补热气体烧嘴在球团链箅机上的改造应用
2020-02-02张化明蔡长明
张化明 蔡长明 刘 勇
(1.河北钢铁集团邯郸分公司,河北 邯郸 056000;2.襄阳中和机电技术有限公司(武汉)研发中心,湖北 武汉 430000)
0 引言
为提高河北钢铁集团邯郸分公司链-回-环球团对原料的适应性,通过在窑尾和链箅机侧墙加装补热气体烧嘴,以期实现:一是提高球团成品球的强度[2];二是有效缩短窑内结圈周期,降低热耗[3];三是通过降低窑头燃烧器的热负荷,减少热力型氮氧化物的生成,从面达到一定的降氮效果。现场气体为焦炉煤气,热值:3 800~4 000 kcal/m3,见表1。

表1 焦炉煤气成份取样
1 改造结构特点介绍
经综合分析,原链箅机预热Ⅱ段温度偏低,在不是大量增加回转窑煤气的情况下,达不到1 050~1 100 ℃的热工要求。为获得理想的温度要求,通过如下措施进行改造:在链箅机预热二段加装4台PR-300Q三通道气体烧嘴;在窑尾处链箅机端墙上加装两台SR1-20Q/QL三通道煤气补热烧嘴;侧墙上的烧嘴负责箅床两侧的补热,端墙上的烧嘴负责箅床中心部分的补热;在链箅机预热一段加装两台PR-300Q三通道气体烧嘴。
1)链箅机预热二段侧墙补热烧嘴安装位置:预热二段两侧,见图1中②~⑤序号错开,相对安装,两两相隔3 000 mm,两套烧嘴共用一台风机。选用襄阳中和机电技术有限公司PR系列三通道气体烧嘴,型号为:PR-300Q。火焰长度:2.5~3.5 m,为平焰烧嘴,烧嘴燃烧能力:200~300 Nm3/h,最大400 Nm3/h。烧嘴中央有人工观察孔,一般情况下,烧嘴是在链箅机整体温度在800 ℃以上才会投入使用,可在送入煤气后正常引燃和燃烧,所以不设点火装置和火焰监测装置,点火容易、操作简单。低温情况下需要使用烧嘴时,可进行人工点火,即用点火棒伸入烧嘴中央观察孔进行点火。烧嘴通道结构由外到内依次为:助燃风、焦炉煤气、中心风(含观察孔)。头部由耐热钢制作,可在工作环境下抗高温、抗氧化、腐蚀等特性。烧嘴安装于预热二段侧墙面上,料面与顶部之间,每两套烧嘴共用一台助燃风机。每套烧嘴前的焦炉煤气管路接口处配置有手动调节阀和切断阀(有远程关断和现场手动关断功能)。

图1 侧墙补热烧嘴安装位置示意图
2)预热二段窑尾烧嘴安装于回转窑窑尾(进料端)链箅机端墙上,火焰方向顺着链箅机烟气方向向后,共两套烧嘴,两套烧嘴共用一台助燃风机。在回转窑窑尾上方的链箅机预热Ⅱ段纵平面壁上安装两台三通道旋流式煤气补热烧嘴,气体燃烧时形成一沿链箅机热气流方向一致的向后方细长形状火焰,用以补充链箅机预热Ⅱ段的焙烧温度,并且形成均匀的链条间温度场。SR1-20Q/QL三通道煤气补热烧嘴的头部通道从外向内排布分别为:外旋助燃风通道,煤气通道和中心风通道,外旋的助燃风和旋转喷出的煤气一起边混合边螺旋前进燃烧,可形成细长而有刚度的规整火焰,中心部风的助燃风可助燃中心部分的煤气,使煤气燃烧更为充分完全。这样的细长有力的火焰可有效补充链箅机预热Ⅱ段的球团干球焙烧温度的同时,形成均匀的链条间温度场。SR1-20Q/QL的燃烧能力为:500~1 000 m3/h,最大:1 200 m3/h,火焰最大直径:2.5 m,长度:8~12 m,为长焰烧嘴。为了保证燃烧器的煤气燃烧完全,配置合适的离心风机,风机参数如下:助燃离心风机:风量10 000 m3/h,全压~10 kPa,配套管道DN 400 mm。
3)链箅机预热一段侧墙补热烧嘴。因为链箅机预热一段烟气管道位置较高,不利于操作和点火,所以根现场实际情况在链箅机预热一段侧墙上安装两台补热气体烧嘴,加热预热一段的管道送来的热烟气,两套烧嘴共用一台风机,因烟气温度不高,需要在中心部分增加点火装置和火焰检测装置。选用襄阳中和机电的PR系列三通道气体烧嘴,型号为:PR-300Q。火焰长度:1.5~2.5 m,为平焰烧嘴。烧嘴燃烧能力:200~300 Nm3/h,最大:400 Nm3/h。烧嘴结构由外到内依次为:助燃风、焦炉煤气、中心风、点火通道。头部由耐热钢制作,可在工作环境下抗高温、抗氧化、腐蚀等特性。烧嘴安装于预热一段链箅机侧墙上,左右各一台;两套烧嘴共用一台风机;每套烧嘴前的煤气管路接口处配有手动调节阀和切断阀(有远程关断和现场手动关断功能)。
2 补热气体烧嘴的安装和管线布置
按图2在现场确定辅烧安装位置和管线布置,调节阀组和控制部分安装在链箅机厂房外通风且便于维护的平台上,窑尾水平安装两个,链箅机预热段侧墙上左右各装3台。选用4台离心风机,每两台共用一台离心风机,安装高度为:距箅板面1 500 mm位置。补热气体烧嘴的外形和安装完成之后的现场图片,见图3。

图2 辅烧安装位置和管线布置图

(a)窑尾补热气体烧嘴
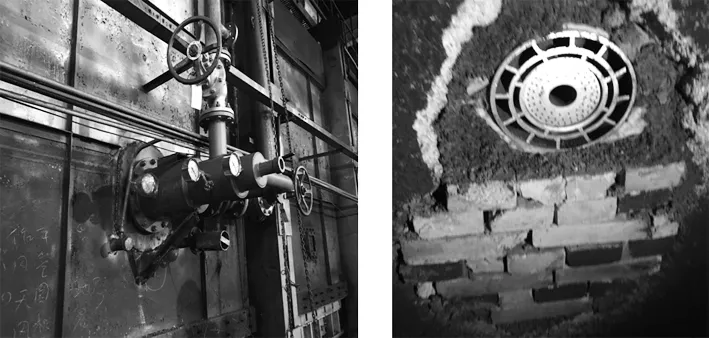
(b)侧墙补热气体烧嘴图3 现场图片
3 现场控制和使用效果分析
2019年12月底开始使用改造加装后的链箅机补热气体烧嘴后,焦炉煤气燃烧速度快、燃尽率高,火焰形状较好,长度适宜,火焰长度和气量均可通过调节阀门的开度大小适时在线方便调整,见图4。

(a)窑尾补热煤气烧嘴的火焰形状

(b)链箅机侧墙煤气补热烧嘴的火焰形状图4 煤气补热烧嘴的火焰形状
4 使用效果和改进空间
通过生产实践证明:在链箅机预热段增加8个煤气补热烧嘴,火焰形状适合链箅机工况,长度适宜,气体与助燃空气混合充分燃烧完全,链箅机预热二段温度达到1 050~1 100 ℃要求,控制温升容易,链间温度场均匀,达到理想改造效果。生球团均匀预热,为碱性球团矿的实验成功和稳定生产提供了有利保障。
使用补热烧嘴后,实际生产中,链箅机预热II段烟罩温度由950~980 ℃升高到约1 050 ℃,窑中焙烧温度由1 280 ℃降低到1 250 ℃以下,降低了约30 ℃。但由于链箅机整体温度升高,需要提高链箅机料层厚度来有效保护链箅机箅床温度不会大幅上升,防止因持续高温引起链箅机耐热件寿命缩短。

表2 回转窑生产数据统计
补热烧嘴投用后,主要有以下几个方面的优势:
1)停机后升温时间大幅度缩短。链-回-环从冷态开始升温逐渐到达正常的生产状态过程中,当链箅机铺料后,温升逐渐趋缓,直到热球到达环冷机后温升才相对容易,但补热烧嘴的投用可有效克服这一问题,使得升温速度大幅提升,缩短时间在4小时以上。此外,由于热源充足,升温过程中的产生不合格球的数量大幅度降低了。
2)对原料的适应性大幅度增强。尤其是高比例红矿,在没有补热烧嘴前,通常配比不能超过20%,否则会导致球团矿强度降低,窑中结圈加速等问题。补热烧嘴投用后,这些问题迎刃而解,入窑球的强度得到了较大提升,由原来的400 N/个球提升到800 N/个球,窑中结圈周期延长。
3)烟气中氮氧化物浓度降低较多。同等条件下,氮氧化物浓度由原来的600 mg/m3降低到480 mg/m3。这是因为补热烧嘴使用导致入窑球强度提高,窑中焙烧温度相应降低,热力型氮氧化物产生量大幅度减少[4]。
根据实际使用情况,如果能够通过自动控制系统控制各补热气体烧嘴的煤气用量,助燃风用量,各阀门的开度大小调节,那么就可实现更为稳定高效的生产工艺状况,有利于窑况的稳定,更有利于提高球团矿的产质量,有效降低热耗,可进一步的节能降耗。
5 结语
在窑尾和链箅机侧墙加装补热气体烧嘴是成熟的技术,既可以提高链箅机内烟气气流温度,亦不影响链箅机的安全运转,且温度可以根据工艺需要,调节燃气量的多少即可实现,操作简单方便,投资少,见效快。补热烧嘴可明显提高生产操作的灵活性和对原料的适应性,对降低烟气中氮氧化物原始浓度、延长回转窑结圈周期具有明显效果。通过将近几个月的生产实践,根现场实际需求针对性地设计供货的链箅机煤气补热烧嘴在邯钢200 万t球团生产线上的改造应用取得满意效果,收到改造前所希望的效益,是企业降本增效的新起点。
