FOCKE350包装机组双铝包内衬纸折叠并包装置的设计
2020-02-08杨明权吕小波潘永华覃志宏张树方包崇斌窦剑峰韩金江
杨明权,吕小波,潘永华,覃志宏,张树方,李 旭,包崇斌,窦剑峰,韩金江
红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔大道118号 653100
与传统卷烟不同,加热不燃烧卷烟是利用特殊热源对烟丝进行加热(500℃以下甚至更低)而不燃烧的新型烟草制品[1],因其采用较低的温度加热烟草原料,使烟碱的转移与吸烟的某些特征相匹配,兼顾了烟碱满足感和烟草香味的需求。加热不燃烧卷烟采用的再造烟叶基材具有较强的吸湿性,气溶胶和香味成分也具有一定的挥发性,为保证卷烟包装拆封后的保香保润,通常采用双铝包包装方式,即采用两个独立内包设计以减缓香气和水分的散失。目前双铝包生产主要采用手工包装方式,内衬纸折叠质量不稳定,生产效率低。而国内对于加热不燃烧卷烟的研究主要集中在产品结构[2-3]、物理化学分析[4-5]、热分析[6-7]和材料应用[8]等方面,对于加工制造工艺和设备,特别是利用现有设备实现规模化生产的研究报道较少,加热不燃烧卷烟双铝包生产的包装设备仍处于开发阶段。其中,钟明[9]通过对FOCKE700S包装机组铝箔纸折叠及双路同步原理进行分析,为FOCKE350包装机组的双路改进提供了思路;莫锦秋等[10]研制了一种高速卷接机组铝箔纸模盒折叠成型机构,可实现双路并排生产,提高了卷接机组的运行速度和稳定性。为此,根据双铝包包装方式要求设计了一种双铝包内衬纸折叠并包装置,通过对FOCKE350包装机组进行改进将单路直包改为双路直包,旨在满足加热不燃烧卷烟包装功能要求,提高卷烟包装生产效率。
1 系统设计
加热不燃烧卷烟工艺要求将双铝包包装在一个烟盒内,在不改变FOCKE350包装机组设计基准和外形尺寸的前提下,设计了一种双铝包内衬纸折叠并包装置。该装置主要由内衬纸折叠机构、内衬纸并包机构、内框纸插入机构、内折角器组件及控制导轨等部件组成,见图1。

图1 双铝包内衬纸折叠并包装置机构示意图Fig.1 Schematic diagram of structure of double aluminum foil innerliner folding and combining system
1.1 内衬纸折叠机构
双铝包内衬纸折叠机构包括内折角器、跟随折角器、下折叠器等部件,见图1。外摆臂18、内摆臂23的一端通过螺栓轴与折叠并包装置底板12连接,且可灵活转动;内外摆臂的中间位置安装有滚子30、38,滚子30在内侧导轨4的槽内,滚子38在外侧导轨9的槽内,内侧导轨4与内侧机架固定连接,外侧导轨9与外侧机架固定连接;内外摆臂的另一端与支座28连接,支座28上安装有内跟随折角器29和外跟随折角器39。当底板12左右运动时,内跟随折角器29通过控制导轨4的轨迹跟随内半模盒22运动,折叠内包烟顶部外侧折角;同理,外跟随折角器39通过控制导轨9的轨迹跟随外半模盒20运动,折叠外包烟顶部外侧折角。底板12上安装有支座7,上方采用销轴连接内折角器5、8,内折角器左端为折叠工作面,右端安装有滚子,滚子插入折角器控制导轨6的槽内,利用螺栓将折角器控制导轨6与连接板2和内侧上压板3连接在一起。工作时,烟组定位器21通过控制内侧滑动架31上的导轨32的轨迹并带动摆杆33运动,以保证定位器能够阻挡内包烟底部,使跟随折叠器、内折角器和下折叠器在折叠时烟包不发生移动。
由图2可见,两组2×5排列形式的烟组进入组烟模轮,组烟模轮转动至底端与双通道平齐时,烟组被连续运行的第一输送链上的两块推烟器从组烟模轮内推出,进入第一往复槽。内衬纸带通过压纹辊压纹后由一对牵引辊送入剪切机构,切割成定长的两张内衬纸,并由负压吸辊向下输送至Ⅰ工位,第一往复槽上的活动套口将烟组由第一推进器推入切割完成的内衬纸中,经第一往复槽预折过的内衬纸包裹着烟组进入第二通道Ⅱ工位,再通过折叠犁完成内衬纸底部内外两个折角2a、2a′的折叠,同时内衬纸将烟组包裹成“U”型,即折叠2b、2b′;输送链以速度v到达Ⅲ、Ⅳ工位,由第二通道的内衬纸固定折叠器折叠下长边3a、3a′和上长边4a、4a′;包裹内衬纸的双铝包被第一推进器推出,进入折叠并包装置的半模盒内,在Ⅴ工位,折叠并包装置以速度v1向前加速运行,内外半模盒以速度v2相向运动,内外折角器及跟随折角器预折叠顶部折角5a、5a′;在Ⅵ工位,内外半模盒逐渐接近,双铝包靠拢,顶部折角5a、5a′折叠完成;折叠并包装置继续运行,折角器由导轨控制打开,在Ⅶ工位下折叠器向上运动折叠顶部下长边6a;在折叠犁的出口处Ⅷ工位,双铝包与剪切后的内框纸一起进入折叠并包装置,由推出推板折叠烟包顶部上长边7a,再与内框纸汇合后进入商标纸折叠转塔模盒内。

图2 内衬纸折叠过程图Fig.2 Process of innerliner folding
1.2 内衬纸并包机构
内衬纸并包机构包括滑动架、半模盒、控制导轨等部分,见图1。底板12通过定位销轴13与内、外侧滑动架31、37连接并由螺栓紧固,由内外侧滑动架带动折叠并包装置加速向前移动。底板12上安装有直线导轨16、25,直线导轨与连接板17、24通过螺栓紧固,连接板17、24则通过导轨16、25滑动;连接板17前端连接外半模盒20,后端安装有滚柱40,滚柱插入外半模盒控制导轨14槽内,外半模盒20根据控制导轨的凸轮轨迹实现模盒左右运动;连接板24前端连接内半模盒22,后端安装有滚柱40,滚柱40插入内半模盒控制导轨27槽内,内半模盒根据控制导轨的凸轮轨迹实现模盒左右运动,内外半模盒间的间隙可通过螺钉15、26进行调节;控制导轨14用螺栓紧固在内框纸输送底板11上,底板上的腰形孔可调节外半模盒的并包起始相位;控制导轨27用螺栓紧固在支撑板1上,支撑板1左右端分别与机架连接,通过控制导轨27上的腰形孔可调节内半模盒的并包起始相位,并包完成后模盒进入锁紧位置。完成底部折角及侧长边折叠的双铝包被第一输送链推烟器推入内外半摸盒22、20内,由于并包装置的线速度比第一输送链推烟器线速度快,此时并包装置要快速移动烟包,避免顶部未完成折叠的内衬纸与推烟器发生干涉。上述过程完成后,底板12向前移动,接收下一个相位烟包进入模盒进行并包折叠。
1.3 内框纸插入机构
由图1可见,内框纸插入机构将经过压纹和切割后的内框纸输送至底板11的输送槽内,输送槽右侧安装有导板10,内框纸由输送槽上方的步进齿形带送入内侧上压板3和外侧上压板19的下方时,由内外半模盒上的凸耳推动内框纸沿输送通道向前运行,再由凸轮四杆机构控制的折叠犁和内框纸推板将内框纸和双铝包烟推出并汇合,最后将包裹有内框纸的双铝包推入包装轮进行商标纸包装。由于改进后未改变原机组设计基准,双铝包烟支排列为2×2×5时,双铝包厚度减小,宽度增大,导致内框纸的两个折边尺寸变小,进而造成内框纸插入双铝包时状态不稳定。为解决此问题,在内框纸被推入上压板下方、半模盒向前运行时,通过导轨将内框纸下降4 mm;在并包完成后内框纸插入双铝包前,通过导轨再次将内框纸下降4 mm,即内框纸下降8 mm后,内框纸插入双铝包时可以保证内框纸与烟包保持平行状态,设备运行稳定可靠。
1.4 关键零件设计
1.4.1 内折角器组件
内折角器组件由折角器1、基座2、螺栓3、销钉4、紧定螺钉5等组成,见图3。基座2与并包装置的底板通过螺栓连接,折角器1通过螺栓3与基座2连接,基座螺纹孔为通孔,可通过紧定螺钉5锁紧螺栓3。折角器1上安装的轴承由销钉4和紧定螺钉5固定,轴承与控制导轨配合使折角器1动作,并保证折角器1灵活转动。
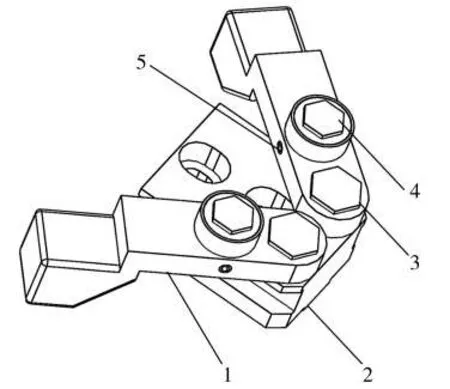
图3 双铝包内衬纸内折角器组件结构示意图Fig.3 Schematic diagram of structure of inner angle folder
1.4.2 内折角器控制导轨
由图4可见,当烟包被第一推进器推出,脱离第一推进器进入半模盒内时,折角器为合拢状态,半模盒并拢时完成内衬纸折叠,轴承按照控制导轨轨迹1运行;当折角器为动作状态时,轴承按照控制导轨轨迹2运行,此时下长边折叠器工作,与折角器互不干涉;当折角器快速打开至回程结束时,轴承按照控制导轨轨迹3运行。
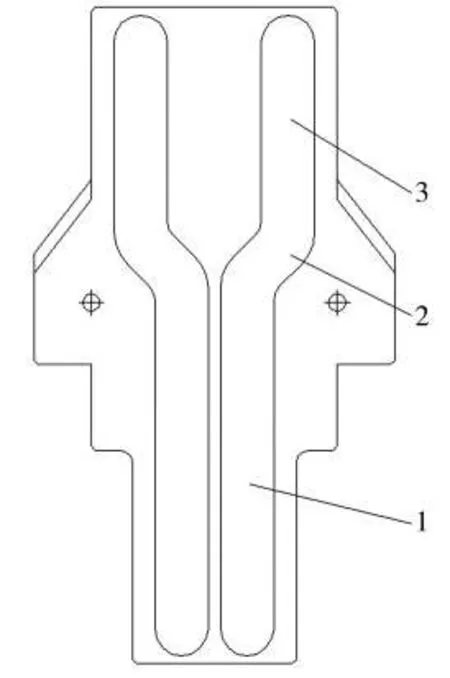
图4 内折角器控制导轨轨迹示意图Fig.4 Schematic diagram of control guide trajectory of inner angle folder
2 应用效果
2.1 试验设计
设备:FOCKE350包装机组(德国FOCKE公司)。
方法:FOCKE350包装机组安装双铝包内衬纸折叠并包装置后,按60包/min生产速度运行,根据云南中烟工业有限责任公司企业标准《电加热不燃烧卷烟 第4部分:感官技术要求》,组织评吸专家分别对MC卷烟和对照卷烟进行评吸对比;根据GB 5606.3—2005《卷烟 第3部分:包装、卷制技术要求及贮运》[11]对卷烟外观质量进行检测,统计卷烟包装合格率,检测周期为4个月,取平均值。
2.2 数据分析
由表1可见,MC卷烟总分略高于对照卷烟,其香气温和甜润且较为丰富细腻,口感舒适自然,余味较干净,劲头较为适中,刺激性很小,表明双铝包装方式有效保障了卷烟成品的香气和水分。

表1 MC卷烟和对照卷烟评吸结果对比Tab.1 Comparison of sensory evaluation results between MC and the control
由表2可见,FOCKE350包装机组采用双路直包生产双铝包加热不燃烧卷烟时,卷烟外观质量合格率平均为97.4%,可以满足生产需求。
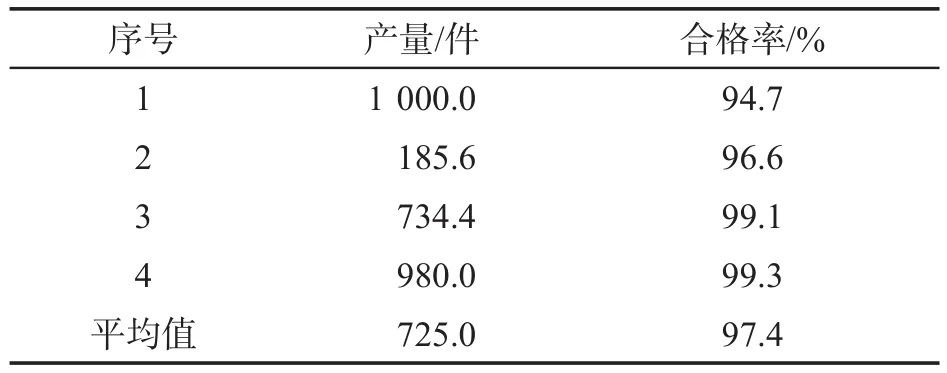
表2 MC卷烟外观质量合格率统计Tab.2 Qualified rate of MC cigarette appearance
3 结论
在不改变FOCKE350包装机组设计基准和外形尺寸的前提下,设计了双铝包内衬纸折叠并包机构、内框纸插入机构、内衬纸内折角器等部件,通过将单路直包改为双路直包,并将内框纸输送导轨高度下降8 mm,实现了双铝包卷烟规模化和自动化生产,较好地满足了加热不燃烧卷烟保香保润的包装要求。以玉溪卷烟厂生产的“MC(美西)”牌加热不燃烧卷烟为对象进行测试,结果表明:改进后FOCKE350包装机组生产的双铝包包装加热不燃烧卷烟,总分略高于对照卷烟,感官评吸质量良好,有效保障了卷烟成品的香气和水分;卷烟外观质量合格率为97.4%,能够满足卷烟工艺标准;设备运行稳定可靠,可以满足卷烟包装形式多样化,提高包装设备的生产效率。