Penex-DIH低温异构化原料精制及装置运行
2020-01-15王菊香周左龙
郭 辉,曹 杰,王菊香,周左龙
(1.中国石化塔河炼化有限责任公司,新疆 库车 842000;2.重庆川维石化工程有限责任公司)
国Ⅵ(A)车用汽油标准要求汽油中硫质量分数降至不大于10.0 μgg、芳烃质量分数降至不大于35.0%,烯烃质量分数降至不大于18.0%,苯质量分数降至不大于0.8%,辛烷值不变。车用汽油中烯烃和芳烃是决定辛烷值的主要组分,其含量的降低会导致汽油辛烷值降低,若要保持辛烷值,必须添加高辛烷值调合组分。目前,常用的高辛烷值汽油调合组分有MTBE、异构化汽油、烷基化汽油。MTBE不易降解,会长时间残留在自然水系中对人体造成危害[1]。烷基化汽油馏程比异构化汽油高,是汽油调合不可或缺的组分[2]。异构化汽油具有密度低、硫含量低、不含烯烃和芳烃、研究法辛烷值(RON)和马达法辛烷值(MON)相差约1.5个单位、与重整生成油调合可改善成品汽油辛烷值的特点,是优良的清洁汽油调合组分[3]。西方发达国家车用汽油池中,催化裂化(FCC)汽油约占13,重整汽油约占13,烷基化汽油、异构化汽油和醚化汽油约占13[4],可见C5C6异构化技术是应对汽油质量升级的重要措施之一。国内汽油仍以FCC汽油为主[5],重整汽油的比例也逐年提升,异构化汽油比例很低,显然国内异构化技术没有对车用汽油质量升级起到应有的作用[6-8]。
1 Penex-DIH技术
1.1 Penex-DIH工艺特点
Penex-DIH工艺的主要特点:①工艺过程设计、操作简单,稳定可靠,需要非常少的操作和管理人员;②只需要中等操作压力,较低的温度,高的反应空速,较低的氢分压等缓和的操作条件;③设有两个反应器,可以串联或并联使用,可切除一套反应器在线更换催化剂;④该装置原料加热采用3.5 MPa蒸汽,未设置加热炉,不排放烟气,对环境友好;⑤采用低温双功能催化剂,不易积炭,活性高,液体收率高;⑥采用低辛烷值的正己烷(n-C6)和部分甲基戊烷(MP)组分循环流程,产品RON不低于85。
Penex-DIH工艺流程示意见图1。精制后的补充氢和轻石脑油混合进入异构化反应器进行反应,低辛烷值的正构烷烃转化为高辛烷值的异构烷烃,反应产物进入脱异己烷塔(DIH),将产物中辛烷值较低的n-C6和部分MP组分返回到异构化反应器入口进一步转化,高辛烷值的二甲基丁烷(DMB)和部分MP从DIH顶部分离出来,与DIH底部重组分甲基环戊烷(MCP)、环己烷(CH)及C7以上组分混合作为产品送出装置。通过调整塔顶产物中辛烷值较低的n-C6和部分MP含量,使异构化汽油产品的RON达到85以上。

图1 Penex-DIH工艺流程示意
1.2 低温异构化催化剂Ⅰ-82的性能
Ⅰ-82催化剂是低温双功能催化剂[11-12],以γ-Al2O3为载体,贵金属Pt为活性组分,经氯化剂AlCl3处理后制成。Ⅰ-82催化剂的物理化学性质见表1。催化剂上的氯元素在反应过程中很容易流失,生产中连续注入高纯度四氯乙烯以保持催化剂的酸性功能。

表1 Ⅰ-82 异构化催化剂的物理化学性质
1)催化剂外观为目测。
Ⅰ-82催化剂的活性和稳定性易受到异构化原料中的杂质影响,原料中含硫会降低催化剂的活性;氮在异构化反应过程中与氯化物反应生成氯化铵盐,会覆盖催化剂的活性位,导致催化剂补氯时分布不均,使I-82催化剂永久性失活;氟化物是一种永久性的催化剂毒物,1 g氟化物会使大约100 gⅠ-82催化剂永久性失活;水或含氧化合物会导致Ⅰ-82催化剂永久性失活。反应过程中,任何形式的氧化物都会转化成水,水与催化剂上的活性氯化物发生化学反应,氧通过化学键与AlCl3结合,从而永久置换掉活性氯化物中心上的氯。1.6 g的水会使大约100 g的Ⅰ-82系列催化剂失活,这就要求在催化剂的装填与运行期间,都要严格防止水及氧化物进入催化剂。所以Ⅰ-82催化剂对异构化原料的性能指标要求苛刻,必须对异构化原料进行精制处理,使杂质含量满足工艺指标要求后,才可以进入异构化反应器参与反应。催化剂对原料油及补充氢的杂质要求见表2、表3。
表2 原料油中杂质指标要求 w,μgg
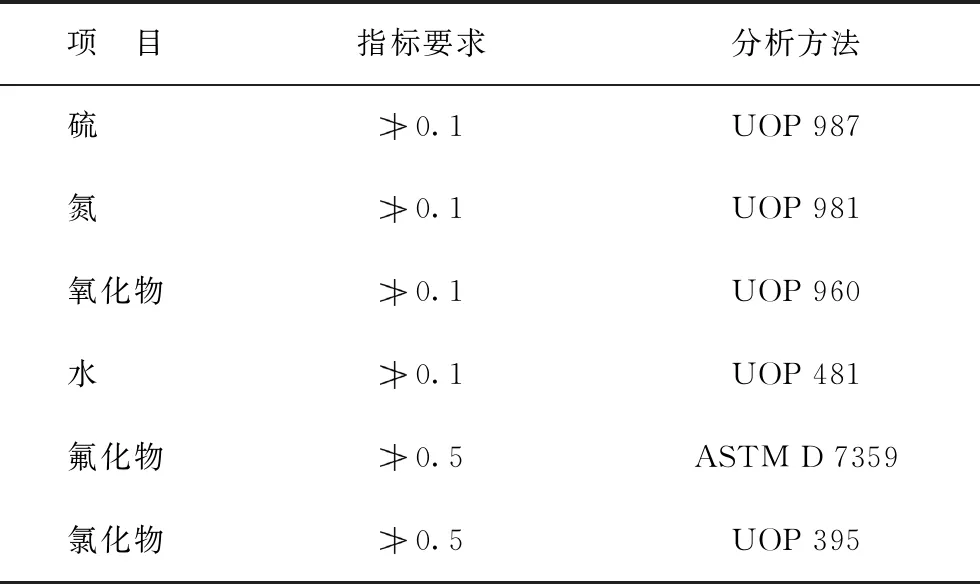
表2 原料油中杂质指标要求 w,μgg
项 目指标要求分析方法硫0.1UOP 987氮0.1UOP 981氧化物0.1UOP 960水0.1UOP 481氟化物0.5ASTM D 7359氯化物0.5UOP 395
表3 补充氢中杂质指标要求 φ,μLL
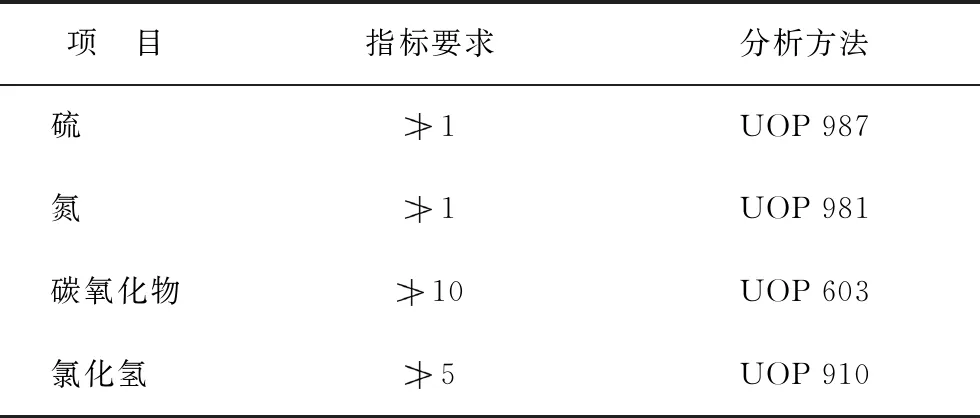
表3 补充氢中杂质指标要求 φ,μLL
项 目指标要求分析方法硫1UOP 987氮1UOP 981碳氧化物10UOP 603氯化氢5UOP 910
2 原料精制技术介绍
2.1 原料精制工艺流程
为保证Ⅰ-82催化剂长周期运行,UOP公司在设计初期就采取了较好的工艺保护措施。为使该公司原料油满足C5C6异构化工艺要求,工艺流程中原料油部分设置了脱氮、脱硫反应器,确保异构化第一反应器(简称一反)、第二反应器(简称二反)进料杂质指标合格;补充氢部分设置了脱氯、脱硫、甲烷化反应器。具体流程见图2。
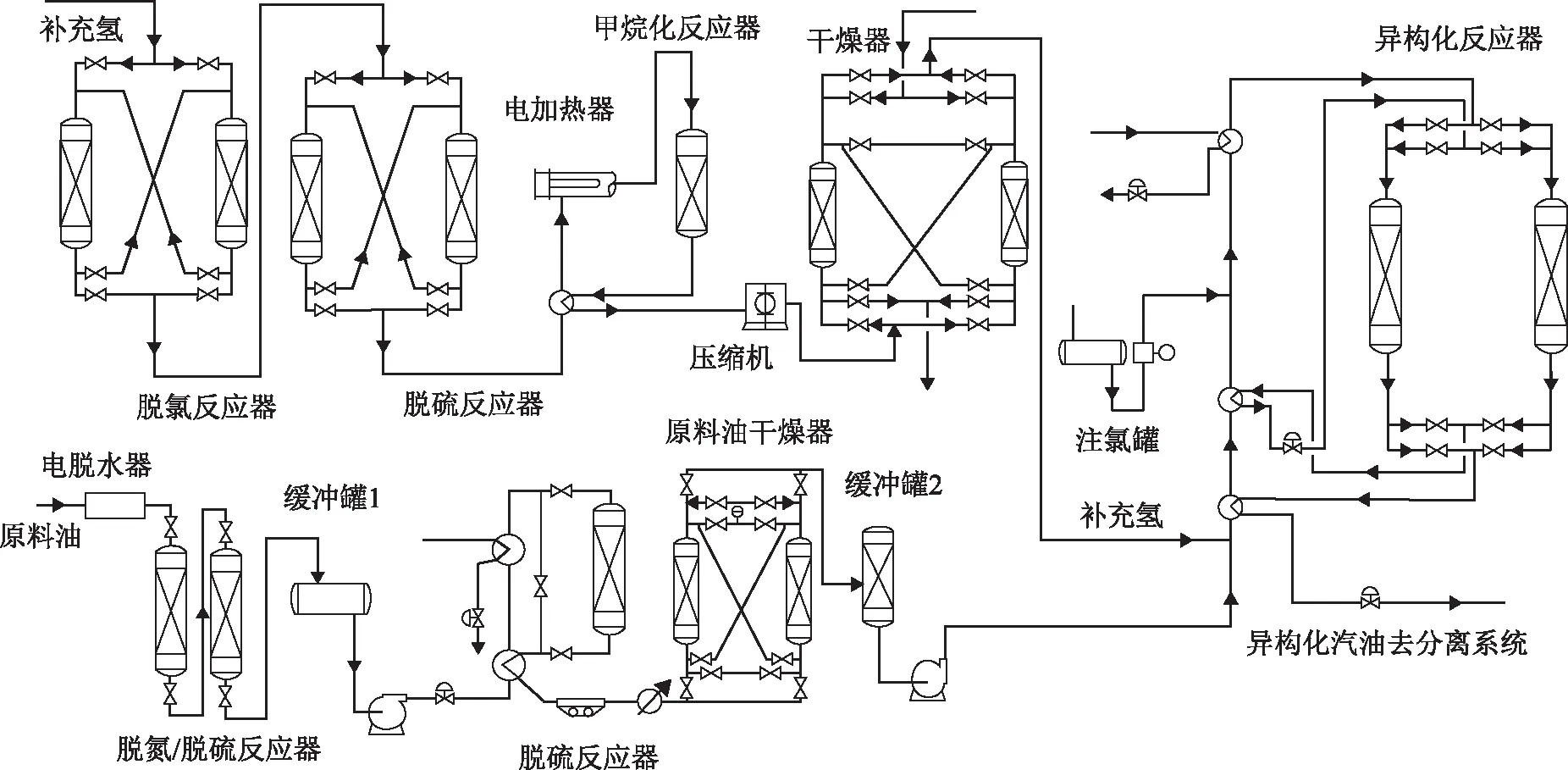
图2 原料油和补充氢精制处理工艺流程示意
2.2 原料油精制处理
C5C6异构化工艺原料油为0.6 Mta连续重整装置预加氢部分拔头油,脱氮脱硫分别采用FDNH3吸附剂和HTZM-1吸附剂。FDNH3脱氮剂为硅铝分子筛,表面具有较强的酸性中心,吸附过程为酸碱吸附。该分子筛通道很小,使其中引力场很强,具有较强的吸附能力[13]。HTZM-1脱硫剂以氧化锌活性组分添加助剂制备而成,吸收原料中的无机硫,适用于原料油精脱硫。原料油经初步脱氮和脱无机硫后,继续进入装有ADS-120脱硫剂的脱硫器脱除有机硫化物。硫的存在会降低催化剂活性,硫造成的失活是暂时的,通过提温可以来补偿。提温效果不明显时,可以进行硫汽提操作。硫汽提对催化剂因其他杂质引起的永久性中毒毫无意义。原料油精制前后杂质分析结果见表4。由表4可知,原料油精制后硫质量分数为0.04 μgg,氮质量分数为0.03 μgg,氧化物质量分数为0.03 μgg,水质量分数为0.1 μgg,氟化物质量分数小于0.5 μgg,氯化物质量分数为0.1 μgg,各项指标均达到异构化反应器进料的指标要求。
表4 原料油精制前后杂质分析结果w,μgg
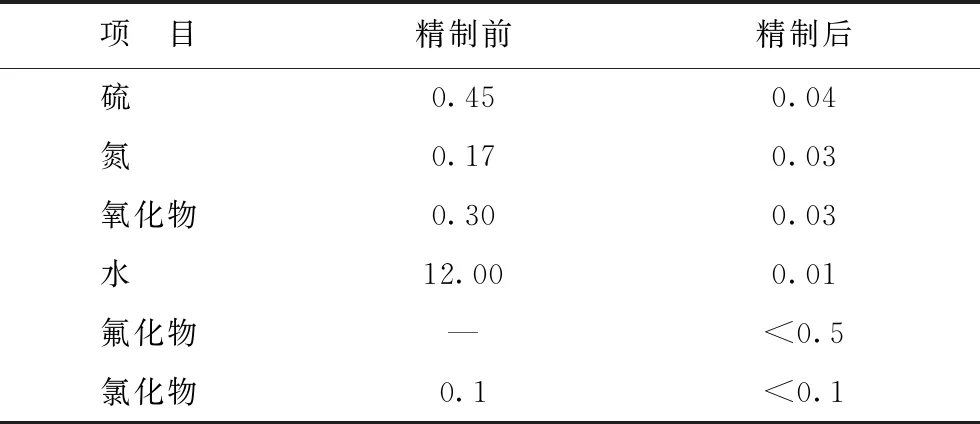
表4 原料油精制前后杂质分析结果w,μgg
项 目精制前精制后硫 0.450.04氮 0.170.03氧化物0.300.03水 12.000.01氟化物—<0.5氯化物0.1<0.1
2.3 补充氢精制处理
补充氢为上游连续重整装置所产氢气,进装置后依次通过脱氯、脱硫反应器和甲烷化反应器,脱除补充氢中微量的氯、硫和碳氧化合物,得到精制的补充氢气,精制后的补充氢经压缩机升压后进入补充氢气干燥器,脱水达标后与原料油混合,加热到反应所需温度后进入异构化反应器。补充氢脱氯剂型号为CLR-204,脱硫剂型号为原料油脱硫剂ADS-120。补充氢中的氯化物和硫化物对甲烷化催化剂非常灵敏,会对含镍的甲烷化催化剂的活性有一定的影响,从而降低甲烷化催化剂的活性。甲烷化反应是将补充氢中的微量的CO和CO2转化为甲烷和水,再经补充氢压缩机升压后进入干燥器除去甲烷化反应后所带的微量水分,精制后的补充氢在异构化反应器前与原料油混合经加热后进入异构化反应系统。
Penex-DIH补充氢气经精制处理后,达到了进异构化反应器的杂质指标的要求,补充氢精制前后杂质分析结果如表5所示。
表5 补充氢精制前后杂质分析结果 φ,μLL
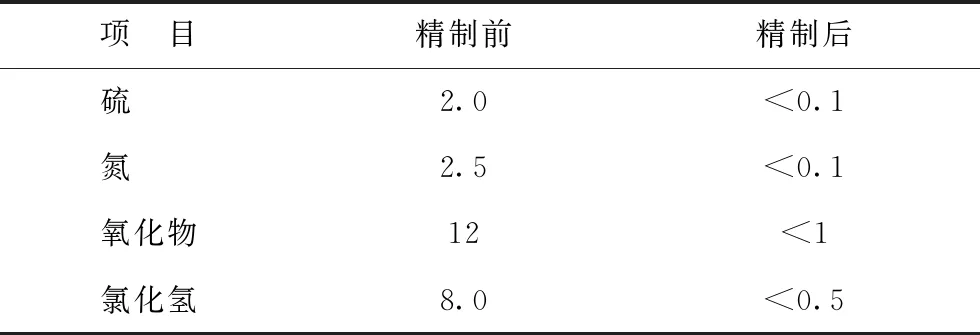
表5 补充氢精制前后杂质分析结果 φ,μLL
项 目精制前精制后硫 2.0<0.1氮 2.5<0.1氧化物12<1氯化氢8.0<0.5
原料油干燥器和补充氢干燥器中装有HPG-429型干燥剂,通过干燥剂对原料油和补充氢中的微量水分进行吸附。原料油干燥器和补充氢干燥器出口分别设置水分析仪,可实时监控原料油、补充氢经干燥后的水含量,当水含量超过设防值时,可以提醒及时对干燥剂进行再生。正常生产情况下,两台原料油干燥器和两台补充氢干燥器每周都会对干燥剂再生一次,以保护Ⅰ-82催化剂的正常运行。
3 生产运行情况
精制处理后的原料进入反应系统,对Ⅰ-82催化剂的长周期运行起到了积极的作用。自2004年7月Penex-DIH装置开工以来,Ⅰ-82催化剂已经运行4年(期间2018年检修45天),催化剂初温由135 ℃提高至150 ℃,提温15 ℃,提温速率较为缓慢。从总温升和总压降来看,与开工初期对比变化不大。考察Ⅰ-82的活性主要看提温速率、床层温升和床层压降。在保证产品质量的前提下,提温速率快,证明该催化剂活性下降速率快;床层温升变化小,证明该催化剂运行稳定;床层压降随装置运行时间变化不大,说明该催化剂抗积炭能力好。该催化剂的良好运行表明原料精制的效果非常明显。按照催化剂设计运行4.5年,异构化第一反应器到2020年6月要进行催化剂更换。从目前的运行情况来看,催化剂还可以继续运行。催化剂及装置运行数据见表6。该装置生产的异构化汽油产品的性质见表7,其终馏点温度为79.1 ℃,密度(20 ℃)为652 kgm3,油品的馏程特别轻,RON达到85.1,是良好的汽油调合组分。

表6 催化剂及装置运行数据
1)总温升是一反出、入口温差和二反出、入口温差之和。
2)总压降是一反入口压力和二反出口压力之差。
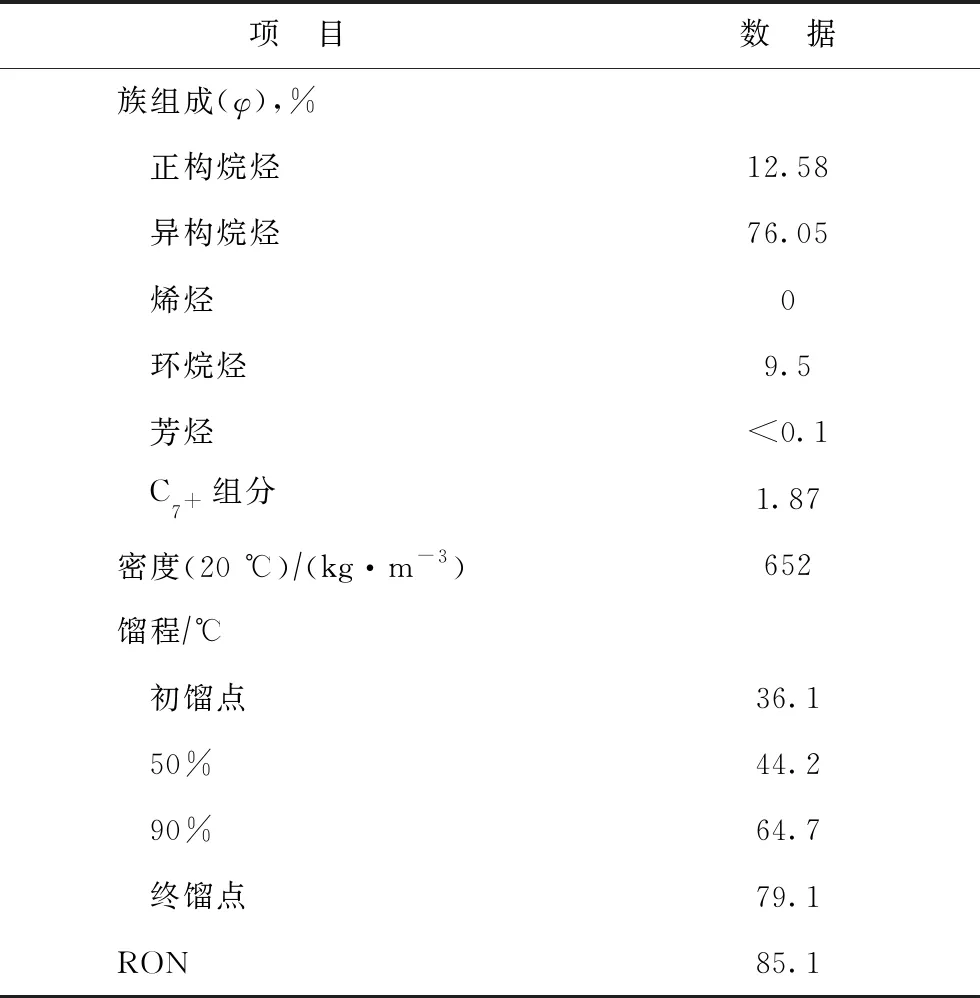
表7 异构化汽油产品主要性质
4 结 论
Penex-DIH异构化技术能够生产出理想的轻质汽油调合组分,可以改善成品汽油的辛烷值,得益于该技术设计了原料油、补充氢精制处理技术,使进入异构化反应器的原料油和补充氢都达到Ⅰ-82催化剂对杂质的指标要求,并且均优于UOP公司提出的指标要求。原料油和补充氢精制技术保证了Ⅰ-82催化剂的活性,为Penex-DIH工艺的长周期稳定运行提供了强有力的保障。