炉喉钢砖的铸造工艺设计与生产
2020-02-22贾泽春
贾泽春
秦皇岛技师学院 河北秦皇岛 066000
1 炉喉钢砖铸件技术要求
炉喉钢砖是炼铁高炉上的重要部件,长期承受着各种炉料的冲击和摩擦,其工作温度一般在400~500℃,因此铸件内外部质量要求严格,不允许有任何影响质量的铸造缺陷存在,必须进行0.5MPa的水压试验,保压30min以上不得有渗漏现象。
炉喉钢砖形状简单,属于非加工、大尺寸、厚壁铸钢件,其结构如图1所示,最大外形尺寸为1580mm×730mm×650mm,净重3.4t,主要壁厚为80mm,铸件化学成分为wC=0.3%~0.4%、wSi=0.5%~0.75%、wMn=0.9%~1.2%、wP≤0.04%、wS≤0.04%。
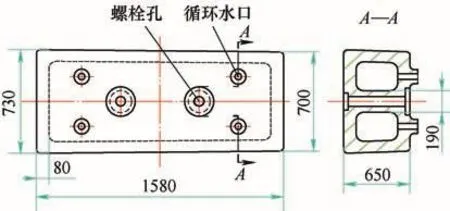
图1 炉喉钢砖结构
2 铸造工艺设计
2.1 铸件的铸造工艺性分析
炉喉钢砖存在的问题:一是在细长螺栓孔热节处易产生缩松,在打压时出现渗漏现象;二是铸件内腔有冷却水循环工作,故铸造不能使用芯撑和内冷铁,因此砂芯的定位、排气、出砂都难度很大,这是炉喉钢砖铸造工艺设计难点所在。这两点必须事先予以考虑,在工艺上加以弥补。
为此,我们提出了采用树脂砂、砂芯内设钢管兼作定位和排气并能起到冷铁激冷效果、分散浇注的新思路,同时采取浇口通保温冒口以加强补缩。
2.2 分散浇注的设置
铸造工艺如图2所示,采用两箱造型,将冒口留在上箱,整个工件放在下箱,有利于冒口的补缩,也便于在合箱过程中对铸件壁厚的检测。
采取分层浇注,铸件本体每层有4个内浇道分散引入铸件,下层内浇道从底部进入,中层内浇道从铸件1/2的位置引进,顶层内浇道分别与冒口相通。这样的浇注系统可减少高温钢液对中间两个螺栓孔内设预埋钢管的冲刷时间,以免使钢管局部熔化造成泄漏。
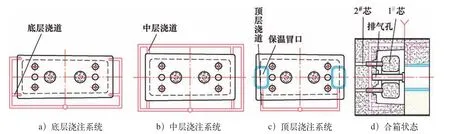
图2 铸造工艺方案
内浇道通冒口可有利于强化冒口对铸件的补缩,直浇道、内浇道分别采取φ70mm、φ40mm耐火瓷管,有效地避免了冲砂现象的发生。
2.3 砂芯设计及制作
对于铸件冷却水内腔砂芯(1#芯),为便于清砂,采用树脂砂,在砂芯上部开设两个φ100mm清砂工艺孔(为把铸件内腔中的芯砂清理出来,事后予以焊堵),作为上箱定位(不留芯头)。
4个进出冷却水管采用铸入φ42mm×6mm钢管,在砂芯下部,钢管芯头起下箱定位兼排气的作用,在冷却水内腔砂芯顶部留有两个不超过砂芯顶面的内埋吊环,在制芯时挖砂露出,以便起吊之用(下芯后予以添堵修平并刷好涂料)。
中间两个细长的螺栓孔芯(2#芯)采用铸入φ76mm×8mm钢管,上部(70mm×70mm×4mm钢板焊制)作为上箱定位(不留芯头),下部钢管芯头作为下箱定位,同时又起到冷铁的作用;砂芯所用钢管表面需除锈处理,内部加放型砂,中间加放排气绳,如图3所示。

图3 内腔砂芯、螺栓孔砂芯工艺
2.4 冒口的计算
在炉喉钢砖上箱顶部两侧位置放置2个保温明冒口(见图2),其尺寸为200mm×300mm× 500mm。
铸件模数:M件=V/A=1580×650×730/2(2×1580×650+2×730×650+2×1580×730)=7.04(cm)。
2个保温冒口的模数:M冒=V/A=2[200×300×500/(2×200×300+2×200×500+2×300×500)]=9.5(cm)。M冒/M件=9.5/7.04=1.35≥1.2,当冒口模数≥1.2倍的铸件热节处模数时,就可实现冒口对铸件最后凝固部位的补缩[1]。经校核,设置2个保温冒口的有效补缩距离及补缩所需钢液量皆是足够的,故保温冒口尺寸是合理的。
3 铸造生产控制
3.1 造型
(1)造下箱 在造型平台摆放好炉喉钢砖木模样并套好砂箱,按工艺要求码放φ70mm直浇道瓷管(位置与上箱一致)及底部和中部两层内浇道φ40mm瓷管(接口处用胶带纸封住,以防进入型砂),在下箱平面适当位置放置4个定位套。在排气芯头部位留出排气通道,确保排气畅通。造型时要有足够且均匀的紧实度,放入型砂时注意直浇道与内浇道瓷管不被冲倒或冲跑。
(2)造上箱 把固化好的下箱连同木模样一起翻转过来,放好上砂箱,在上箱定位套位置放入定位销及中箱定位套,按工艺要求的位置摆放好保温冒口,并码放好φ70mm直浇道瓷管(位置与下箱一致)及上部通冒口的一层内浇道φ40mm瓷管,在上砂型均匀扎出φ10mm排气孔。
3.2 合箱
首先下箱码放好,下好循环水内腔和螺栓孔砂芯,清理干净型腔内落砂与浮砂,然后在钢芯头部位多刷些锆砂粉涂料,以防止产生粘铁现象,添堵修平吊环预留孔并刷好涂料。
检查铸件尺寸,保证周圈壁厚均匀一致且符合图样铸造工艺技术要求,再用压泥团的办法检查顶部壁厚是否合适并根据情况及时予以调整。
用长直板尺检查循环水内腔和螺栓孔砂芯上箱芯头齐平后,根据压泥团的高度在两个上芯头的顶部压石棉绳和少许油泥,在上箱浇口处顶面加放浇口杯耐火砖管并培砂固化后检查有无落砂和浮砂。
上下箱分型面压石棉绳,确保上下箱定位准确且保证直浇道位置对正,将上下箱用螺栓紧固,以防止抬箱跑火。
3.3 熔炼及浇注
熔炼设备为15t电弧炉,铸件毛坯包括浇冒口总重为4.8t,一炉浇3件,采用底注式漏包浇注钢液,浇注温度为1580℃。
3.4 铸件清理
铸件浇注后在砂箱中的保温时间需达到24h以上才能开箱,首先把铸件内外表面清理干净,然后割除浇冒口,开出坡口用厚40mm同材质铸块焊堵清砂孔。经退火处理后,再经过表面喷丸处理,最后再对铸件表面进行打磨光整处理。
4 结束语
炉喉钢砖采取分层浇注、钢芯头定位兼排气等铸造工艺方法,获得外观光洁、清晰美观的铸件。经0.7MPa水压试验,保压30min无渗漏现象发生。铸件产品的内在质量和外在质量均达到了技术标准,满足了用户的使用要求。
