不锈钢电极电切性能及表面粘附行为研究
2019-12-10肖明胡树兵
肖明,胡树兵
华中科技大学 材料成形与模具技术国家重点实验室,武汉市,430074
0 引言
高频电刀具有切割快、操作简单、可减少患者术中失血量,相较于激光刀、超声刀等电外科手术器械,具有成本低廉,适用范围更广的优点,在临床手术中已经得到了广泛的使用[1-3]。高频电刀主要由高频电源主机、电流回路、工作电极和负极板几部分组成,其工作原理主要是利用高频电流流经目标组织后,组织中带电粒子发生剧烈震荡使温度升高,使得组织发生气化和凝固的现象,从而达到电切的目的。
目前对高频电刀的研究基本集中在高频电源设计和使用安全性等方面[4],针对于电刀电切性能和表面粘附现象这方面研究较少,临床医生术中的操作标准主要依靠临床病例观察或者活体实验得出,使得不同操作者的操作方式(切割速率、切割功率等)存在差异,不利于实现最佳的手术效果。在工作过程中,电刀对周围正常组织有热影响,且汽化的组织会粘附在电极的表面,会发生切不动、粘附物对正常组织造成扯伤等二次伤害等现象,通常需要增大输出功率、更换刀头或者是对刀头进行清理后继续手术,严重影响了手术的进程,延长了手术时间,手术效果低[5]。
本试验利用自主研发的X-Z两轴联动设备上进行电切试验,对电切过程中电切性能进行研究,实验结果有助于总结和掌握电切过程中的基本规律和揭示高频电刀工作过程中电刀表面粘附物形成过程及粘附机理,对高频电刀的发展和临床手术有一定的指导作用。
1 实验材料与方法
1.1 实验材料
实验所使用的电切对象为正规商户购买的猪里脊肉,试验前将购买的里脊肉切割成10×5×2 cm3的块状试样,便于后续电切试验与现象的观察,切块后用超纯水清洗猪里脊肉表面,并置于通风橱风干表面水分,完成切割对象的准备工作。
电极材料为目前广泛使用的304不锈钢电极,电刀形状为扁刀型,电切示意图如图1所示。

图1 高频电刀试验装置Fig.1 Electrosurgical unit testing device
1.2 实验仪器与设备
电切试验选用LBS-G21-J高频电刀的纯切模式;操作设备选用X-Z两轴联动设备,控制切割深度和移动速率的效果;利用红外热成像仪记录电极温度;借助傅立叶变换显微红外和场发射扫描电子显微镜对粘附物成分及粘附物-基体界面分析;利用如图2所示的测量装置测量粘附物与电刀之间的粘附力,测量装置与粘附物之间利用结构胶进行连接。

图2 粘附力测量装置Fig.2 Adhesion force measuring device
1.3 试验方法
为了得到明显的变化趋势,试验用大功率对猪里脊进行切割,试验参数涉及:电切深度5和10 mm,切割功率40 W、60 W和90 W;切割速率1 mm/s、5 mm/s和10 mm/s,每组重复3次取平均值进行分析。
2 结果与讨论
2.1 电切速率对电极温度的影响
图3是功率为40 W,切深为5 mm,1 mm/s、5 mm/s和10 mm/s三个切割速率下红外热成像的温度值。电刀工作部位温度均超过100oC,最低为125.3oC,随着切割速率的增加达到165.5oC。分析认为在电切中,电极热量主要来源有电弧放电热、电阻热以及与猪里脊的热辐射,由于电弧放电温度较其它两种方式高,为热量的主要来源。切割速率增加使单位时间内电切量增大,电极表面起弧点数量增加,热量不断积累导致电极温度上升。5 mm/s速率比较接近日常使用且温度较低,作为后续试验的移动速率使用。

图3 切割速率与电极温度Fig.3 Cutting rate and electrode temperature diagram
2.2 电切功率对热损伤和粘附组织的影响
功率为40 W,切深为5 mm,不同功率电切后组织宏观形貌如图4所示,将切痕宽度+热损伤区域(边缘组织中白亮部位)作为损伤宽度,利用Photoshop软件对图4中的伤痕宽度进行测量,结果绘制曲线如图5所示。从结果中可以看到,热损伤宽度随着电切功率的增加而增加,但增幅有缓慢降低的趋势,结合切口形貌分析,认为在功率增加的时候,电极放电能力增强,可以击穿更厚的空气膜,导致创口变宽,电极温度随功率的增大而升高,有更多的热量散失到周围的组织,导致热损伤区域(图中白亮位置)增大。
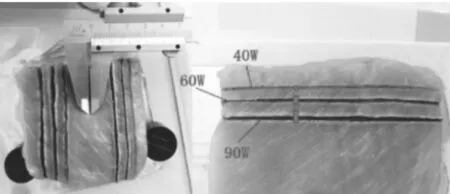
图4 电切后组织表面形貌Fig.4 Microstructure surface morphology after electrosection
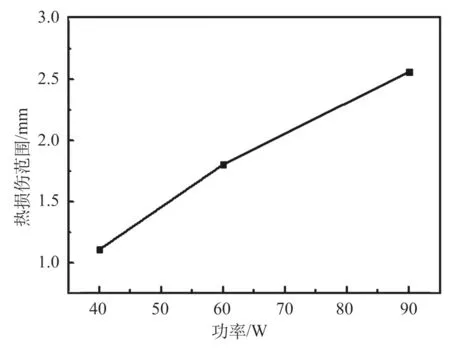
图5 不同功率对组织热损伤宽度曲线Fig.5 Thermal damage width curves of tissues at different power levels
2.3 粘附物特性及粘附现象分析
图6是工作后电极的典型形貌,电极粘附物从上到下分为黄色焦痂、灰色焦痂和黑色焦痂。A、B和C区红外分析结果见图7中的(a)、(b)和(c)图。

图6 典型的电极表面形貌Fig.6 Typical electrode surface morphology

图7 A、B和C三个区域红外光谱图Fig.7 Infrared spectra of three regions A、B and C
特征峰位说明两个区域的物质不一样,图7(a)含有-CH2-的C-H对称伸缩振动、-CH-面内弯曲振动和-CH-面外弯曲振动等有机物简单的特征峰;图7(b)有3 270.1 cm-1对应的N-H、1 644.85 cm-1和1 516.12 cm-1对应的蛋白质酰胺的伸缩振动,说明灰色焦痂存在氨基酸、蛋白质和酯类,而灰色则来源于高分子碳化后形成的碳元素。图7(c)特征峰更多,说明c位置官能团更丰富,信息更复杂。说明电极表面不同区域粘附物颜色变化是由于粘附物性质发生了变化导致[7]。
电切中产生的烟雾颗粒表面形貌如图8所示,主要由圆球状和扁圆状两种形状组成,粒径为20 μm左右。能谱分析表明颗粒含有C、O、P、Na、K等蛋白质、脂肪和盐的组成元素,说明白色烟雾颗粒来源于电切中破裂的组织,电切过程中细胞液汽化使细胞破碎成细小颗粒,细胞液中的盐析出粘附在颗粒物表面,随颗粒一起离开肌体,粘附在电极表面或者是进入大气中[6]。
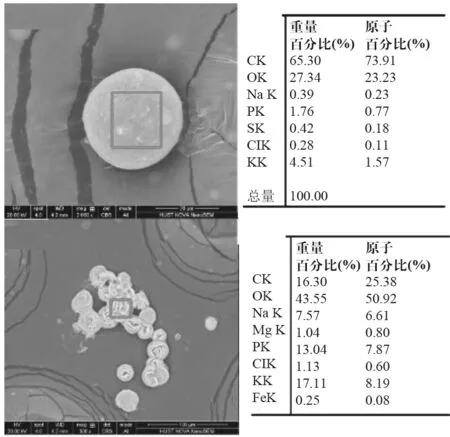
图8 粘附颗粒及成分分析Fig.8 Adhesive particles and component analysis
2.4 电极粘附力及粘附机理分析
电极不同位置粘附力曲线如图9所示,粘附力从前到后依次降低,最大值位于电极前端在130 MPa以上,较大的粘附力使粘附物较难清除。
图10为经过抛光处理后电极工作前和工作后的截面图,过抛光处理后,电极截面平直,表面无孔洞与凹坑。上面的图是在大功率工作之后的电极截面,存在较多明显的凹坑。304不锈钢的熔点在1 300~1 400 ℃之间,耐高温能力差,电弧在放电瞬间弧柱温度较高,在起弧位置留下了显微凹坑,弧柱附近的粘附组织发生碳化。破碎的细胞颗粒在凹坑内不断积累填充,显微凹坑的存在增大了粘附物与电极的接触面积,使粘附力增大。

图9 不同位置粘附力曲线Fig.9 Adhesion force curves at different locations
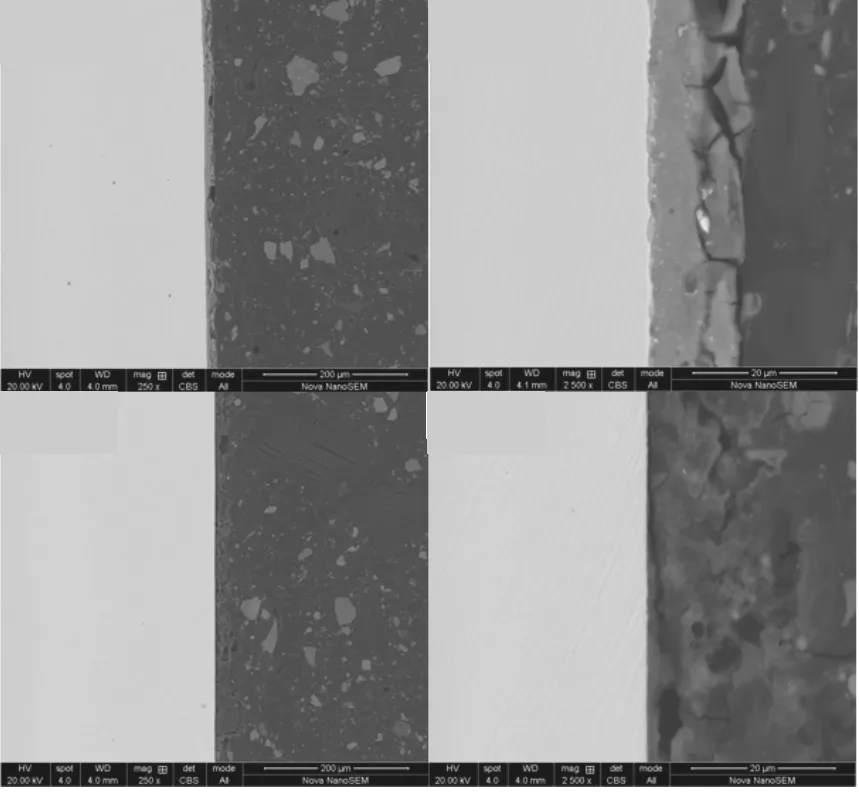
图10 上面为工作后的电极截面;下面为工作前电极截面Fig.10 Cross section of working electrode on the top;Unworked electrode cross section on the botton
图11为电极截面凹坑位置面扫元素分布图,结果显示各元素分布不均,电刀与粘附物之间没有明显的分界线。用红线将黏附界面分成如图11的A、B和C三个区域,对所含元素统计结果如表1所示。C区域主要含有K、Na、O、P和Cr等粘附在电极表面的组织组成元素,其中的Cr元素来源于304不锈钢,根据埃林厄姆—查理森图[8]可知,在1 600 ℃以下,氧化铬的标准生成自由能低于铁的氧化物,所以铬元素较易与氧结合并发生移动,氧化后形成铬的氧化物或者是铬酸盐;B区域为交界位置的过渡区域,组织组成元素K和Na的含量明显减少,此外含有Ni、O、P、Fe和Cr元素,说明该位置有氧化物或者是盐类物质生成,而Ni元素在电极放电过程中,向电极表面富集,很有可能与氧气结合形成氧化物;A区域为不锈钢基体区域。由于不锈钢中的元素在各种作用下扩散到基体-粘附物界面甚至是粘附物中,导致基体与粘附物之间的结合不仅仅只是机械啮合,而是发生了元素扩散的结合,导致粘附物的结合力急剧上升。

图11 显微熔融凹坑EDS面扫Fig.11 EDS surface scanning of micro-melt pit

表1 A、B和C三个区域元素汇总表Tab.1 Summary of three regional elements A,B and C
图12为电切模式下电刀表面组织粘附机理示意图,猪里脊由肌细胞组成,而肌细胞内含有直径约为1~2 μm的肌原纤维。电切时大电压击穿了组织和电极之间的空隙,产生电弧,猪里脊组织液在电弧和组织热效应等共同作用下升温发生汽化使细胞破碎成颗粒或肌原纤维等颗粒飞向电极表面,起弧点高温导致电极表面形成显微凹坑,凹坑位置的电极截面如图12最后一张图,靠近电极位置为高温变性碳化的粘附物,表层则为未完全变性的有机物。显微凹坑内填满了碳化的粘附物,增大了粘附物与电极的接触面积,电极表面与粘附物发生了元素的聚集和扩散,导致界面间的粘附力急剧增大。

图12 304不锈钢电极电切模式下表面组织粘附机理Fig.12 Adhesion mechanism of surface structure of 304 stainless steel under electrosurgical resection mode
3 结论
(1)电切时电极移动速率为10 mm/s时电极温度达到了165.5 ℃,随着电切功率的增加,电刀对周围组织的热损伤程度增加。
(2)电极表面的粘附物主要来自组织破裂后形成的颗粒在电极表面不断积累,类似于喷涂过程,工作区粘附物红外特征峰明显减少,为碳化组织和简单的有机物。
(3)电切中电弧放电使耐高温能力差的不锈钢电极发生显微熔融,表面形成锯齿,增大了粘附物与电极之间的粘附面积,且粘附物与电极边缘位置存在元素富集和扩散现象,导致粘附力增大,最高达到130 MPa以上。
