切丝宽度对中支卷烟烟丝结构、烟支理化指标及感官质量的影响
2020-02-08王宗英史建新王永红周献礼宋祖国潘广乐张二强赵汉文巩佳豪邓宝安
王宗英,史建新,王永红,赵 敏*,周献礼,宋祖国,潘广乐,张二强,赵汉文,巩佳豪,薛 磊,邓宝安
1.陕西中烟工业有限责任公司技术中心,陕西省宝鸡市高新大道100号 721013
2.陕西中烟工业有限责任公司宝鸡卷烟厂,陕西省宝鸡市高新大道100号 721013
近年来卷烟规格不断创新,中细支卷烟成为中式卷烟中的一个重要品类分支,在降焦减害、节能环保和降本增效等方面具有显著优势。中细支卷烟在快速发展的同时,关于中细支卷烟的研究也在加速开展[1]。目前,对细支卷烟的研究主要集中于制丝关键工序[2]、梗丝形态[3]、烟用材料[4-5]、卷烟烟气成分[6-8]及烟支设计等方面[9-10],而对中支卷烟相关研究鲜有报道。
切丝工序是卷烟制丝生产过程关键工序之一,其中切丝宽度作为重要参数,成为诸多学者的研究热点。研究表明,合适的切丝宽度有利于提高卷烟香气透发性和烟气细腻度,且随着切丝宽度降低,造碎虽然增大,但主流烟气中的NH3释放量呈降低趋势[11-12]。另外,赵佳成等[13]研究了切丝宽度对烟丝结构及其分布稳定性的影响;段海涛等[14]、田忠等[2]分别开展了切丝宽度对细支烟理化指标、感官质量、燃烧温度及主流烟气成分的影响研究,认为随着细支烟切丝宽度的降低,碎丝率升高,中、长丝率变化不明显,卷烟燃烧锥温度、焦油以及危害性指数升高,烟气香味成分释放量也随之增加,卷烟香气量和满足感有所提高,同时吸阻也受到一定影响。上述研究对象均为常规卷烟和细支卷烟,而切丝宽度对中支卷烟综合质量的影响报道较少。因此从切丝宽度对中支卷烟烟丝结构、理化指标、烟气香味成分及感官质量等的影响进行系统研究,旨在为合理确定中支卷烟的切丝宽度提供依据。
1 材料与方法
1.1 材料、试剂和仪器
原料为陕西中烟工业有限责任公司“好猫(金丝猴)”卷烟配方叶组(纯叶丝)。卷烟滤嘴、卷烟纸、接装纸等卷烟材料均采用该牌号卷烟正常使用材料[陕西宝鸡好猫实业(集团)有限公司]。无水乙醇、异丙醇(色谱纯,美国Sigma-Aldrich公司);正十七烷(99%,比利时Acros公司);二氯甲烷(色谱纯,美国Thermo Fisher Scientific公司);乙酸苯乙酯(≥99.5%,美国Supelco公司)。
YQ-2型烟丝振动分选筛(郑州嘉德机电科技有限公司);DD60AS烟丝填充值测定仪、DTPC型烟支物理质量综合测试台、RM200A型转盘吸烟机(德国Borgwaldt KC公司);CWT200烟丝宽度测定仪(合肥众沃仪器技术有限公司);7890B-5977A气相色谱-质谱联用仪(美国Agilent公司);HY-8型振荡仪(常州国华电器有限公司);有机相滤膜(0.45 μm,天津市津腾实验设备有限公司);CPA2P-F型电子天平(感量:0.000 1 g,德国Sartorius公司)。
1.2 方法
1.2.1 烟丝加工与烟支卷制
切丝工序切丝宽度设置0.80、0.85、0.90、0.95和1.00 mm 5个梯度,其余制丝过程加工参数和质量指标保持一致,5种烟丝在同一台卷接机组卷制成同一规格烟支,卷烟圆周22.0 mm×长度84.0 mm(滤嘴长度25.0 mm+烟支长度59.0 mm,接装纸长度34.0 mm),烟支质量(0.750±0.040)g/支。
1.2.2 烟丝与烟支质量检测
切丝宽度检测:切丝后取30根烟丝在烟丝宽度测定仪上检测实际切丝宽度,取平均值。
烟丝结构检测:按照 YC/T 178—2003[15]标准规定的方法检测烟丝整丝率、碎丝率等物理指标。
烟丝填充值检测:按照 YC/T 152—2001[16]标准规定的方法检测烟丝填充值。
烟支物理指标检测:按照GB/T 22838—2009[17]的要求进行烟支质量、吸阻、圆周、总通风率等常规物理指标的检测。
烟支主流烟气检测:按照GB/T 5606.5—2005[18]的要求进行主流烟气指标的检测。
烟支感官质量检测:按照GB/T 5606.4—2005[19]要求,邀请10位具有卷烟感官评吸资质的专家对5种卷烟进行感官质量评价。
1.2.3 烟气粒相物致香成分检测
烟气粒相物样品处理:用转盘吸烟机抽吸20支卷烟,用1张剑桥滤片捕集烟气粒相物,将滤片放于锥形瓶中,加入40 mL二氯甲烷及20 μL乙酸苯乙酯(内标,10 mg/mL),振摇30 min,静置,取1 mL上清液过滤膜后上GC/MS分析。GC/MS分析条件:
色谱柱:HP-5MS毛细管柱(60 m×0.25 mm×0.25 μm,美国Agilent公司);载气:氦气;载气流速:1.0 mL/min;分流比:10∶1;进样量:2 μL;程序升温:初始温度80℃,保持1 min,以2℃/min速率升温至200℃,再以1℃/min升温至240℃,再以15℃/min升温至280℃,保持35 min;进样口温度:280℃;传输线温度:280℃;溶剂延迟:3.5 min;电离方式:EI;离子化能:70 eV;离子源温度:230℃;四极杆温度:150℃;扫描方式:Scan模式;扫描范围:35~500 amu。采用NIST14标准谱库检索进行定性及人工解析。成分定量方法为相对定量方法。
2 结果与讨论
2.1 切丝宽度对烟丝结构的影响
5个不同切丝宽度设定值切出的烟丝实际宽度检测结果如表1所示,实际切丝宽度平均值与设定值偏差小于0.02 mm,能够满足后续试验要求。经过加工后贮丝柜内烟丝结构检测结果如表2所示。由表2可知,①当切丝宽度在0.80~1.00 mm范围内,切丝宽度越大,长度大于3.35 mm的长丝比例越高,中短丝比例越低。②随着切丝宽度的增大,成品烟丝整丝率呈现逐渐增加的趋势,切丝宽度由0.80 mm调整为1.00 mm,整丝率提高2.85百分点;烟丝碎丝率呈现逐渐减小的趋势,切丝宽度由0.80 mm增加至1.00 mm,烟丝碎丝率降低0.80百分点。并且如图1和图2所示,烟丝整丝率、碎丝率与切丝宽度之间分别呈现明显的线性关系,R2均大于0.9。③当切丝宽度在0.80~1.00 mm范围内时,成品烟丝填充值在3.68~3.86 cm3/g之间,填充值变化较小,填充值与切丝宽度之间无明显的变化规律。

表1 烟丝实际切丝宽度Tab.1 Actual width of cut tobacco (mm)

表2 烟丝物理结构检测结果Tab.2 Test results of cut tobacco structure

图1 烟丝整丝率与切丝宽度关系Fig.1 Relationship between integral strand proportion and cut tobacco width

图2 烟丝碎丝率与切丝宽度关系Fig.2 Relationship between short strand proportion and cut tobacco width
随着切丝宽度的减小,烟丝中碎丝率会相应增加,并且宽度较小的烟丝耐加工性会相应降低,在后续的干燥、加香等加工过程中将引起烟丝造碎比例增加,两方面原因共同导致上述研究结果中烟丝整丝率随着切丝宽度的增大而增大,烟丝碎丝率随着切丝宽度的增大而减小,整丝率和碎丝率变化规律与相关研究[14,20]的结论一致。
2.2 切丝宽度对烟支物理指标的影响
在卷制材料和卷烟单支质量一致的情况下,5个切丝宽度条件下卷制的烟支物理指标检测结果如表3所示。由表3可以看出,不同切丝宽度卷制成的烟支圆周变化在0.07 mm范围内,随着切丝宽度的增加,烟支圆周呈现逐渐增大的趋势。随着切丝宽度由0.80 mm逐渐增加至1.00 mm,烟支吸阻呈现逐渐降低的趋势,烟支吸阻共降低164 Pa,其中,切丝宽度由0.85 mm增加至0.90 mm时,烟支吸阻变化幅度较大,减小了131 Pa。
切丝宽度由0.80 mm增加至0.85 mm时,单支质量标准偏差和吸阻标准偏差有所减小,当切丝宽度在0.85 mm至1.00 mm范围内,单支质量标准偏差和吸阻标准偏差随着切丝宽度的增加呈现逐渐增大的趋势,表明切丝宽度为0.85 mm时,单支质量和吸阻稳定性控制最好,当切丝宽度在0.85 mm至1.00 mm范围内,切丝宽度越大,对单支质量和吸阻的控制越不稳定。
切丝宽度减小,烟丝的耐加工性降低,在烟丝加工和烟支卷制过程中更容易引起烟丝的造碎从而导致烟支内部中短丝和含末率的增加。烟支卷制、烟条成型时,颗粒尺寸较小的碎丝会填充在颗粒尺寸较大的烟丝堆积的空隙中,在烟支卷制时控制单支质量和烟支长度一致的情况下,中短丝和碎丝率相对较大的烟丝卷制成的烟支填充密度会增加,烟支内部烟丝间空隙率相应减小,进而引起烟支圆周随着切丝宽度的减小呈现略微减小的趋势。烟支圆周[21]和烟支内部烟丝结构的变化两方面原因引起烟支吸阻随着切丝宽度的减小而呈现增加的趋势。切丝宽度小的烟丝耐加工性差,但中长丝比例低,卷制形成的烟支内部烟丝结构分布更均匀,单支质量标准偏差、吸阻标准偏差会相应减小。

表3 烟支物理指标检测结果Tab.3 Test results of physical indexes of cigarettes
2.3 切丝宽度对烟气指标的影响
不同切丝宽度烟丝卷制的卷烟烟气指标检测结果见表4。由表4可知,随着切丝宽度由0.80 mm逐渐增加至1.00 mm,烟气CO量和切丝宽度之间呈现显著负相关,烟气CO量由10.76 mg/支下降至10.05 mg/支。烟气烟碱量变化在0.04 mg/支范围内,随着切丝宽度增加,烟气烟碱量略微增大。随着切丝宽度逐渐增大,烟气焦油量呈现先增大后减小的趋势,在切丝宽度为0.95 mm时达到最大,烟气焦油量变化在0.23 mg/支范围内。烟支抽吸口数变化在0.23口/支范围内,烟气总粒相物量(TPM)变化在0.18 mg/支范围内,抽吸口数和TPM值变化较小,且与切丝宽度变化之间无明显相关性。
切丝宽度增加,烟支内部空隙率会相应增大,卷制形成的烟支圆周略微增大,抽吸过程中燃烧锥与空气的接触面积增加,且切丝宽度大的烟丝卷制的烟支会燃烧更充分,最终表现为烟气CO量的降低。这一结论与常规和细支卷烟中的研究结论[12,22-24]也一致。

表4 卷烟烟气指标检测结果Tab.4 Test results of cigarette smoke indexes
2.4 切丝宽度对烟气致香成分的影响
不同切丝宽度卷制成的卷烟样品烟气粒相物中致香成分释放量检测结果见表5。根据致香物质化学官能团分为羰基类化合物、杂环类化合物、酚类化合物。由表5可知,随着切丝宽度在0.80 mm至1.00 mm范围内逐渐增大,烟气粒相物致香成分总量,以及3类致香成分化合物释放量均呈现先增加后降低并趋于稳定的趋势,在切丝宽度为0.85 mm时达到最大。单一致香成分含量方面,切丝宽度为0.85 mm的烟支烟气粒相物中3-甲基-2-环戊烯-1-酮、2,3-二氢-3,5-二羟基-6-甲基-4(H)-吡喃-4-酮、巨豆三烯酮2、3-乙烯基吡啶、5-甲基呋喃醛、5-羟甲基糠醛、间甲酚、新植二烯、西柏三烯二醇释放量均高于其他切丝宽度的烟支,其中3-甲基-2-环戊烯-1-酮、3-乙烯基吡啶、5-甲基呋喃醛释放量明显高于其他切丝宽度烟支释放量。

表5 烟气粒相物致香成分检测结果(相对内标物)Tab.5 Aroma components in TPM of cigarette smoke(Relative internal standard content)
2.5 切丝宽度对卷烟感官质量的影响
10位评委感官质量评价的统计结果见表6。由表6可知,随着切丝宽度的增加,烟支整体感官质量得分在89.45至88.29分范围内呈现下降的趋势。单项指标方面,烟支香气、杂气、刺激性、余味的得分随着切丝宽度的增加均呈逐渐下降趋势。

表6 感官质量得分统计Tab.6 Scores of sensory quality (分)
由表6可知,感官质量总体评价得分以及单项指标得分差距较小,感官评价过程中要求评委针对5个切丝宽度卷烟进行排序,统计结果见表7。由表7可知,切丝宽度0.80~0.90 mm样品感官质量明显好于切丝宽度0.95 mm以上样品,因此在0.80~0.90 mm范围内设定切丝宽度较为适宜。
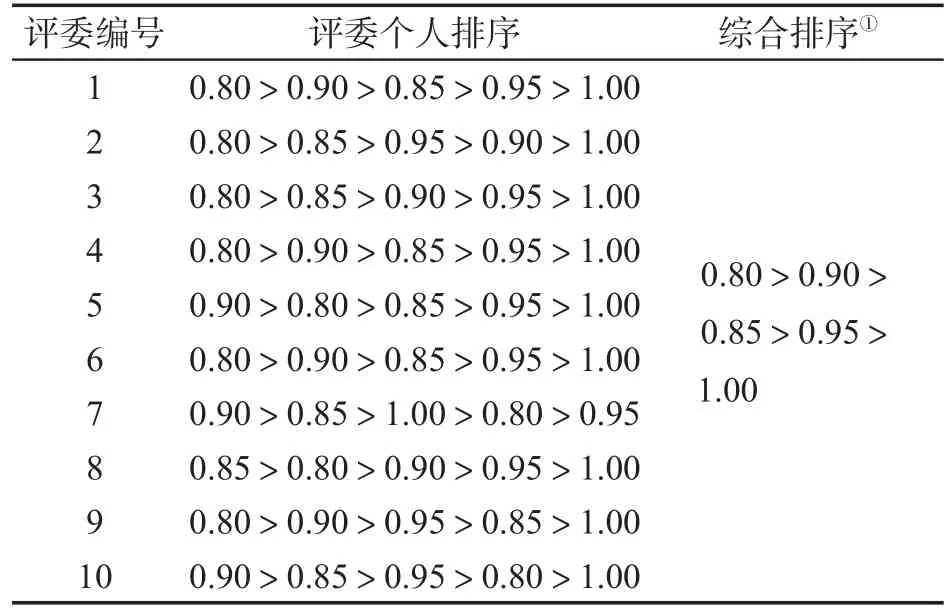
表7 感官质量排序统计Tab.7 Rank of sensory quality
3 结论
(1)切丝宽度从0.80 mm到1.00 mm,烟丝整丝率提高2.85百分点,碎丝率降低0.80百分点;烟丝填充值无明显变化;烟支圆周呈现逐渐增大的趋势,烟支吸阻呈现逐渐减小的趋势,烟支吸阻减小164 Pa。切丝宽度为0.85 mm时,烟支单支质量和吸阻标准偏差最小,稳定性控制最好。
(2)切丝宽度对抽吸口数和TPM值变化影响较小,且无明显的相关性;随着切丝宽度增加,烟气烟碱量略微增大,烟气焦油量呈现先增大后减小的趋势,在切丝宽度为0.95 mm时达到最大;烟气CO量和切丝宽度之间呈现显著负相关。
(3)切丝宽度从0.80 mm到1.00 mm,烟气粒相物致香成分总量,以及羰基类化合物、杂环类化合物、酚类化合物3类致香成分化合物释放量均呈先增加后降低并趋于稳定的趋势,在切丝宽度为0.85 mm时达到最大。单一致香成分含量方面:切丝宽度为0.85 mm的卷烟烟气粒相物中3-甲基-2-环戊烯-1-酮、3-乙烯基吡啶、5-甲基呋喃醛含量明显高于其他切丝宽度的卷烟。
(4)随着切丝宽度的增加,烟支整体感官质量得分和单项指标得分均呈现下降的趋势。切丝宽度为0.80~0.90 mm样品感官质量明显好于切丝宽度0.95 mm以上样品。
