论再制奶酪的质量保证
2020-01-17祝庆科许海涛商润阳杨清峰张书义
文/祝庆科 许海涛 陆 健 商润阳 刘 瑶 王 荃 杨清峰 张书义
(全国畜牧总站)
生产高质量的再制奶酪,需熟练掌握其生产技能和严格执行操作规范及质量标准,管控好影响质量的诸多因素。在生产一线,经常伴有不能在生产过程中及时发现,在数天甚至几周后才能察觉的再制奶酪质量缺陷。这些质量缺陷,相当一部分是由再制奶酪的配料造成的,但也可能是乳化盐或其他添加剂使用不当,或工艺不当造成的。总得来说,任何一种影响因素,都可能导致再制奶酪产品出现质量缺陷。
本文一一列出再制奶酪容易发生的各种质量缺陷,分析造成的可能原因,提出缺陷消除或预防的办法。再制奶酪生产技术人员可参照所陈述的影响因素,对照解决处理所遇到的具体问题。需要指出的是,一个缺陷,不仅仅是一种因素造成的,需要综合分析和不断探索与总结。
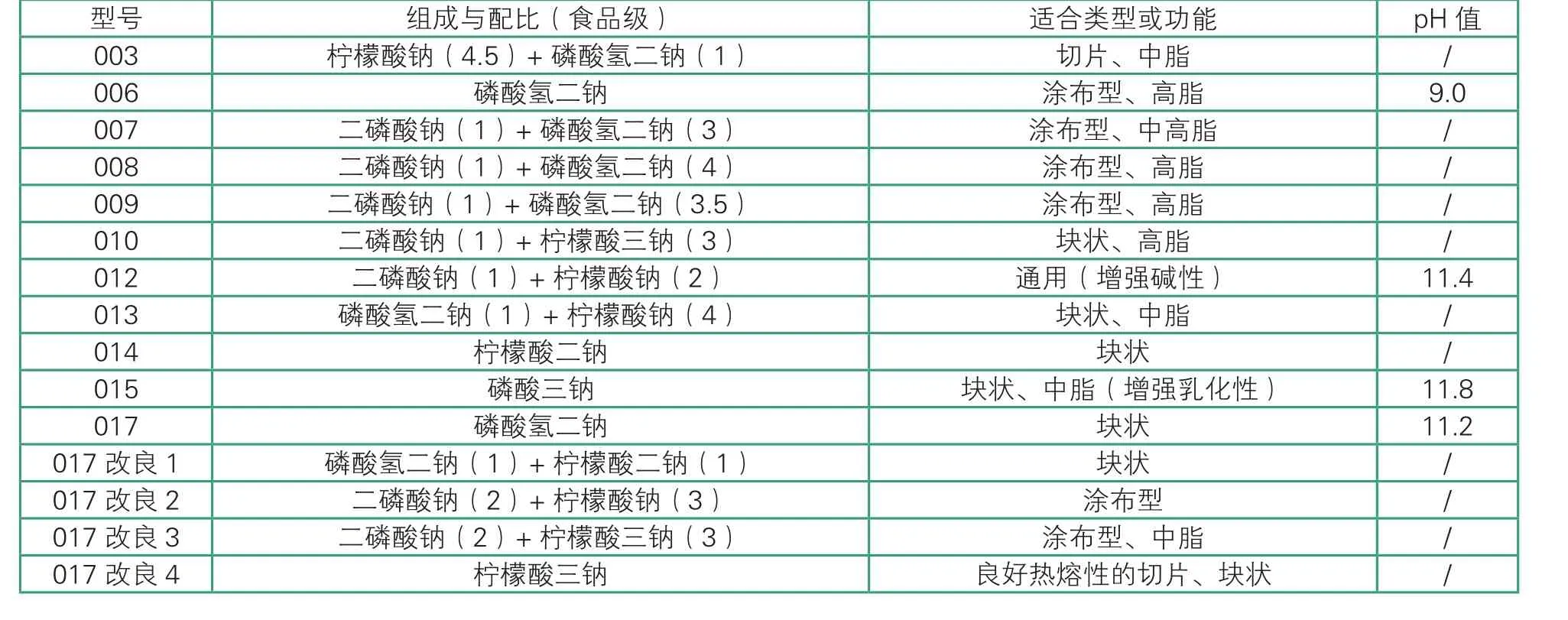
表1 乳化盐应用一览表
1 生产过程中出现的明显质量缺陷
1.1 奶酪组织状态粗糙和颗粒化,无光滑与均匀感;从融化锅中倾倒出时,流态断断续续,不光滑
1.1.1 原因
(1)奶酪过酸,可通过测定pH值进行检查;(2)乳化盐用量不足;(3)奶酪混料加热时间不足。
1.1.2 改进办法
(1)在混料中添加少量015型乳化盐(乳化盐型号见表1,下同),或012型混合碱性乳化盐,或在混料中增加成熟奶酪的数量,提高产品pH值;(2)增加乳化盐的用量;(3)延长蒸融时间。
1.2 奶酪体呈稀薄状态
1.2.1 原因
(1)原料奶酪略呈现稀奶油样,尤其是用未成熟奶酪或者欲制造高脂肪的再制奶酪;(2)原料奶酪成熟和软化过度,使其不能形成稳定的组织框架。该情况主要发生在成熟软质奶酪,如卡门贝尔(Camembert)、古冈左拉(Gorgonzola)、洛克福(Roquefort)等奶酪原料;(3)由于所用乳化盐不合适,乳化性过强而造成的;(4)混料的水分太高,或混进的蒸汽冷凝水太多;(5)调节用水一次加入造成的;(6)使用错误的预融奶酪种类等,无足够的乳化性;(7)融化时间太短;(8)当加热温度至沸点以上时(110~140 ℃),乳化相通常会变稀,而且有流体性。
1.2.2 改进办法
(1)使用已乳化的原料奶酪较容易解决,比如成熟的埃门塔尔(Emmentaler)等块型奶酪。加强化学、机械作用,在添加乳化盐的同时,对原料奶酪进行预处理。必要时,在融化前使用搅拌设备或切刀进行充分搅拌;(2)在混料中,加入未成熟且蛋白稳定的原料奶酪;(3)使用有较强乳化效果的乳化盐如009型或007型,必要时增加乳化盐的用量;(4)检查蒸汽系统的冷凝水情况,并调节水量;(5)分两部分加入水,如一半可在开始加入,另一半在融化末期加入;(6)使用乳油型的预融奶酪,并增加其数量;(7)延长融蒸时间;(8)在80~90 ℃条件下,持续搅拌该稀薄状奶酪,直至达到预期的组织坚实度。
1.3 组织状态浓稠、厚重,呈“布丁样”
1.3.1 原因
(1)在奶酪内部有一种胶体化学变化,称为乳化过度。影响因素如下:①所用的原料奶酪本身已呈现严重乳化趋势,如成熟的Emmentaler、格鲁耶尔(Gruyere)奶酪以及老化成熟过度的其他奶酪;②原料奶酪在粉碎和精选后,融化加工前放置了一段时间;③所用的乳化盐具有过强的乳化作用;④乳化盐使用量过多;⑤所用调节水被分加在各小批量中;⑥加入预融奶酪量太多;⑦预融奶酪存在浓稠与乳化过度的组织状态;⑧蒸融时间太长;⑨搅拌器速度过快。(2)由于pH值太低,造成酸性浓稠度,在其组织结构上的变化导致了一系列化学变化。(3)起初结构上的变化,导致了物理变化和较高的干物质含量。
1.3.2 改进办法
(1)针对原料奶酪采取的措施:①在混料中,加入未经任何成熟蛋白质的稳定奶酪;②在混料精选后,立即开始加工,避免原料混合物受到任何影响;③选用仅有一点乳化能力的乳化盐,如006型、003型或柠檬酸盐类;④减少乳化盐的用量;⑤在开始加工前,在总体原料中加入经计算所需要的水量;⑥不加或少加预融奶酪;⑦不采用过度乳化的预融奶酪;⑧缩短蒸融时间;⑨降低搅拌速度。(2)使用附加多种碱性物质的乳化盐,以增加其pH值,如可以添加015型乳化盐或比较成熟的奶酪在混料中。(3)增加添水量。
1.4 奶酪组织状态太冗长,不宜涂抹,没有充分乳化
1.4.1 原因
(1)混料中的原料奶酪过于新鲜,未经成熟;(2)乳化盐的乳化作用太弱;(3)所用乳化盐量过少;(4)所用预融奶酪添加量不够,或者其组织结构不适宜进行乳化;(5)所需水一次加入;(6)搅拌速度太慢。
1.4.2 改进办法
(1)在混料中增加成熟奶酪的添加量;(2)使用乳化作用较好的乳化盐如007型、009型、008型;(3)增加乳化盐的使用量;(4)增加预融奶酪量,只采用具有弱聚合乳化性,在结构上类似再制奶酪涂抹品的预融奶酪;(5)分次加入所需水量;(6)增加搅拌速度,在融化开始前进行切碎和研细,并连续搅拌一段时间,或者在切碎机中进行预处理。
1.5 奶酪组织状态太松脆,不适宜理想的块状再制奶酪
1.5.1 原因
(1)原料奶酪已经过度成熟;(2)原料奶酪呈现很强的乳化倾向;(3)使用的乳化盐具有很强的乳化效果;(4)在混料中加入预融奶酪或奶粉;(5)蒸融时间过长;(6)后期温度太高;(7)搅拌过快。
1.5.2 改进办法
(1)在混料中加入未成熟奶酪(指仅发酵2周的未成熟奶酪);(2)选用略有乳化迹向的奶酪品种,代替乳化过度的奶酪;(3)仅使用特别适合大块再制奶酪的乳化盐,如013型与015型混用、010型、017型系列或柠檬酸盐类;(4)避免使用预融奶酪和奶粉;(5)缩短蒸融时间,全程不超过4 min;(6)调整蒸融的后段温度,如温度可维持在80~85 ℃。
1.6 再制奶酪呈多油、多脂状,甚至呈现脂肪分离
1.6.1 原因
(1)所用的原料奶酪成熟过度,缺少构成稳固结构的蛋白质;(2)乳化盐的使用量过高或过低;(3)加水量不充分。
1.6.2 改进办法
(1)在混料中加入未成熟奶酪,如欲制含脂60%的再制奶酪,主要应使用未成熟奶酪的混料;(2)调整所需乳化盐的量,通常用量0.1%~0.3%即可;(3)增加少量的水分。
1.7 再制奶酪变色,由灰白至暗棕色
1.7.1 原因
融化过程的温度太高,尤其是含有乳糖的再制奶酪涂抹食品。
1.7.2 改进办法
在融化锅水温温度达到70 ℃时,应关闭夹层热水,直接改用洁净的蒸汽通入锅内。含乳糖的再制奶酪加热温度不应超过90 ℃(高温短时间工艺的,温度不得超过115 ℃)。
2 再制奶酪包装后出现的明显质量缺陷
2.1 块状再制奶酪太软
2.1.1 原因
(1)水分含量过高;(2)所用乳化盐不合适;(3)乳化盐使用量不够;(4)pH值太高;(5)块状再制奶酪冷却速度过快;(6)混料中含有过多的成熟奶酪或半成熟奶酪;(7)混料中加入了奶粉或乳精粉;(8)融化时间过长;(9)搅拌速度太慢。
2.1.2 改进办法
(1)减少添加水量;(2)仅使用专门适合块状再制奶酪的乳化盐,如013型与015型混用、010型、003型、017型系列;(3)增加乳化盐的用量至3.0%~3.5%,或017型系列和柠檬酸盐可增加到4.5%;(4)依据奶酪种类,将其pH值降低至5.4~5.7;(5)借助多层架分放,使包装完毕的块状再制奶酪缓慢冷却(10~15 h);(6)在混料中,加入占其总量25%的未成熟奶酪;(7)不使用奶粉或乳精粉,在某些情况下,建议使用少量的预融奶酪;(8)将融化时间缩短到4~6 min,如有必要,应将乳化盐溶解于水中再使用;(9)提高搅拌速度。
2.2 块状再制奶酪太硬
2.2.1 原因
(1)水分含量过低;(2)使用的乳化盐不合适,乳化力过强;(3)乳化盐用量过多;(4)pH值过低;(5)冷却速度过慢;(6)原料、混料不合适;(7)加入混料中乳化性强的预融奶酪过多。
2.2.2 改进办法
(1)增加添水量,并在融化开始前全部加入;(2)使用较适合的乳化盐,如013型与015型混用、014型、003型、017型系列或柠檬酸盐类;(3)减少乳化盐的添加量;(4)提高pH值至5.7,必要时可到5.9;(5)增加块状再制奶酪冷却速度;(6)改进混料的成分,建议添加相对未成熟的奶酪;(7)不添加乳化的或过度乳化的预融奶酪。
2.3 可涂布再制奶酪呈黏性和胶质性
2.3.1 原因
(1)混料中含有过多的未成熟奶酪;(2)使用的乳化盐不合适,如无乳化性;(3)没有加预融奶酪;(4)所需水一次全部加入;(5)蒸融时间太短;(6)搅拌速度过慢。
2.3.2 改进办法
(1)在混料中,加入比较成熟的奶酪;(2)主要使用乳化性好的乳化盐,如007型或009型;(3)加入具有较好乳化结构的预融奶酪,而且加入的未成熟奶酪约占总混料的30%;(4)所需水分多次加入,建议加入乳化盐后,混料应给予混合并保持一段时间,原料混合物也可在切碎机内进行预处理;(5)延长蒸融时间至15~20 min;(6)加快搅拌速度。
2.4 再制奶酪包装后具有良好的涂布性,但一段时间后,开始变硬和易碎,且有水渗出
2.4.1 原因
(1)在组织结构上产生胶体化学变化,乳化过度导致奶酪内有贝壳式裂痕,这种现象有多种原因,如不合适的原料奶酪,不适宜的乳化盐,乳化过度的预融奶酪和在其自身加工融化过程中乳化过度,见1.3.1。(2)pH值较低,为微生物提供存活条件,也导致了组织结构上的硬化,原因有:①由丁酸梭菌产生的丁酸造成硬化;②在产品融化过程中,处理温度低,造成乳酸菌仍存活,在含乳糖的再制奶酪内产生了乳酸,促其成硬化。
2.4.2 改进办法
(1)见1.3.2。(2)在奶酪选择上,仔细选择原料奶酪,融化温度为95~98 ℃,如必要可采用超高温、短时间方法,温度为120 ℃;要保证末期温度为85~90 ℃(用温度计检查)。
2.5 再制奶酪质地不均匀,没有彻底融化,或者颗粒化和多油脂
2.5.1 原因
(1)原料奶酪不合适,可能成熟过度;(2)乳化盐不合适;(3)乳化盐的用量过少或过多;(4)混料的起初pH值过低,即酸度过大;(5)融化保持时间过短;(6)在融化过程的末期未能达到足够高的温度;(7)加水量较少;(8)在融化和灌装时,缺乏搅拌;(9)由于不恰当的过热贮存,外部压力或微生物原因等,导致了再制奶酪胶体化学的变化。
2.5.2 改进办法
(1)混料中添加未成熟奶酪;(2)使用合适的乳化盐,如013型、014型、003型、009型或010型乳化盐;(3)检查使用的乳化盐数量,也可尝试改换乳化盐种类;(4)尽可能在正常范围内调整pH值至5.6~5.9;(5)加长融化混合时间,以得到均匀体;(6)蒸融温度不应低于85 ℃;(7)增加加水量;(8)在蒸融和灌装时,奶酪应不停地搅拌。(9)包装完毕后应贮存在阴凉处,防止外力挤压,温度0~4 ℃即可。
2.6 再制奶酪出现孔洞
2.6.1 原因
(1)奶酪结构上的胶体化学变化,参见1.3.1和2.4.1;(2)由于微生物作用,导致了结构的改变,参见2.4.1。(3)贮存不当,包装后受挤压,参见2.5.1。
2.6.2 改进办法
(1)见1.3.2;(2)见2.4.2;(3)见2.5.2。
2.7 再 制 奶 酪 有 脂 肪 分 离现象
原因及改进办法分别见1.6.1和1.6.2。
2.8 再制奶酪黏附于包装薄膜上
2.8.1 原因
(1)铝薄膜上内侧漆层失效;(2)奶酪水分含量过高;(3)使用的原料奶酪太新鲜(未经任何成熟),而且乳化效果远远未达到,见1.4.1;(4)较热的再制奶酪未经搅拌而存放了一段时间;(5)pH值过高,如超过6.2以上。
2.8.2 改进办法
(1)改换为薄铝膜;(2)减少加水量,若必要可分两次加入;(3)混料时加入较多的成熟奶酪,或者使融化混料达到较好的乳化效果,见1.4.2;(4)包装前,再制奶酪应在热状态下进行连续不停地搅拌,直至包装;(5)pH值应保持在5.7~6.0。
2.9 再制奶酪有孔眼和不同形状的裂缝
2.9.1 原因
(1)微生物方面:①受丁酸梭菌污染,导致丁酸发酵产生气体,形成孔眼或裂缝,甚至可见一些针尖大小的单一菌落体;②由梭状芽胞杆菌产生的孢子(腐败芽胞杆菌),形成气体,并伴有蛋白断裂和水的渗出,可由渗出的气味来辨别;③大肠杆菌发酵产生的气体。一般是融化过程温度太低时如低于70 ℃才可能发生,,实际该情况很少见;④酵母发酵的气体形成孔眼。
(2)物理方面:①进行融化操作时混入了空气;在灌装机环节,空气可能被压入奶酪体内;②柠檬酸盐配成溶液作为乳化盐,有时可能将少量CO2带入奶酪内,形成孔眼;③融化时间过短;④薄膜质量问题。
2.9.2 改进方法
(1)确保奶酪原料的卫生质量符合要求;(2)严格实施生产卫生操作程序(SSOP),规范控制蒸融时间、温度等工艺参数;(3)①在融化和灌装环节,保证能在一定的真空状态下进行;②若使用柠檬酸溶液,应在加入前将其加热,以排出CO2;③再延长一点融化时间;④用欧盟测定方法查验,保证薄铝膜质量,必要时更换薄膜。
2.10 再制奶酪有砂化感
2.10.1 原因
(1)通过显微镜检查,常可见粗糙的晶体,产生不同规格的硬粒。常见原因:①析出磷酸氢钙晶体,常用单一磷酸盐或磷酸盐与其他盐相混合作为乳化盐时发生,尤其是融化温度达到90 ℃以上时,更易析出晶体;②若将具有砂化结构的预融奶酪加入混料中,砂化感会进一步加重,加上使用的乳化盐型号不合适;③乳化盐的溶解用水量不足。
(2)再制奶酪内有各种结晶颗粒。原因:①对于个别的晶体分布,其晶体能被逐渐溶解,而遗留下的孔眼又充满液体。该情况通常是由未被溶解分散的乳化盐或食盐所致(见2.9);②在奶酪体内和表皮下形成的大量晶体团,是由于使用过多的乳盐而造成的;③当使用乳清浓缩产品,奶酪水分含量过低时,乳糖析出,导致晶体的形成;④有时晶体呈无色,由细到粗,有软性且呈砂态的析出物,甚至在再制奶酪体内呈含盐式的结构。在块状再制奶酪表面有看似一薄层霉菌的菌丝体,该现象是由其周围的不溶性氨基酸,如酪氨酸的形成所致,当使用成熟的Emmentaler、Gruyere或Gouda奶酪时,经常会发现有大量无色的砂态结晶体。
2.10.2 改进办法
(1)①不采用单一磷酸盐和磷酸氢盐,若无效,则需要将上述盐与高分子聚磷酸盐混合使用,如013型乳化盐;②不能使用砂化的预融奶酪;③仅使用乳化盐水溶液,而不用干盐粉。
(2)①乳化盐应分散加入,融化时间应延长,必要时将乳化盐配成溶液加入;②按照计算添加乳化盐,无需多加;③减少乳清添加物的加入量,增加添水量;④防止原料奶酪产生酪氨酸结晶体。
2.11 再制奶酪含有不溶颗粒
2.11.1 原因
(1)由于混合料中含有较硬的奶酪皮,或是特硬质奶酪;(2)在最初的原料奶酪中,存在着不溶性异物,如杂质颗粒,在乳化盐或常用的其他添加剂中也存在一些异物,如奶粉、乳清粉、香料等;(3)在Camember等其他霉菌型奶酪上的霉菌形成霉菌丝体。
2.11.2 改进办法
(1)应检查粉碎、破碎机的工作状态,发现磨损的零件应及时更换。另外,建议对于难溶的物料,如奶酪皮,应先用蒸汽或热水进行处理后再加入;乳化盐应先配成溶液并冷却,最好保持数小时进行软化;对乳化盐进行高速粉碎处理后再使用。(2)所有成分,如原料奶酪混合物,乳化盐和其他添加剂,一定要仔细检查是否有异物,如有则需剔除,必要时可通过滤筛进行处理。(3)当霉菌成熟的奶酪进行融化时,数分钟后所得到的稀状液体,应进行细筛处理以除掉其中的异物或硬菌体,随后将剩余的奶酪混料加入至滤后液体中,再开始融化,直至完成。
2.12 块状再制奶酪呈杂色斑纹
2.12.1 原因
(1)一般在机械灌装时存在问题,具体如下:①在操作中,只将部分产品灌入模具中,仍余留一部分;②不同批次、颜色的奶酪残留于设备漏斗底部,在下一批块状再制奶酪加入时,出现了颜色条纹;③在多个融化锅生产同种再制奶酪,倾入至一个灌装漏斗中时,未注意融化锅应设置相同的技术工艺参数(强度、压力、真空度、搅拌速度等);④组织结构较浓厚的再制奶酪,未能被充分地混合或连续地搅拌;⑤可能在上下两锅之间,奶酪未能被彻底排净,使得乳化不良的奶酪硬片混入至热态的再制奶酪中。(2)物理化学作用造成了杂色和无色,仅发生在只用柠檬酸溶液作为乳化盐的情况,可能是由于柠檬酸钙的微小结晶而引起奶酪质地的断裂。
2.12.2 改进办法
(1)①采用一次灌装单元完成灌装;②在加入下批奶酪前,完全排空、排净漏斗;③如有多个融化锅用于同一台灌装机,要确保每锅设置相同的加工工艺参数;④使用搅拌器高速运转一段时间,使再制奶酪彻底混匀;⑤在融化时,避免未乳化的颗粒或干硬片掉入锅内热态的奶酪中。
(2)当使用磷酸盐做乳化盐时,该缺陷不会出现。如使用柠檬酸溶液时,需要多添加013型乳化盐,以利于消除杂色现象。
2.13 再制奶酪有霉菌生长
2.13.1 原因
(1)外包装没有被充分密封,导致产品不卫生,造成污染,使得霉菌孢子污染奶酪;(2)再制奶酪有浆液析出,见2.6.1;(3)包装奶酪用膜被污染。
2.13.2 改进办法
(1)使用热封膜严格密封,块状等奶酪产品应使用塑料膜包装,其蜡纸边缘必须保证密封,并且该包装膜必须贮存在绝对无霉菌的贮存间内;(2)消除浆液析出物,见2.6.2;(3)包装奶酪用膜,应贮存在卫生干燥、通风的环境中。
2.14 再制奶酪有异味,味道不正常
2.14.1 原因
(1)使用未成熟的奶酪,使得再制奶酪平淡无味;(2)使用成熟的奶酪,使得再制奶酪味道浓烈;(3)由于奶酪成熟过度而导致霉菌繁殖,或使用不洁净的奶油而造成再制奶酪呈苦味,产生氧化的哈拉味、肥皂味;(4)使用发酸的原料奶酪,发酸凝乳块和低pH值,使得再制奶酪呈苦味,也可能是由于后期自身产生的酸性物质(如乳酸、丁酸)造成的,如使用亚硫酸做防腐剂时,由于硫酸的存在,产生较浓的酸味;(5)以含盐量高的奶酪作为原料奶酪时,可能产生浓重盐味;(6)使用的乳化盐不纯,造成原料奶酪产生盐味,而添加的防腐剂以及蒸汽的气味不好等,可能会产生化学味道;(7)使用棕色化奶酪或再制奶酪制品作为原料奶酪,造成成品呈甜味;(8)加入过多的乳清糊精和乳清粉,使成品产生甜味和盐味;(9)成品呈肥皂洗涤剂味,主要是由于较高pH值(尤其是pH值超过6.2时)造成的;(10)使用极其过度成熟或有腐败味的原料奶酪,如过度成熟的卡塔尔(Cantal)奶酪,使得再制奶酪有腐败味,当再制奶酪上有梭状芽胞杆菌生存和繁殖时,也可以产生这种味道;(11)使用霉菌污染的奶酪作为原料,再制奶酪会产生陈腐味和霉味;(12)再制奶酪内有微量重金属存在,如铜、铁、锰和其他金属,使得奶酪因金属离子的作用而呈现油脂氧化,含有其他氧化物,如溴化物、过氧化氢也可能产生该情况,这些通常视为“不安全”,必须严格预防;(13)蒸煮味是由于再制奶酪受热过度,尤其是当含有乳糖和用夹层加热时所造成的。
2.14.2 改进办法
(1)将成熟、味道较好的奶酪加入混料中,或添加风味添加剂和佐料;(2)在混料中加入未成熟的奶酪;(3)不良味道如不能完全被消除,则可添加未成熟好的奶酪于混料中,可以添加味道浓烈的佐料;(4)添加pH值较高的成熟奶酪,或用酸味较少的某种乳化盐;(5)在混料中添加无盐的、未成熟好的奶酪,也可添加新鲜凝乳块或夸克(Quark)奶酪;(6)不使用有质量缺陷的奶酪,而应选用质量较好的奶酪作为原料。剔除有不良风味的奶酪,检查水和蒸汽的纯度;(7)应仔细挑选原料奶酪,不用任何带甜味的奶酪;(8)减少混料中乳清制品的添加量;(9)添加未成熟奶酪或使用酸性乳化盐,以使其pH值降低;(10)仔细精选原料奶酪,剔除有腐败风味的奶酪;(11)仔细挑选,剔除有霉味的奶酪(可检查奶酪内部)和有霉菌滋味的非正常奶酪,检查外包装的密封效果;(12)应估计产品最初的缺陷,针对性消除,不使用氧化物,防止使用含有铁锈或铜制的、铜锌合金制的任何容器;(13)含有乳糖的再制奶酪,融化加热温度不能大于90 ℃,如必须单一使用夹层加热时,其温度不得超过70 ℃。若采用桶装再制奶酪杀菌时,应把pH值提高0.2~0.3 个单位,并密切控制杀菌时间和温度。
2.15 预融奶酪的中心呈现浓重的“棕色化”
部分奶酪表面色泽正常,而距表面5 cm的深处,有较强的变色现象,该缺陷通常发生在装入的大盒或圆桶预融奶酪中。
2.15.1 原因
该棕色变化也叫美拉德反应。如果奶酪融化速度很慢,该反应会在乳糖与酪蛋白上的氨基酸之间产生。主要发生在含有乳糖的未成熟的奶酪中,及含有乳粉或乳清粉的奶酪涂布品中。
2.15.2 改进办法
预融奶酪只能装入小型容器中,即窄而长的洁净木盒子中,最好不使用金属容器。无论何种容器,建议应将再制奶酪在薄层状态下进行冷却,然后一层压着一层装入。严重变色的预融奶酪不能作为风味物质使用,这是因为其产生的风味不正常,而且不能使用严重乳化过度的预融奶酪。
3 小结
本文详细描述了常见的再制奶酪质量缺陷分析办法及防止消除的方式,但没有涵盖所有的质量缺陷和问题。期望从事再制奶酪生产技术人员,依据企业自己的设备工艺条件,通过不断实践和摸索,熟练掌握再制奶酪生产技能,提高品控保障技术水平,保证再制奶酪的成品质量。文中所涉及到的一些食品添加剂仅供参考,应以我国现行法律法规有关食品添加剂管理规定为基准。有关再制奶酪的工艺配料组成与测算方法,参见《中国乳业》2019年第7期《再制奶酪工艺配料实用控制技术》一文。