2.1 卧式到货的立式设备
对于卧式到货的立式设备,采用单主机抬吊递送法进行吊装。使用1 台能力较大的起重机作为主吊车提升设备的头部,1 台能力较小的起重机配合溜尾抬送设备的尾部;两台起重机先将设备抬起,主吊车负责提升设备,溜尾吊车负责向前递送,逐渐将设备由平卧状态过渡到垂直状态;待设备达到直立状态后,溜尾吊车脱钩,主吊车回转,将设备安装在基础上;找正后,固定地脚螺栓,摘除索具,完成吊装工作。注意设备到货时,必须确保两只主吊耳水平,溜尾吊耳竖直向上。
2.2 立式到货的立式设备
对于立式到货的立式设备,采用单机直接提升法进行吊装。使用1 台吊装能力合适的起重机作为主吊车,吊点对称分布在设备重心位置两侧,将设备提升一定高度后,主吊车回转,将设备安装在基础上,找正后,固定地脚螺栓,摘除索具,完成吊装工作。
2.3 卧式设备
对于卧式设备,采用单机直接提升法进行吊装。使用1 台吊装能力合适的起重机作为主吊车,吊点对称分布在设备重心位置两侧,将设备提升一定高度后,主吊车回转,将设备安装在基础上,找正后,固定地脚螺栓,摘除索具,完成吊装工作。注意设备到货时,要确保设备的两个鞍座水平放置在车板上方。
3 吊耳设计
3.1 设计原则
设计和选用合适的吊耳对吊装工作的顺利开展具有举足轻重的影响。本项目吊耳主要选用管轴式吊耳和板式吊耳[2]。吊耳原则上由大件吊装单位进行设计选型和确定焊接位置及方位,经EPC 校核确认后委托设备制造厂进行制造、安装焊接和检测,确保安装质量满足吊装所需的要求。吊耳设计原则如下:
(1)吊耳要满足自身强度和设备局部强度的要求;
(2)吊耳要满足设备本体的可焊性,吊耳材质宜与设备材质相同或相近;
(3)立式设备主吊耳一般采用管轴式吊耳,溜尾吊耳一般采用板式吊耳;
(4)卧式设备一般不设吊耳,采用捆绑式吊装;
(5)大型反应器类及分离器等不宜与本体焊接吊耳的设备,主吊耳采用吊盖和连接件,溜尾吊耳采用板式;
(6)对于需要在现场穿衣戴帽的设备,吊耳设计时,要考虑其保温层厚度,主吊耳采用有外筋板的管式吊耳,以保证吊装前保温材料的安装。
3.2 性能计算
3.2.1 管轴式主吊耳强度校核计算
管轴式主吊耳在设备直立状态时受力最大,故只需校核该状态下的强度能力,吊耳力学模型如图1 所示。

图1 管轴式主吊耳力学模型
3.2.2 板式溜尾吊耳强度校核计算
板式溜尾吊耳分别在设备起吊状态及直立过程对其危险截面进行强度校核,设备起吊状态力学模型如图2 所示。
以净化及CO 分离装置甲醇洗涤塔Ⅰ为例,主吊耳采用管轴式吊耳,溜尾吊耳采用板式吊耳。对主吊耳及溜尾吊耳强度校核发现,所有吊耳的应力和剪应力均满足要求。
4 设备整体强度及刚度计算
以净化及CO 分离装置甲醇洗涤塔Ⅰ为例进行设备起吊状态整体强度及刚度校核计算。
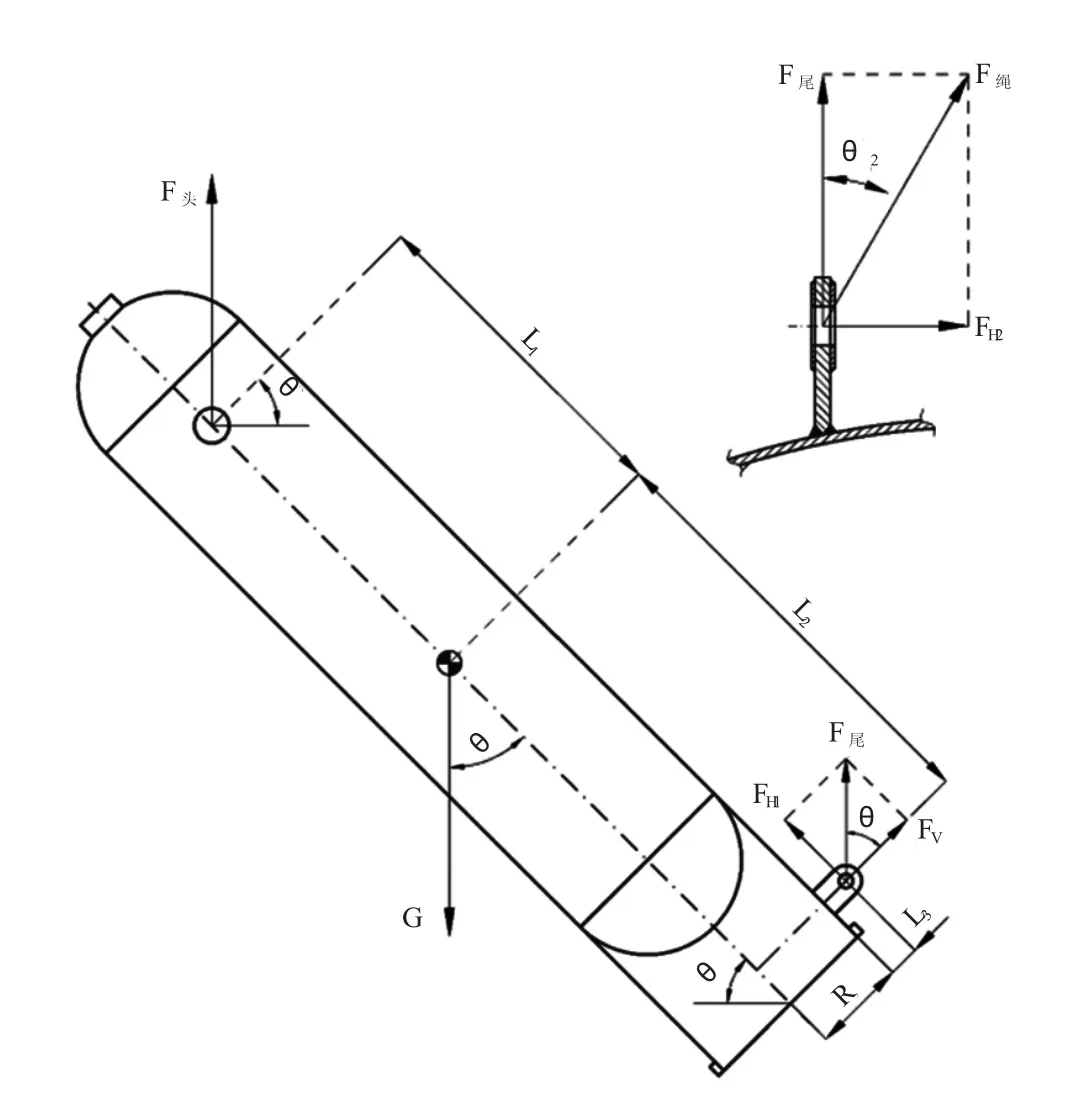
图2 板式溜尾吊耳力学模型
4.1 重心位置计算
考虑到大件设备左右基本对称,设备重心近似在中轴线上。根据力矩法原理,设备重心在中轴线方向高度位置计算力学模型如图3 所示。
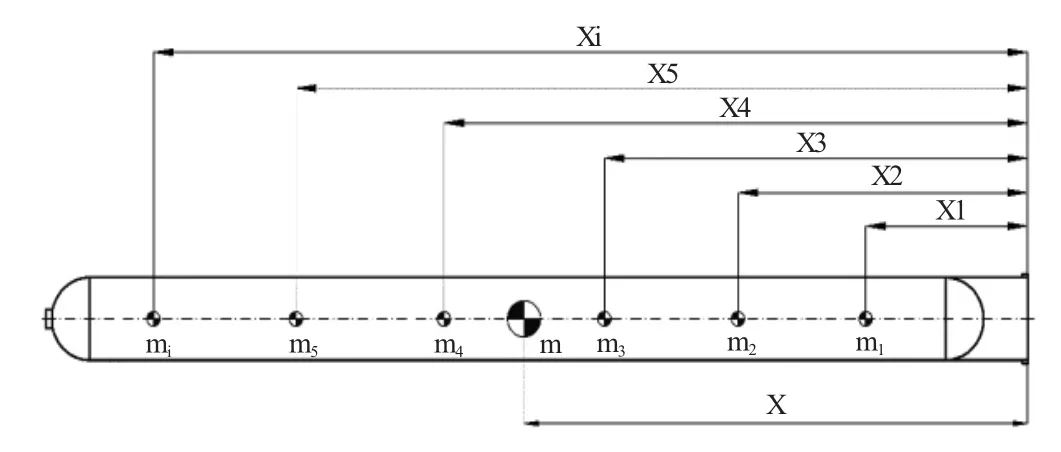
图3 设备重心示意图
重心计算公式如式(1)所示。

式中:mi——各部件质量;
xi——各部件重心标高;
m——设备计算质量;
x——设备重心标高。
最终计算得到甲醇洗涤塔Ⅰ的设备计算质量(构件质量及保温)为824.32t;构件关于坐标原点力矩和为3770.46 万t·mm;设备重心关于坐标原点位置为45740mm;设备重心标高为45740mm。
4.2 抬头、抬尾力计算
设备水平起吊时抬头、抬尾力计算力学模型如图4所示。

图4 设备水平G起吊时力学模型
设备水平起吊时抬头、抬尾力计算公式如式(2)所示。

式中:F1——抬头力;
F2——抬尾力;
L1——主吊耳至设备重心的水平距离;
L2——溜尾吊耳至设备重心的水平距离;
G——设备总质量。
以甲醇洗涤塔Ⅰ为例计算起吊时的抬头力和抬尾力分别为463.54t 和360.78t。
4.3 设备强度计算
将甲醇洗涤塔Ⅰ起吊状态力学模型简化为一种承受均布载荷的外伸梁模型,如图5 所示。计算表明,甲醇洗涤塔Ⅰ起吊状态强度满足要求。
5 钢丝绳强度计算
5.1 主吊钢丝绳核算
甲醇洗涤塔Ⅰ钢丝绳选用2 根GJT168mm×76m的高接头绳圈,每根两圈使用。经校核计算,主吊钢丝绳强度满足要求。
5.2 抬尾钢丝绳核算
抬尾钢丝绳选用2 根Φ118mm×32m 的钢丝绳,每根一弯两股使用。经校核计算,抬尾钢丝绳强度满足要求。

图5 甲醇洗涤塔Ⅰ简化受力模型
6 大件设备吊装实施
本项目大件设备吊装分布在6 个装置,共有199台,总重量接近3 万t,单体最重约1200t,设备最长超过100m,直径最大超过8m。以典型设备华谊炉为例对技术方案进行阐述。
6.1 吊装工艺方法及模拟
华谊炉采用单主机抬吊递送法的吊装工艺进行吊装,主吊车为XGC88000 型4000t 级履带吊,溜尾吊车为SCC7500 型750t 级履带吊,华谊炉具体吊装工艺参数如表2 所示。

表2 华谊炉吊装工艺参数表
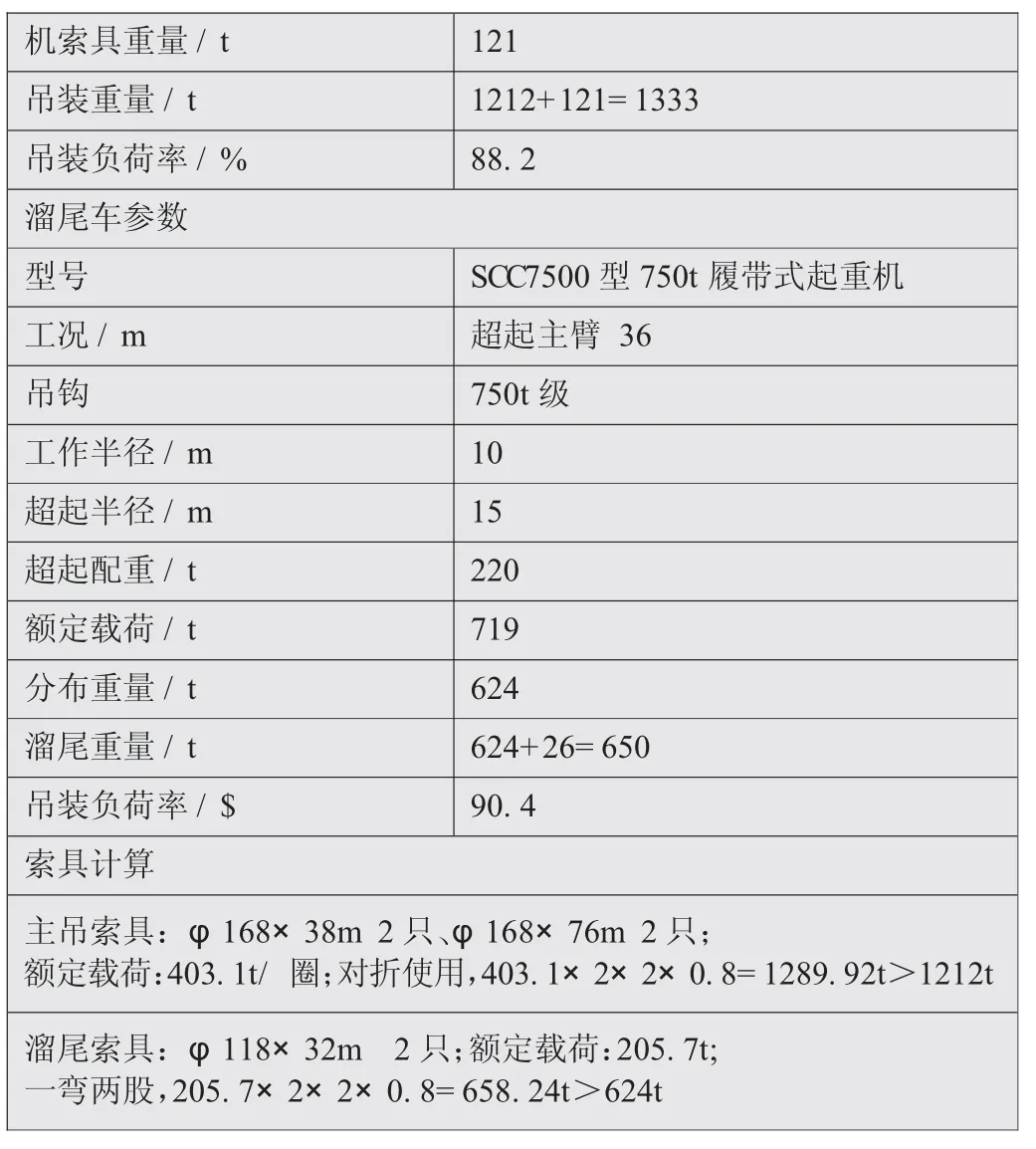
机索具重量/ t 121吊装重量/ t 1212+121=1333吊装负荷率/ %88.2溜尾车参数型号SCC7500 型750t 履带式起重机工况/ m 超起主臂36吊钩750t 级工作半径/ m 10超起半径/ m 15超起配重/ t 220额定载荷/ t 719分布重量/ t 624溜尾重量/ t 624+26=650吊装负荷率/ $90.4索具计算主吊索具:φ168×38m 2 只、φ168×76m 2 只;额定载荷:403.1t/ 圈;对折使用,403.1×2×2×0.8=1289.92t>1212t溜尾索具:φ118×32m 2 只;额定载荷:205.7t;一弯两股,205.7×2×2×0.8=658.24t>624t
为了更好地完成华谊炉吊装工作,提前对华谊炉的整个吊装过程进行了三维模拟,图6 是基于三维软件solidworks 对吊装进行高精度的动画模拟[3],其中吊车、设备、框架等尺寸均按照实际情况进行模拟。通过模拟进一步优化吊装方案,同时对相关技术人员进行形象化的技术交底。

图6 三维吊装过程模拟
6.2 华谊炉吊装施工
华谊炉吊装整个施工过程如下:
(1)4000t 级履带式起重机进场至吊装站位,将索具与其吊钩相连;
(2)750t 级履带式起重机进场至吊装站位,将绳索具与其吊钩相连:
(3)华谊炉运输至现场指定位置;
(4)系挂4000t 级履带式起重机索具,将索具与主吊耳相连;
(5)系挂750t 级履带式起重机索具,将索具与溜尾吊耳相连;
(6)各方在现场对吊装前各项程序进行联合检查,检查合格后签署吊装作业审批表;
(7)先进行试吊,4000t 级履带式起重机与750t 级履带式起重机同时缓慢提升吊钩,使设备离开鞍座0.2m 左右;观察吊车、索具、平衡梁的受力情况,检查吊车地基情况,复核设备重量,确认安全后开始正式吊装;
(8)4000t 级履带式起重机继续提升吊钩,750t 级履带式起重机配合抬送,使设备直立;
(9)摘除750t 级履带式起重机索具;
(10)4000t 履带式起重机继续起钩,起升高度46m;
(11)4000t 履带式起重机逆时针旋转到设备基础方向,调整臂杆使设备位于基础正上方;
(12)4000t 级履带式起重机回钩,回至设备裙座其基础高出约1m;
(13)由安装单位确认并调整设备方位,缓慢回钩,使设备就位;
(14)由安装单位确认设备与基础固定完毕,并已经达到摘钩条件后,摘除吊装索具,完成华谊炉吊装。
整个吊装的过程要求缓慢、平稳,在转杆过程中要有专人监视臂杆、超起配重与周边框架、管廊等设施的距离,以及设备和吊车的空中干涉情况,并且各岗位人员要配备对讲机随时与起重指挥保持信号传递。整个华谊炉吊装过程严格按照批准的吊装方案执行,最终顺利完成整个吊装过程。图7 为吊装现场。

图7 华谊炉吊装现场
7 制度保障
为确保大件设备吊装的顺利实施,业主牵头成立了大件吊装工作小组,成员包括业主领导及相关部门,长、大件设备吊装单位,各EPC 单位项目经理和施工经理,大件设备运输公司项目负责人等。大件设备吊装单位作为项目具体实施主体,成立专门的项目部,配备相关人员,明确工作职责,建立完整的质量保证措施、HSE 管理体系(包括各项作业安全措施)、各项应急预案及处置方法。同时,业主制定吊装作业安全管理规定,明确大件设备吊装分级管理流程和机制,规定作业申请和许可(包括作业前的各项检查内容和表式),明确“十不吊”,要求“一吊一方案一审批”。在具体实施中要求提前一天发布大件设备吊装工作安排,包括设备基础交安、设备基础复测、预埋孔检查、预埋螺栓位置检查情况,地基处理、吊车行走、工况更改、索具准备、司索人员到位情况,以及大件设备吊装预计时间等关键内容。在大件设备正式吊装前,各相关人员必须到现场检查,内容包括已经批准的吊装方案审批单、设备基础交安工序表、设备基础复测表、设备到场开箱验收记录表、现场警示设置情况、人员到场情况、吊车情况检查表、吊装前检查记录表和现场定制化管理情况等,符合要求后才能开始正式吊装。通过一系列制度和规定,确保了大件设备吊装工作平稳有序推进。
8 结语
本项目主要大件设备共199 台,目前已完成197台大件设备的吊装工作,华谊炉部分设备和火炬正在收尾。在每个大件设备吊装过程中,根据实际情况及时优化吊装方案,做好各项准备工作;各相关人员主动做好本职工作,严格按照批准的吊装方案和项目管理制度要求执行,使项目的大件设备吊装在稳定有序的节奏中推进。