风扇机匣铸件毛坯铸造工艺改进研究
2020-02-22陈春梅黄凯卢文海
陈春梅,黄凯,卢文海
中国航发常州兰翔机械有限责任公司 江苏常州 213001
1 序言
某型发动机用风扇机匣,材料为ZL104。该合金为可热处理强化的铝-硅-镁系铸造合金,具有良好的铸造工艺性,力学性能优于ZL101、ZL102等合金,主要适合制造使用温度不超过180℃的中等载荷的飞机与发动机零件。但该合金铸造过程中形成针孔的倾向较大,熔炼工艺比较复杂[1]。原有风扇机匣铸件毛坯采用砂型铸造工艺,存在局部多肉缺陷,毛坯针孔的等级为3~4级(标准要求不超过3级)。另外,叶型为有加工余量,在加工过程中需对叶片及通道进行加工,占用了大量的机械设备资源及人工成本。为提高该零件质量的可靠性,本文开展了风扇机匣叶型及通道采用无余量熔模铸造工艺的应用研究。主要介绍毛坯采用无余量熔模铸造工艺的生产过程,分析对比了砂型与熔模铸造毛坯的冶金质量,并对改进前后的工艺路线进行比较。
2 方案及工艺过程
2.1 模具的设计与制作
风扇机匣如图1所示,由于风扇机匣铸件叶片型面轮廓度公差±0.3mm,模具设计时采用高精度的模具块组合的整体结构(见图2)来保证叶片型面及通道的轮廓度要求。根据铸件毛坯局部尺寸厚大的结构特点,在蜡型模具设计时应充分考虑蜡件的缩沉、变形导致的收缩补缩。蜡型模的起模方式:直接获得蜡型,减少起模时的蜡型变形[2]。

图1 风扇机匣

图2 风扇机匣模具
2.2 工艺选择与确定
(1)蜡料与压型 所选用蜡料为进口162型中温蜡,蜡型的压制工艺参数为:压蜡环境温度(21±2)℃,蜡液温度(65±5)℃,压力2~3.5MPa,压制蜡件完毕后,蜡件放在专用的托盘上,防止蜡件变形。
(2)蜡型组合 对压制完的蜡件进行修整,并经检验人员确认合格后方可按照风扇机匣组合工艺图进行组合,然后再由检验人员确认蜡型组合符合风扇机匣组合工艺图,才可往下一工序流转。
2.3 熔炼及浇注
根据有关资料介绍,ZL104合金的铝液浇注温度控制在700~710℃,根据风扇机匣的形状、尺寸选择型壳温度在(350±50)℃。
由于该合金铸造过程中形成针孔的倾向较大,金属除气及精炼过程应严格按照工艺进行,并尽量缩短精炼完成到浇注的时间,防止金属液 “吸气”现象。
3 生产结果
3.1 尺寸及表面粗糙度
通过采用熔模铸造工艺成形的风扇机匣毛坯表面粗糙度值低,可以达到Ra=2.2μm的水平,且表面无目视可见的砂眼缺陷。
利用三坐标对风扇机匣铸件支板及通道进行检测,选取均布的两个支板,每个支板选取两个截面,通道面选取均布的三个截面,尺寸计量结果见表1、表2。

表1 叶片支板尺寸计量结果 (mm)
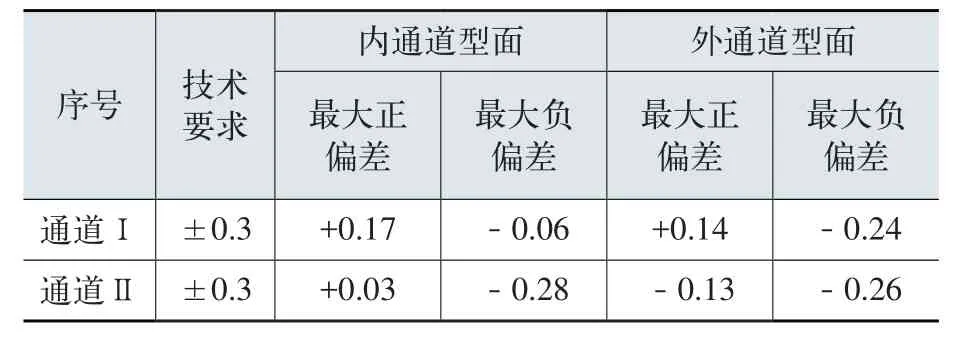
表2 通道尺寸计量结果 (mm)
由计量结果可以看出,采用熔模铸造工艺生产的风扇机匣毛坯的支板及通道都能满足设计要求。
3.2 冶金分析
(1)化学成分 对风扇机匣铸件毛坯的化学成分进行分析,结果符合HB963—2005要求。
(2)力学性能 通过对与毛坯同炉次的试棒进行力学性能检验,结果见表3。
从表3可以看出,采用熔模铸造工艺生产的毛坯的力学性能符合HB963—2005要求,对比生产检验和入厂复验数据,性能比较稳定。另外,与砂型铸造工艺相比,抗拉强度约高15%,力学性能更优。这可能是因为采用熔模铸造工艺生产的毛坯针孔及疏松等级较低。有研究发现,针孔及疏松等级会影响铝合金铸件的力学性能,针孔及疏松等级越高,力学性能越低[3]。
(3)冶金质量检查 精铸毛坯经目视、荧光、X射线检测,冶金质量均符合标准要求,且实际存在的冶金缺陷达到Ⅰ类件要求。
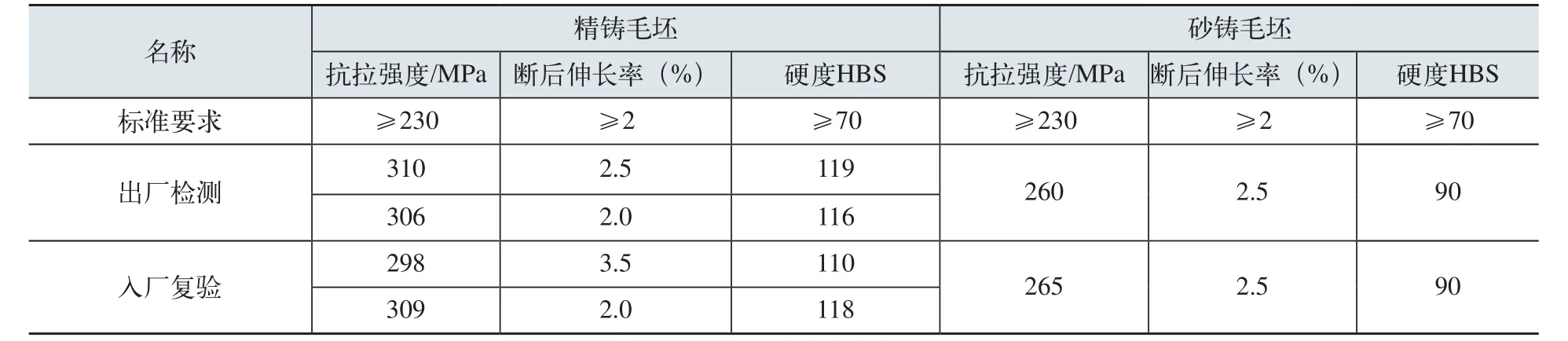
表3 力学性能
4 分析讨论
4.1 解决原有毛坯存在的问题
原来采用砂型铸造工艺生产的毛坯,叶型支板及流道加工余量均在2mm以上,加工过程中出现气孔、针孔及多肉等缺陷,且这些缺陷均在加工至将近成品才发现,毛坯报废率较高。
(1)解决针孔超标问题 风扇机匣毛坯荧光无损检测照片如图3所示,从中可以看出,存在较严重的针孔缺陷。

图3 风扇机匣荧光检验图片
分析产生针孔的原因主要有以下几点:
1)合金冶炼过程中除气不彻底,导致金属熔液含气量较高。
2)砂型型腔浇注过程发气,从而进入铸件本体。
3)合金在浇注过程中产生紊流,将气体卷入铸件本体。
4)砂铸毛坯由于加工余量较大,壁厚较厚从而影响凝固速率。
采用熔模铸造工艺生产毛坯时,可以避免型腔发气及铸件壁厚较大的缺陷;另外,在设计浇注系统时要充分考虑金属液充型过程流向顺序,最大限度地避免紊流现象,尽量减少空气的卷入;再有,金属液熔炼过程中延长除气时间,采用多次精炼,提高浇注速度,缩短精炼后到金属液凝固的时间。通过几次工艺调整,采用精铸工艺生产的毛坯表面基本无针孔,全面满足技术条件要求。
(2)解决局部多肉问题 采用砂型铸造风扇机匣出现的局部多肉缺陷如图4所示,部分多肉直接影响产品的设计功能,需对多肉部位进行补充加工,浪费工时,影响生产效率。通过采用熔模铸造工艺生产的毛坯(见图5)铸造尺寸精度由CT9级提高到CT6级,完全能够满足设计图样的要求,且不需要补充加工,提高了生产效率,同时使零件重量得到有效控制,减少了因多肉造成的超重问题。

图4 砂型铸造风扇机匣

图5 熔模铸造风扇机匣
采用无余量熔模铸造工艺生产的毛坯叶型支板及通道不加工,零件表面保留了铸造形成的致密细晶层,有利于提高零件的疲劳强度。
4.2 零件的机加工艺路线分析
对比砂型与熔模铸造两种毛坯加工余量,主要区别是砂型铸造毛坯需对支板及通道进行加工,目前砂铸毛坯的加工工艺支板及通道主要是先通过五轴加工中心进行铣削,留单边0.05mm的余量进行抛光。而由无余量精密铸造的风扇机匣无需对支板及通道进行加工,叶型支板及流道可直接满足设计图样要求,大幅降低了零件的机械加工成本,提高了生产效率。
4.3 装机考核
采用熔模铸造工艺生产的风扇机匣毛坯经过试加工,满足设计图样要求,已通过装机考核。
5 结束语
1)采用熔模铸造无余量精密铸造技术,可以使铸件的尺寸、表面粗糙度及冶金质量满足要求。
2)通过对比两种工艺铸造的毛坯,采用熔模铸造无余量精密铸造技术生产的毛坯可降低单件零件的成本,提高生产效率,可以在类似的风扇机匣生产上进行推广应用。
