相控阵超声检测技术标准简介
2019-12-19
(1.烟台中集来福士海洋工程有限公司,烟台264000;2.上海船舶工艺研究所,上海 200032)
近年来,随着计算机处理能力的提高与晶片加工技术的成熟,相控阵超声检测技术得到了迅速发展,在各工业领域得到了广泛应用。与此相应的,国内外标准化机构开展了相关标准的制定和完善。
1 现有标准体系
目前,国际上相控阵超声检测的标准体系有国际标准化组织(ISO)标准、欧盟(EN)标准、美国主流标准等,其中美国标准包括美国机械工程师学会(ASME)标准和美国材料与试验协会(ASTM)标准。国内相控阵超声检测的标准体系有国家标准(GB)、地方标准(DB)、行业标准(NB、JB、QJ、DL、SY、船级社等)和计量技术规范(JJF)等。
这些标准包括:术语标准、设备标准、检测方法标准和验收标准等。
1.1 术语标准
目前只有一个正式出版的专门针对相控阵的术语标准EN 16018-2011《无损检测-术语-相控阵超声检测术语》。此标准中术语分为3个部分,总共79个术语。第一部分与声波相关,第二部分与检测设备相关,第三部分与检测相关。第二部分细分为两部分:阵列,仪器与系统性能。第三部分细分为三部分:检测技术,信号与指示,指示的评估。
ISO有超声术语标准ISO 5577-2017 《无损检测-超声检测-术语》,但此标准中未包含相控阵术语。ISO即将推出的相控阵术语标准ISO/DIS 23243 《无损检测-术语-相控阵超声检测用术语》 目前处于草案稿(DIS)阶段。此标准中术语分为三个部分,总共86个术语。第一部分与声相关,第二部分与检测设备相关,第三部分与检测相关。第二部分细分为两部分:探头,仪器。第三部分细分为三部分:检测技术,信号与指示,指示的评估。
目前美国标准体系中无单独的相控阵术语标准。ASTM E1316-19a 《无损检测术语标准》 第I部分超声术语中,列出了“阵列”“角度增益修正”“相控阵探头”“栅瓣”“线阵探头”“面阵探头”“线扫描”“扇扫描”“聚焦法则”等术语。ASME 《锅炉与压力容器规范 第V卷 无损检测》 2017版第一章强制性附录I 《无损检测术语汇编》 的超声部分中,列出了“扇扫描”“线扫描”“电子栅格扫描”“聚焦法则”“扫查计划”等术语。
国内目前没有单独的相控阵检测术语标准。GB/T 32563-2016 《无损检测-超声检测-相控阵超声检测方法》 中列出了16个与相控阵相关的术语。
1.2 设备标准
设备相关标准分为以下几部分:仪器、探头、组合性能标准以及校准规范。
仪器类标准有ISO 18563-1-2015 《无损检测-相控阵超声设备的特性和验证-第一部分:仪器》 和JB/T 11779-2014 《无损检测仪器-相控阵超声检测仪技术条件》。相控阵仪器标准的比较如表1所示。
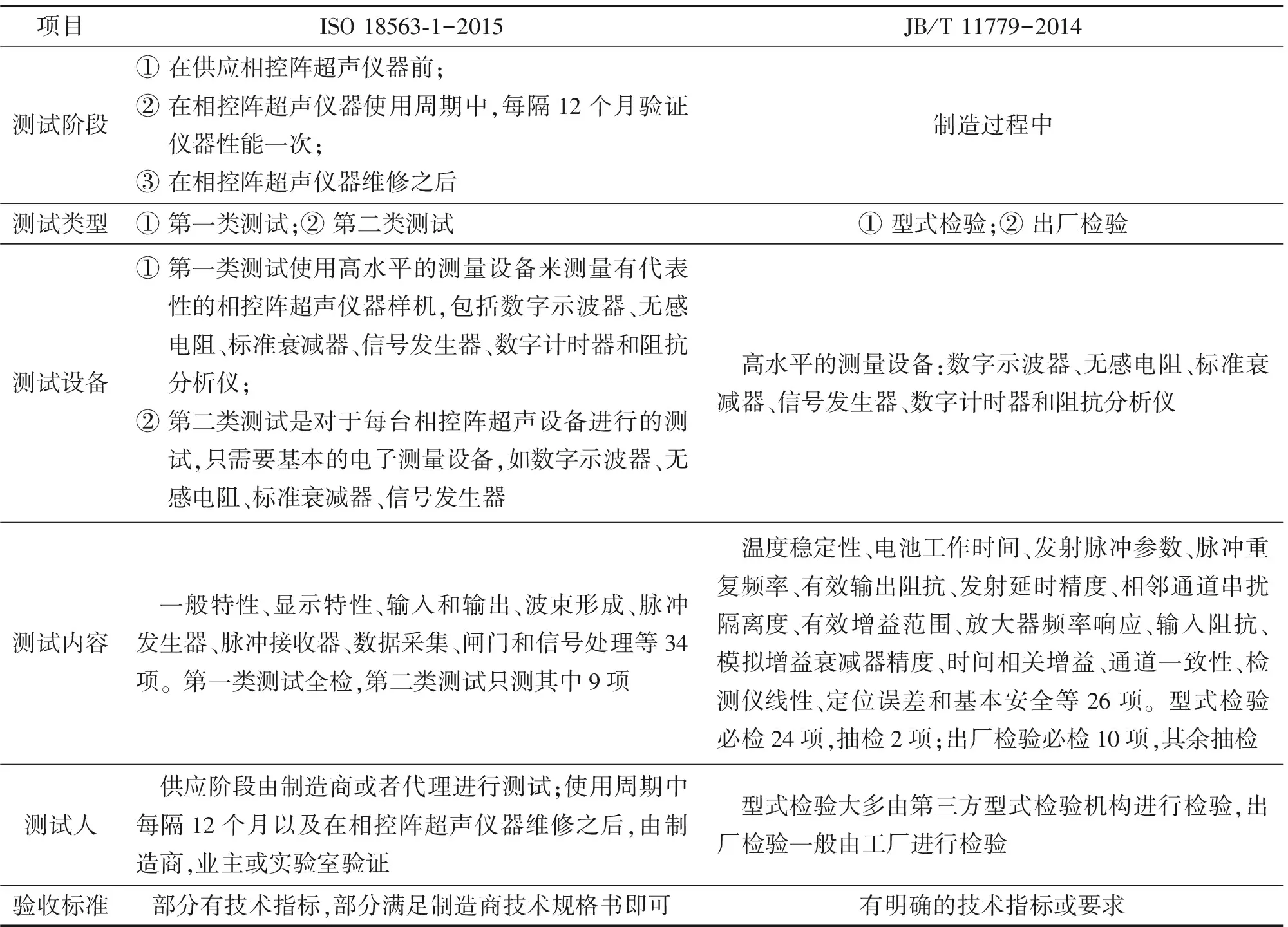
表1 相控阵仪器标准的比较
相控阵探头的标准有ISO18563-2-2017 《无损检测-相控阵超声设备的特性和验证-第二部分:探头》、ASTM E2904-2017 《相控阵探头的特性描述和验证标准指南》 和JB/T 11731-2013 《无损检测-相控阵超声探头通用技术条件》。表2所示为相控阵探头标准的比较。
相控阵仪器和探头组合性能评估的标准有ISO 18563-3-2015 《无损检测-相控阵超声设备的特性和验证-第三部分:系统性能》、ASTM E2491-13(2018) 《相控阵超声仪器和系统的性能特性评估标准指南》、GB/T 29302-2012 《无损检测仪器-相控阵超声检测-系统的性能与检验》和JJF 1338-2012 《相控阵超声探伤仪校准规范》。GB/T 29302-2012 采用重新起草法修改采用ASTM E2491-06。表3所示为相控阵仪器和探头组合性能标准的比较。
ISO 19675-2017 《无损检测-超声检测-相控阵(PAUT)校准试块规范》 是相控阵试块标准,规定了用于相控阵超声技术校准设备用钢试块的尺寸、材料和制造要求以及此相控阵试块的功能。此校准试块根据相控阵检测校准和设置的特点,在常规超声IIW试块基础上进行了改进。此校准试块除了可以实现IIW试块测量入射点、声束角度、声束偏离角、时基线线性、范围-延迟调整、衰减器线性、屏高线性、脉冲持续时间、主频率测量和信噪比的功能外,还可以测量楔块延迟、栅瓣评估、激活晶片评估、线扫描的灵敏度设置、扇扫描的灵敏度设置和横孔位置布局检查等。

表2 相控阵探头标准比较
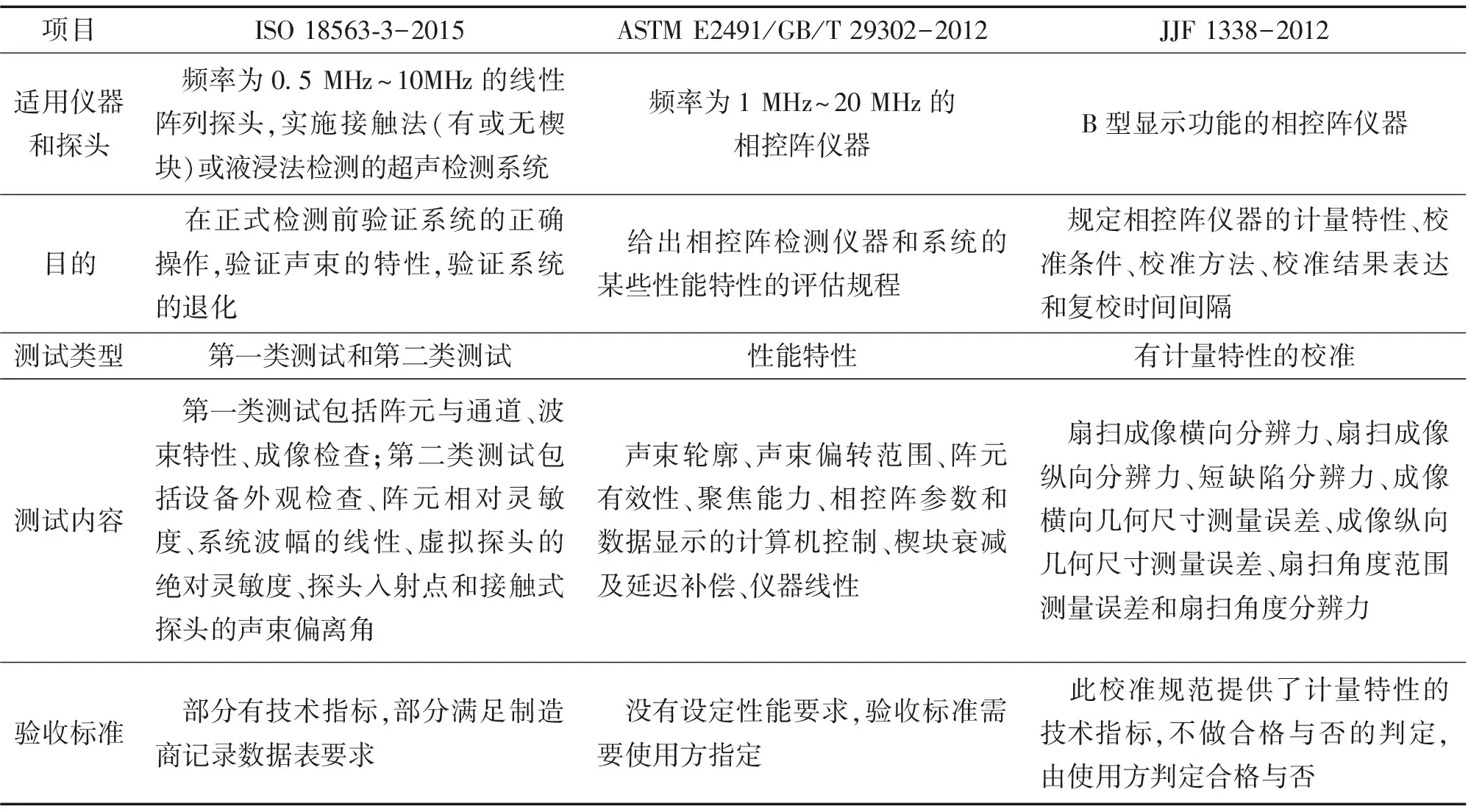
表3 相控阵仪器和探头组合性能标准的比较
1.3 检测方法标准和验收标准
随着相控阵检测在各行业的应用,相应的检测方法标准和验收标准也得到了发展。
ISO相关的标准有ISO 13588-2019 《焊缝无损检测-超声检测-使用自动相控阵技术》、ISO 20601-2018 《焊缝无损检测-超声检测-使用自动相控阵技术检测薄壁钢部件》和ISO 19285-2017 《焊缝无损检测-相控阵超声检测-验收等级》。前两个是检测方法标准,第三个是验收标准。我国在2016年颁布的GB/T 32563-2016 《无损检测-超声检测-相控阵超声检测方法》也是检测方法标准。表4给出了ISO 13588-2019、ISO 20601-2018和GB/T 32563-2016的简单比较,表5给出了ISO相控阵标准中各相关等级的关系。
ASME出版的锅炉与压力容器规范中也有相控阵检测要求的相关部分。 ASME 《锅炉与压力容器规范 第V卷 无损检测》 2017版是无损检测技术方法卷,其第四章焊缝超声检测的强制性附录Ⅳ给出了使用线性阵列的相控阵手动栅格检测的技术要求、强制性附录Ⅴ给出了线性阵列沿线扫查时使用扇扫描和线扫描技术的要求、强制性附录X给出了高密度聚乙烯超声检测的要求、非强制性附录E计算机成像技术中介绍了相控阵技术以及非强制性附录P给出了相控阵成像的解释。第V卷中没有给出验收标准,验收标准和额外的检测技术要求在ASME锅炉与压力容器规范的相关产品卷中可以找到。对于压力容器,当板厚大于6 mm的焊缝进行100%射线检测时,可以用相控阵检测代替射线检测,相控阵具体的检测和验收要求见ASME 《锅炉与压力容器规范 第Ⅷ卷 第二分册 压力容器建造替代规则》 的7.5.5条款。对于动力锅炉,规范案例CC2816指出,当板厚大于等于6 mm小于13 mm时,可以使用相控阵检测代替射线检测。ASME 《锅炉与压力容器规范 第I卷 动力锅炉》 提出了动力锅炉制造时,当板厚大于等于13 mm时,可以根据第I卷非强制性附录E的要求,使用相控阵检测代替常规超声检测以及根据规范案例CC2235的要求,使用相控阵检测代替射线检测。非强制性附录E 、CC2235和CC2816给出了检测要求和验收标准。
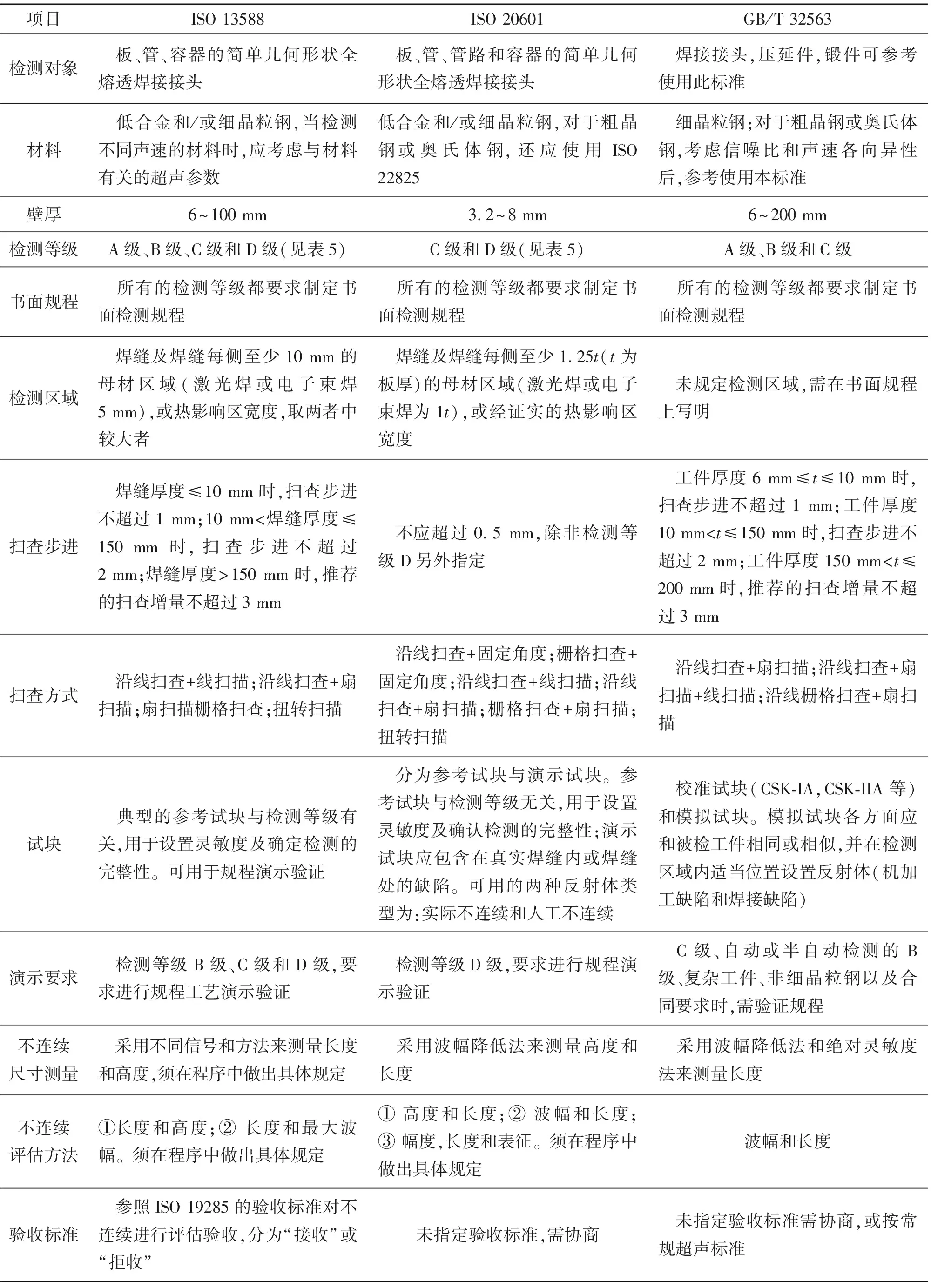
表4 ISO 13588、ISO 20601和GB/T 32563的比较

表5 ISO相控阵标准中的相关等级
美国材料与试验协会(ASTM)颁布了几个相控阵检测方法标准,包括ASTM E 2700-14 《使用接触式相控阵超声检测焊缝的标准指南》、ASTM E3044-16 《聚乙烯热熔焊对接接头的超声波检测标准指南》 和ASTM E3170-18 《聚乙烯电熔焊对接接头的相控阵超声检测标准指南》。其中ASTM E3044-16 《聚乙烯热熔焊对接接头的超声波检测标准指南》 规定了两种超声波检测技术:衍射时差技术(TOFD)和相控阵超声检测技术。每种技术都有其自身的优点和检测要求,需要按照合同文件中的约定选择检测技术。表6给出了这几个标准的简单比较。
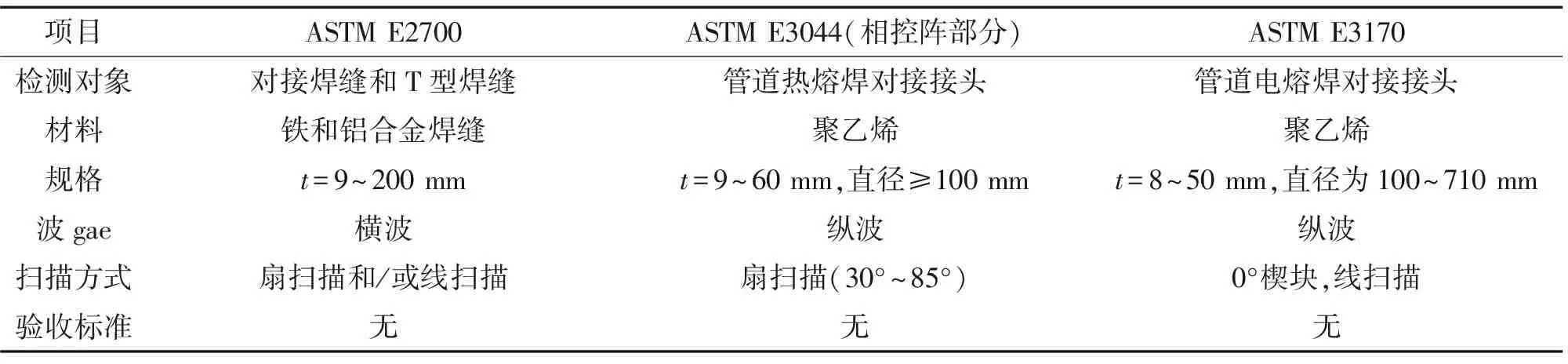
表6 ASTM相控阵检测方法标准比较
GB/T 29461-2012 《聚乙烯管道电熔接头超声检测》 规定了公称直径为40~400 mm的聚乙烯管道超声检验要求和验收标准。此标准虽然没有强制要求相控阵检测,但是要求设备具有B扫描实时成像功能,选择探头时优先选用相控阵聚焦探头。
我国各地也相继颁布了一些地方相关标准,包括DB 12/T 760-2018 《钢制承压设备焊接接头相控阵超声检测》、DB 31/T 1058-2017 《燃气用聚乙烯(PE)管道焊接接头相控阵超声检测》、DB 37/T 3142-2018 《小径管焊接接头相控阵超声检测技术规程》和DB 37/T 3143-2018 《小径管管座角接焊接接头相控阵超声检测技术规程》。这几个地方标准的简单比较如表7所示。
能源部标准NB/T 47013第15部分 《相控阵超声检测》 目前还处于征求意见稿阶段,规定了承压设备采用相控阵超声检测的方法和质量分级要求。此标准适用于金属材料制承压设备用原材料或零部件和焊接接头的相控阵超声检测,以及金属材料在用承压设备的相控阵超声检测。对于板材和聚乙烯管道的电熔接头,可参照附录进行相控阵超声检测。
JB/T 13466-2018 《无损检测-接头熔深相控阵超声测定方法》 规定了采用一维线性阵列相控阵超声检测技术来测定部分熔透接头的熔深方法,适用于碳钢母材厚度范围为6~60 mm的熔化焊对接、角接和T型接头的部分熔透焊缝。检测的关键是参考试块的制作,标准要求在接头熔深参考试块或相似的带有部分熔透的参考试块上进行工艺验证。参考试块与被检工件在材料、形状、主要几何尺寸、焊接坡口形式和焊接工艺等方面应相同或相近,应在需要验证的位置设置接头熔深,接头熔深的高度应符合设计规范或合同要求。
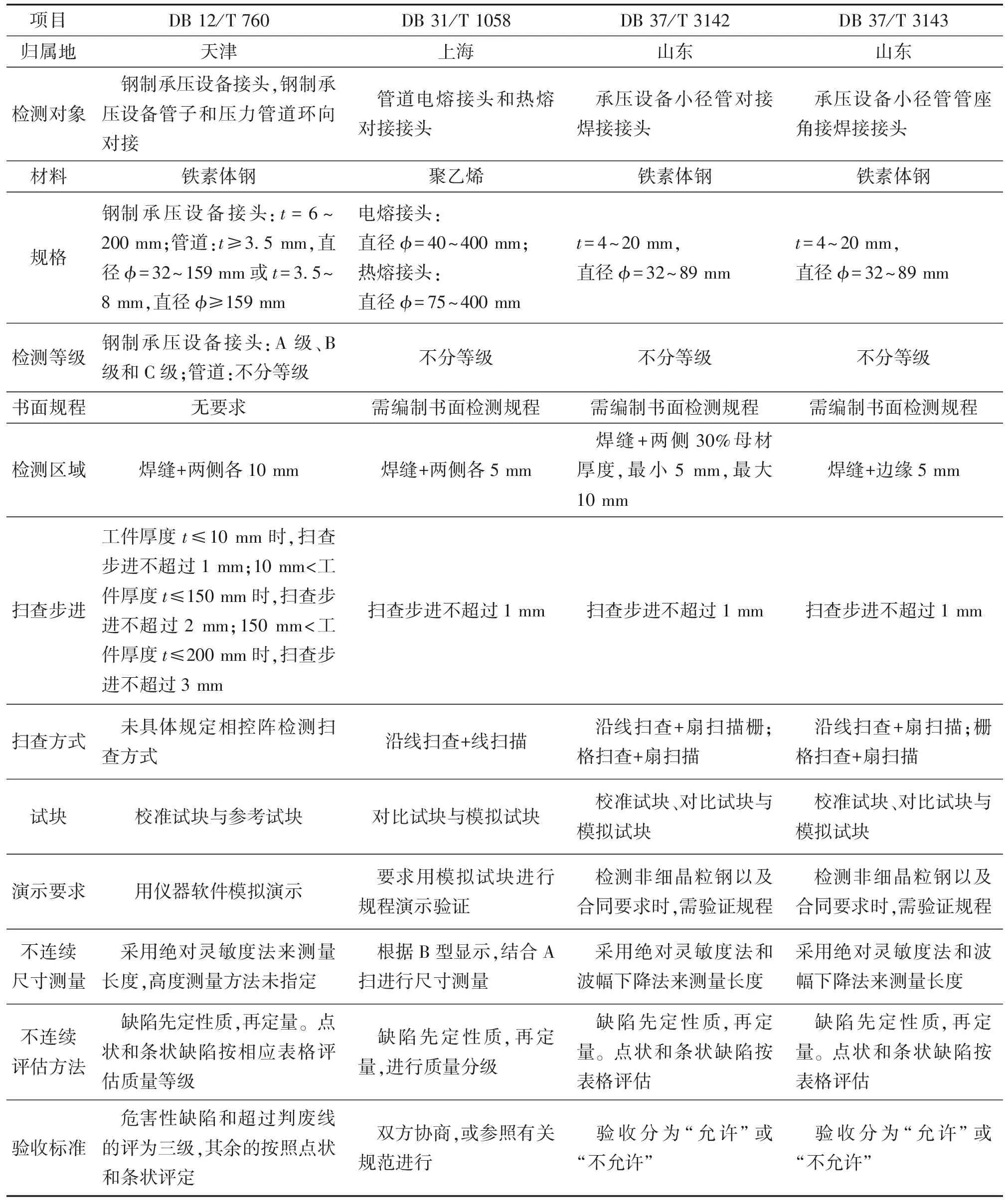
表7 相控阵检测地方标准比较
在国内众多行业标准中也有相关检测标准,包括QJ 20045-2011 《铝合金搅拌摩擦焊相控阵超声检测方法》、DL/T 1718-2017 《火力发电厂焊接接头相控阵超声检测技术规程》 以及SY/T 6755-2016 《在役油气管道对接接头相控阵超声及多探头检测》。其中SY/T 6755包括两种超声检测技术,分别为相控阵超声检测和全自动超声检测技术。标准要求,对于管壁厚度范围为3.5~50 mm 的油气管道环向对接接头、角向对接接头及制管对接接头的检测,宜采用相控阵超声扇形扫描进行检测。对于管壁厚度范围为6~50 mm 的油气长输管道环向等壁厚的对接接头,宜采用自动超声波检测系统进行检测。这几个行业标准的简单比较如表8所示。

表8 相控阵检测行业标准比较
中国船级社这几年也在积极推行相控阵和TOFD技术。目前出版了GD16-2018 《船用厚板焊接接头衍射时差技术(TOFD)及相控阵超声(PAUT)联合检测技术指南》 和GD15-2018 《衍射时差法(TOFD)和相控阵超声检测(PAUT)技术应用指南》。GD16-2018规定了使用衍射时差技术(TOFD)及相控阵超声(PAUT)联合检测方法对船舶结构/构件厚板对接接头进行检测的方法及要求。使用时应注意相控阵检测要求与TOFD检测要求的区分。表9给出了船级社指南中相控阵技术要求的简单比较。
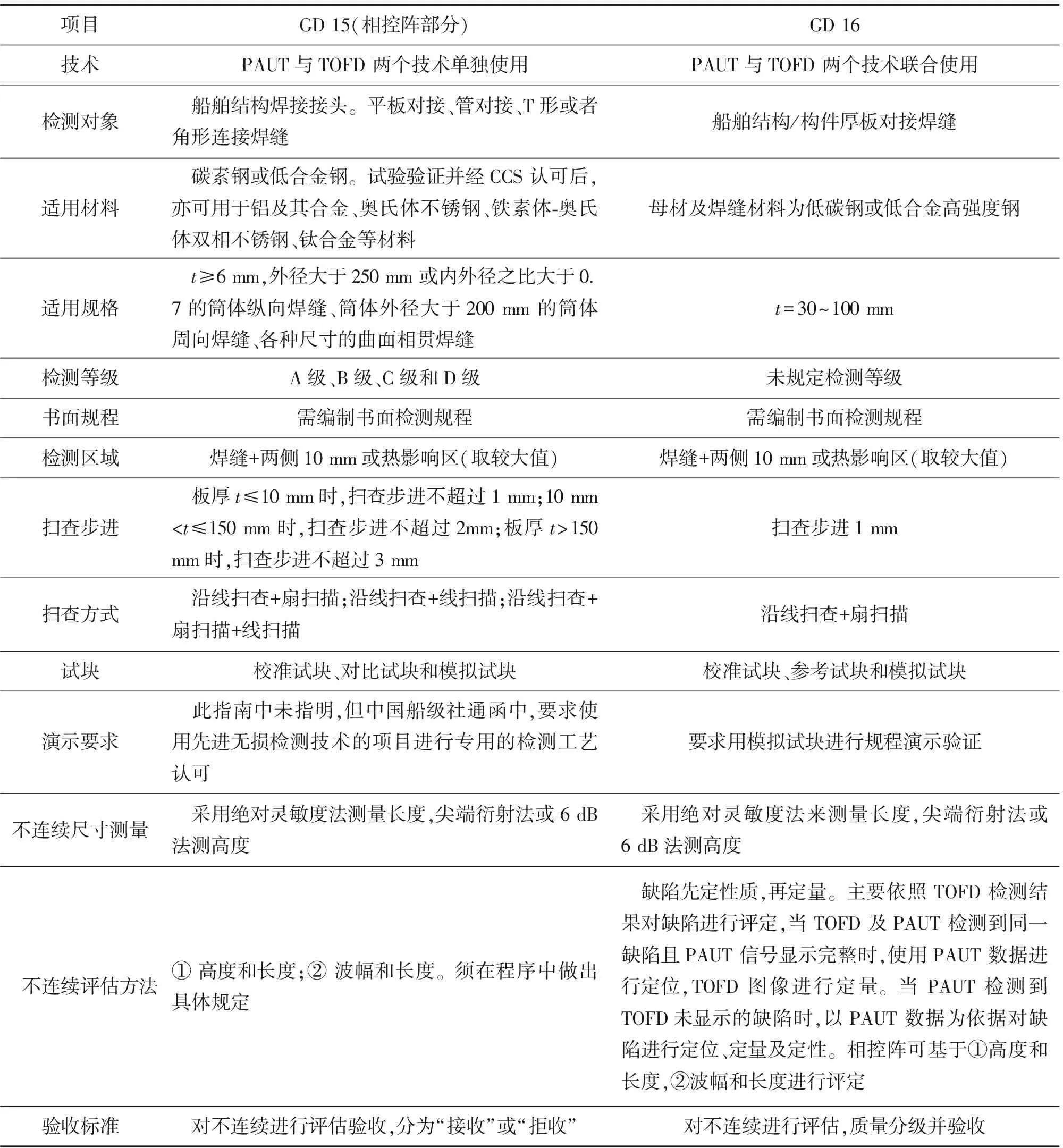
表9 船级社指南中相控阵检测要求比较
2 结语
相控阵检测技术的发展和应用,需要各类标准的支持。相比而言,ISO标准体系较为完整,国内标准体系相关标准还有待开发和完善。目前,相控阵检测和验收标准大多针对焊缝,而很多原材料和复杂构件也利用相控阵的检测灵活性、成像功能和精确定量功能进行检测,这类标准还较欠缺,需要开发。
