某冶炼公司金精矿抛尾试验浮选药剂作用探索
2020-02-25秦广林李光胜高腾跃蔡明明
秦广林,常 超,李光胜,高腾跃,蔡明明
(1.山东黄金矿业有限公司选冶实验室分公司,山东 烟台 265408;2.山东黄金冶炼有限公司,山东 烟台 265408)
冶炼公司处理的金精矿主要来自公司所属矿山,随着各矿山产能的不断提高,冶炼公司处理量也在逐渐增加[1-3]。预计不久,处理量将超出其处理能力。本文在对低硫金精矿进行研究,目的通过抛尾的方式,提高金精矿品位,降低尾矿中金属含量,增加企业经济效益[4,5]。
1 浸前浮选工艺流程简介
该公司采用了浸前浮选工艺,浮选前对来料金精矿进行磨矿,细度为-400 目93%。磨矿产品经过二次分级,溢流产品进入浮选系统中。浸前浮选分为混合浮选和分离浮选两部分。在混合浮选中,产出混合精矿和低硫精矿两种产品。其中,混合精矿进入到分离浮选中,产出高铜精矿和高硫精矿两种产品。本试验研究对象为浸前浮选产出的低硫精矿。
2 试验样品
低硫精矿样品多元素分析结果见表1。

表1 样品多元素分析结果
从表1 数据可以看出,样品中金品位为5.17g/t,银品位为18.10%,金和银为低硫精矿中的主要有价元素。有价元素的主要载体矿物为黄铁矿,低硫精矿中有效硫品位为11.25%。
3 试验
3.1 捕收剂探索试验
用丁基黄药和乙硫氮作为浮选过程的捕收剂,浮选用水为现场生产水(低碱水)。在矿浆浓度为15%的条件下,进行试验。试验流程见图1,试验结果见表2。

图1 捕收剂探索试验流程图

表2 捕收剂探索试验结果表
从表2 可以看出,通过浮选试验,可以得到金品位为3.03g/t、硫品位为3.16%、产率为47.77%的尾矿,由此可见,浮选工艺有利于尾矿中金、硫品位的降低。
3.2 活化剂探索试验
在矿浆浓度为15%的条件下,用图1 工艺流程浮选,加入硫酸铜作为活化剂,粗选、扫选1、扫选2、扫选3 硫酸铜用量分别为50g/t、20g/t、20g/t、10g/t。试验结果见表3。
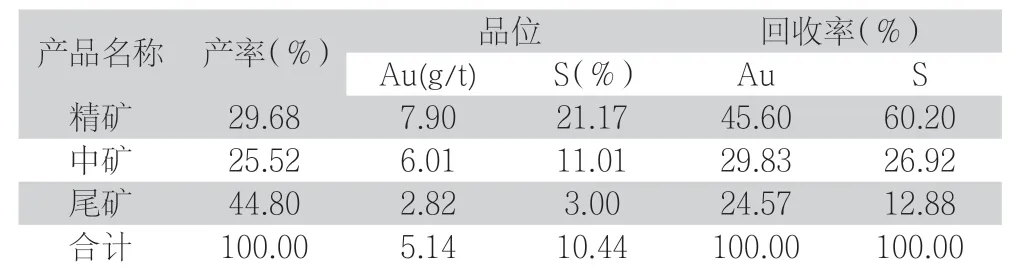
表3 活化剂探索试验结果
从表3 可以看出,浮选过程中加入硫酸铜活化后,与未活化前指标相比,尾矿金品位降低了0.21g/t。通过本试验可以说明,加入活化剂有利于降低尾矿金品位。
3.3 调整剂试验
在矿浆浓度为15%,硫酸铜加入量为100g/t 的条件下,在图1 流程中加入水玻璃(3.0 模)作为调整剂进行试验。粗选、扫选1、扫选2、扫选3 水玻璃用量分别为200g/t、100g/t、100g/t、100g/t。试验结果见表4。

表4 调整剂浮选试验结果
从表4 可以看出,与未加入水玻璃相比,加入水玻璃有利于降低尾矿产品中的金、硫品位。
3.4 矿浆浓度试验
在矿浆浓度分别为15%、25%、35%、45%的条件下进行试验。试验流结果见表5。
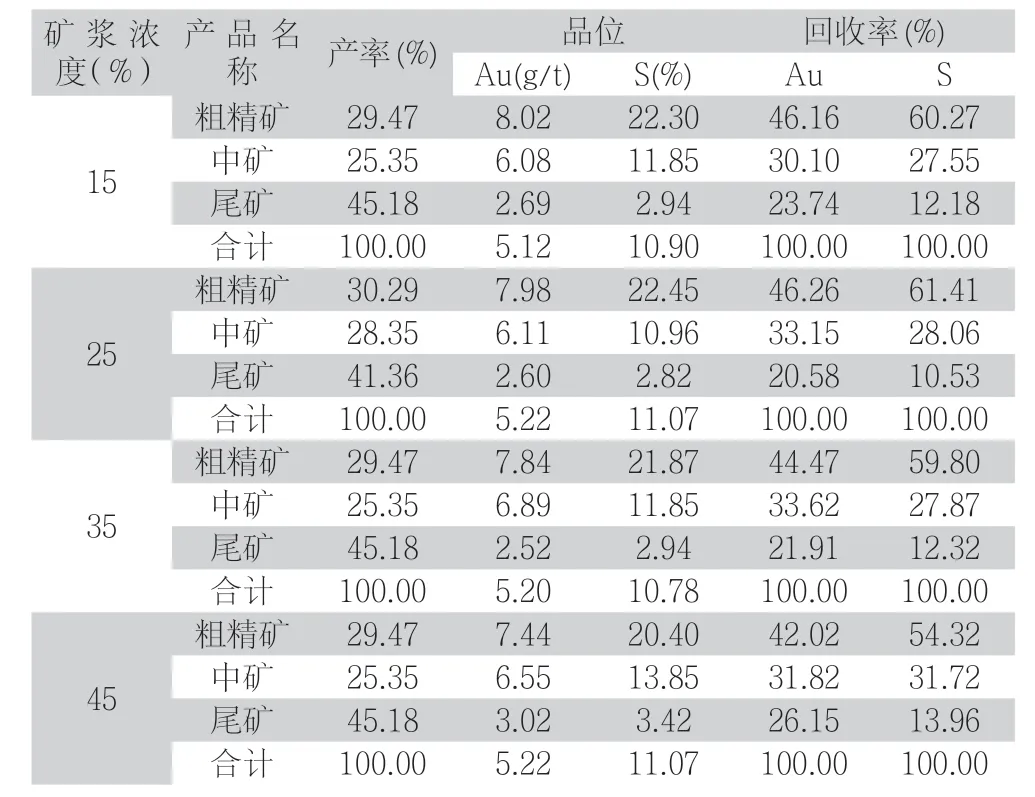
表5 不同矿浆浓度条件下试验结果表
从表5 可以看出,当矿浆浓度为35%时,尾矿中的金品位最低,为2.52g/t。
4 粗精矿精选试验
对粗精矿进行两次精选,每次精选时间为3min,试验结果见表6。
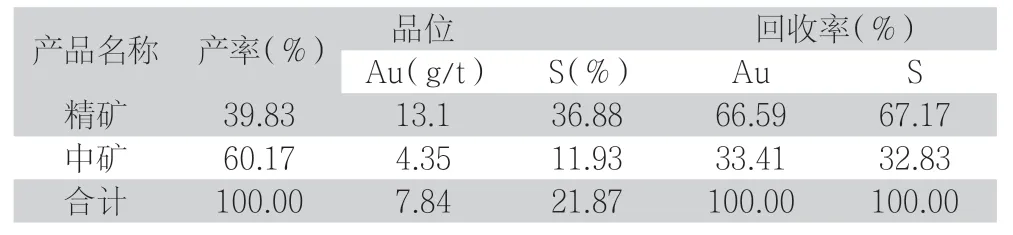
表6 粗精矿试验结果表
从表6 可以看出,粗精矿经过两次精选后,精矿中金品位为13.10g/t,回收率为66.59%。
5 闭路试验
对低硫尾矿进行闭路试验,试验流程见图2,试验结果见表7。

图2 闭路试验流程图
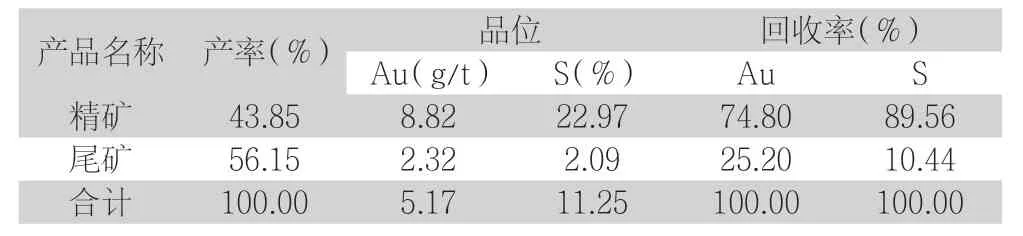
表7 闭路试验结果表
从表7 可以看出,用水玻璃作为调整剂、硫酸铜作为活化剂、丁基黄药与乙硫氮作为捕收剂,在一次粗选三次扫选二次精选的条件下,金回收率为74.80%,硫回收率为89.56%,尾矿中金品位为2.32g/t。
6 结论
(1)低硫金精矿抛尾试验中,加入调整剂、活化剂后,尾矿中金品位均有不同程度的降低。在闭路试验中,金回收率为74.80%,硫回收率为89.56%,尾矿中金品位为2.32g/t。
(2)本试验验证了调整剂、活化剂在低硫金精矿抛尾试验中的作用,为进一步降低尾矿中的金品位,将对调整剂、活化剂种类及用量进行研究。
