液货码头甲醇气回收方案探讨
2020-01-09李涛
李 涛
(南京扬子石油化工设计工程有限责任公司,江苏 南京 210048)
中安联合煤化有限责任公司(简称“中安联合”) 是由中国石化与皖北煤电合资组建。中安联合煤化一体化项目共分两期:一期工程建设170万吨煤制甲醇及转化烯烃和衍生产品,配套建设400 万吨/年煤矿,年产线性低密度聚乙烯35 万吨、聚丙烯35 万吨等。一期工程建造有一艘4#
液货趸船,输送能力260m3/h。根据生产规划,中安联合将通过水路出口甲醇、乙二醇各40 万吨/年。其中,一期工程通过水路出口MTO 级甲醇40 万吨/年,二期工程规划增加乙二醇40 万吨/年。
1 现状分析
中安联合液体化学危险品码头主要承担甲醇的接卸任务,设计接卸液体料能力为200 万吨/年。码头总长397m,分4 个500 吨兼顾1000 吨级的泊位,泊位上设计有4 条趸船顺水流连续布置,目前建造了一艘4# 液货趸船,输送能力260m3/h。根据生产规划,中安联合将通过水路出口甲醇、乙二醇各40 万吨/年。
2015 年4 月16 日,国家环境保护部和质量监督检验检疫总局联合发布《石油化学工业污染物排放标准》 GB31571-2015 国家标准,对石化行业提出严格、明确的排放要求,VOCs 的消除率达97%;并在第“5.4.4 挥发性有机液体传输、接驳与分装过程”条款要求“挥发性有机液体装卸栈桥对铁路罐车、汽车罐车进行装载,挥发性有机液体装卸码头对船(驳)进行装载的设施,以及把挥发性有机液体分装到较小容器的分装设施,应密闭并设置有机废气收集、回收或处理装置,其大气污染物排放应符合表4、表5 的规定。装车、船应采用顶部浸没式或底部装载方式,顶部浸没式装载出油口距离罐底高度应小于200 mm。”根据该标准要求,装船排放废气中非甲烷总烃≤120mg/m3,甲醇≤50mg/m3,乙二醇≤50mg/m3。
同时,根据中石化总部炼油事业部《关于加快推进炼油企业VOCs 提标治理工作的通知》(股份工单炼能〔2017〕 546 号)的要求:VOCs污染源治理项目排放浓度原则上应小于50mg/m3(焚烧法小于15mg/m3)。
为满足现行标准的废气排放要求,中安联合煤化工有限公司拟在液货码头上增设一套甲醇气回收处理装置,用来收集处理甲醇、乙二醇等货种装船作业时产生的尾气,达到减少VOCs 排放的目的。
2 改造方案
VOCs 处理技术要根据废气组成、气量大小、污染物性质和浓度、建设空间、处理标准要求、环境影响、投资费用和运行费用等因素选定,组分复杂、VOCs 浓度高的废气常采用组合处理工艺。VOCs 处理方法可分为回收法和破坏法。VOCs 质量浓度小于10000~30000mg/m3时,一般宜采用燃烧(氧化)破坏法处理,燃烧(氧化)装置包括催化氧化装置、蓄热燃烧装置、加热炉、焚烧炉、锅炉等;当VOCs 浓度大于该浓度时,宜采用吸附、吸收、冷凝、膜分离及其组合工艺回收处理,如不能达标再采用燃烧(氧化)破坏法。
根据经验数据,油品和化学品装载作业过程中甲醇排放气浓度一般在80000~300000mg/m3,部分工况下可能300000~350000mg/m3,远超过《石油化学工业污染物排放标准》GB31571-2015国家标准规定的≤50mg/m3,必须进行处理。
甲醇尾气回收适用的工艺处理方案主要有以下四种,简要对比见表1。
甲醇装船尾气特点是尾气浓度组分变化大(浓度由小变大并不是线性过程,当浓度到达60%左右时有一个陡线变化过程)、流量波动大、含氧,有机废气排放浓度可能短时间内超高,存在安全隐患。方案一工艺单一,在尾气浓度、流量大幅波动时可能出现短时间内处理指标不合格的情况,因此方案一不推荐使用。

表1 不同工艺技术对比说明
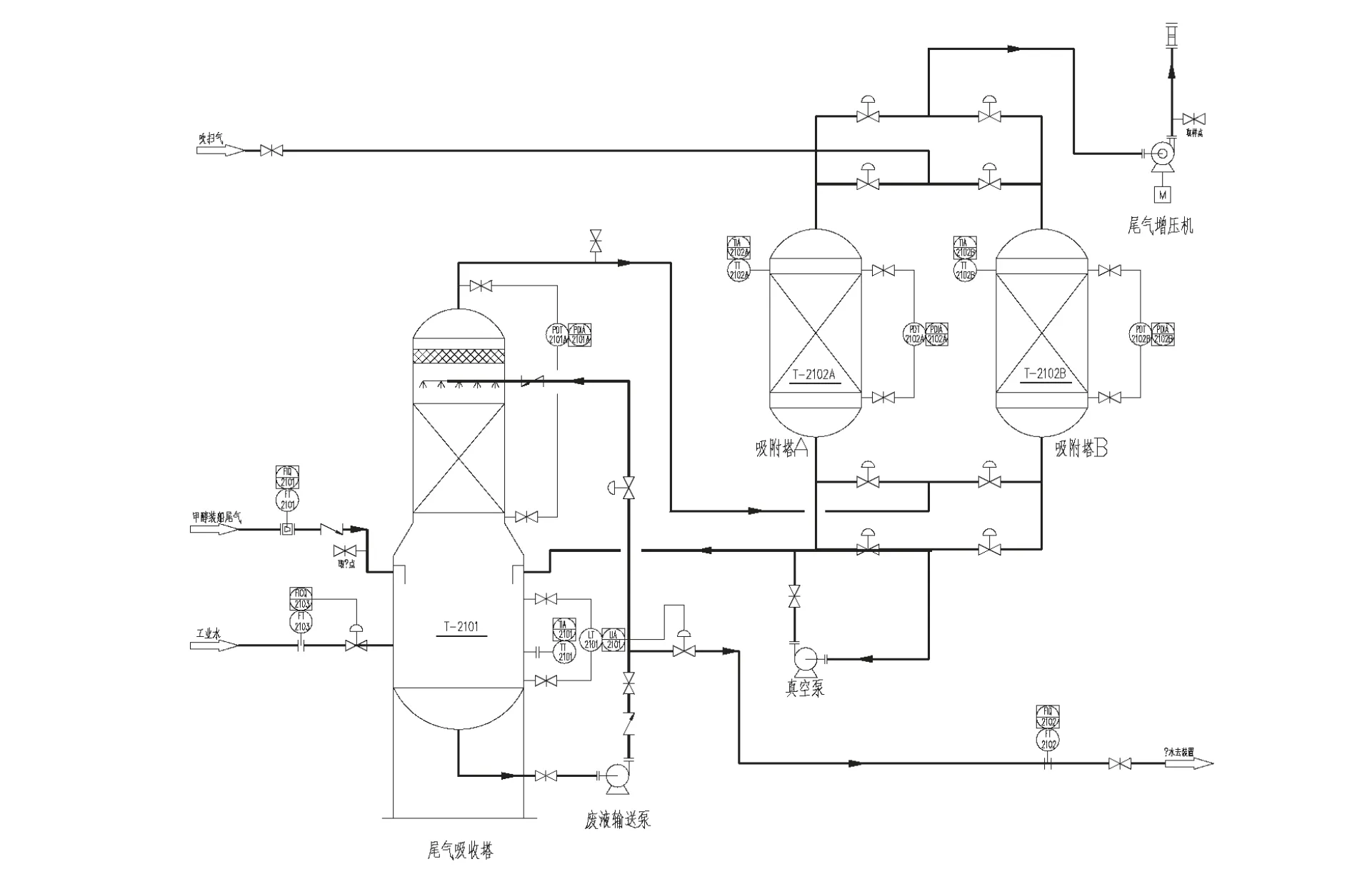
图1 方案二流程图
方案三“冷凝吸附工艺”与方案二“预洗+吸附吸收组合工艺”相比较,由于冷凝单元控制点和动设备较多,使用连续稳定性较差,三级制冷维持低温能耗相对较高,因此方案三不推荐使用。
方案四的RTO 在处理本项目时不能直接使用,因为其要求进气浓度低于甲醇爆炸下限的25%,甲醇爆炸极限范围6%~36.5%,因此需要前端进行预处理,常规预处理为通过冷凝工艺。通过前端冷凝将进气浓度降低至50~70g/m3,通过4500m3/h 配风将进气浓度进一步稀释降低至5g/m3,后端焚烧炉实际处理量为5000m3/h。进RTO 焚烧单元。
由于装船是非连续操作,需要电加热系统将蓄热体温度维持在较高温度(RTO 700~800℃),总体装机功率较高,日常使用能耗极大,焚烧装置在设计时需要考虑足够安全距离,明火设备存在一定安全隐患,目前行业内已有十数起因使用不当或其他原因发生闪爆的案例,因此方案四不建议使用。
综上所述,此次方案推荐使用方案二“预洗+吸附吸收组合工艺”进行甲醇装船气回收治理。
3 结论
经过对甲醇尾气回收方法的对比,结合中安联合现场情况,方案二从可实施性及经济性上更具有优势。通过增设甲醇尾气吸附设施使中安联合液货码头同时具备了甲醇装卸的能力,提高了码头的利用率,增加了生产经营的灵活性。