甲醇储罐的蒸发损耗分析及对策
2019-12-06丁丽芹念利利袁晓东李孟阁梁生荣
丁丽芹,念利利,袁晓东,李孟阁,梁生荣
(1.西安石油大学 化学化工学院,陕西 西安 710065;2.中煤鄂尔多斯能源化工有限公司,内蒙古 鄂尔多斯 017000;3.西安石油大学现代分析测试中心,陕西 西安 710065)
甲醇作为基本的化工原料和新型清洁能源之一,用途十分广泛,下游产业众多,覆盖面广;尤其是甲醇制甲醇燃料、甲醇制烯烃(MTO)、甲醇制芳烃(MTA)、甲醇制汽油(MTG)等工艺技术的蓬勃发展[1],其在石油化工和日常生活中的作用越来越重要。
石化品储罐作为化工生产中最基础的生产辅助设施之一,在其运行过程中会产生大量的挥发性有机物(VOCs)[2]。VOCs的无组织排放不仅造成油气资源的浪费,还严重污染环境,危害人类健康,且在局部地区有可能造成火灾爆炸危险[3-4]。因此,石化企业储罐VOCs的无处理排放受到社会越来越多的关注,并成为我国大气污染防治的重点之一。近年来,国家针对VOCs的排放标准不断完善,相关政策法规陆续出台,企业直连大气的储罐储存方式已不符合环保需求,将原有的常压连通大气的储存方式改造为气相密闭回收处理方式刻不容缓。
1 甲醇存储损耗分析
1.1 甲醇存储蒸发
甲醇蒸发损耗的原因包括以下几种[5-7]:
(1)自然通风损耗。产生该损耗的主要原因是由于储罐不严密,其多发生在容器破损、顶板腐蚀穿孔、呼吸阀未安装阀盘、消防系统泡沫室玻璃破损及量油口和采光孔漏气等情况。日常只需要加强管理,及时维护,是完全可以避免的。
(2)“小呼吸”损耗。当油罐静止储油时,由于外界温度变化,造成罐内油温和油气浓度的变化而引起的损耗称为油罐的静止储存损耗,又称油罐的“小呼吸”损耗。当油罐未进行收付料作业时,罐内液面处于静止状态,油气充满油罐气体空间。由于外界气温变化导致罐内气体空间和油面温度发生变化,从而使混合气压力发生变化,罐内压力升高至呼吸阀额定正压值或降低至呼吸阀额定负压值时,油气随着混合气通过呼吸阀呼出罐外或呼吸阀的真空阀盘打开,吸入空气或氮气,从而加速油品蒸发。
(3)“大呼吸”损耗。“大呼吸”损耗是指当油罐在进行收付料作业时,由于储罐液位的变化,导致油气呼出或外界空气或氮气吸入而造成的损耗。当油罐收付料作业时,随着罐内液位的变化,气体空间的混合气压力随之变化。当罐内混合气压力超过呼吸阀额定正压值或低于呼吸阀额定负压值时,呼吸阀盘自动开启,呼出混合气体;或真空阀盘自动开启,吸入外界空气或氮气以平衡罐内压力,造成蒸发损耗。
1.2 蒸发损耗分析
某化工企业以甲醇为原料,采用甲醇制烯烃技术生产聚乙烯、聚丙烯产品。该企业共设置1个甲醇原料罐组,由4座30000m3的内浮顶罐组成,并采用氮封系统,隔绝油品与空气,以减少油品蒸发损耗,但仍然存在以下问题:
(1)内浮顶罐罐顶和罐壁设置的通气窗和通气孔,并未完全消除油气空间,为罐内的油气挥发留有余地。实际生产中,内浮顶油罐往往受外界风环境的影响,自然风自由出入通气孔必然会带来油气损耗[8]。
(2)内浮盘与罐壁间的密封材料,长久使用会出现不同程度的老化损耗,再加上内浮盘检修不便,造成罐壁与密封圈的间隙扩大而增加蒸发损耗。
(3)内浮顶罐储油时易受外界昼夜温差的影响,罐内油气浓度发生变化,造成甲醇损耗。
该企业2018年7-12月主反应装置负荷平均为105%,生产运行平稳,期间甲醇罐区共收料96.7万t,付料通过输送泵外送至下游反应单元,期间共消耗甲醇95.2万t,对该段时间内的原料甲醇罐区气相挥发量进行统计分析(详见表1~表3)。

表 1 7月储罐挥发总量
7月1日06:00至8月1日06:00期间流量计净总累积流量为:
4382.631+73503.781+67156.321+60808.730=205851.463Nm3。

表2 7月抽取呼吸阀排放甲醇含量分析数据
7月甲醇总排放质量为:
205851.463×6.53%×103÷22.4×32.04×10-6=19.227t
同时,也得出8-12月甲醇蒸发损耗量,如表3。

表3 7-12月各月甲醇蒸发损耗量
7-12月期间日均甲醇损耗为:
113.729/184=0.618t
推算年甲醇损耗质量为:
365×0.618=225.6t
由上可知,7-12月期间日均消耗甲醇约0.618t,若装置负荷等条件不变,该企业甲醇原料罐区每年约有225.6t物料蒸发排放损耗,按该地区甲醇年均价3000元/t计,甲醇储罐蒸发的经济损失为67.8万元/a。此外,储运罐区为公司的一级重大危险源,排放至大气中的气相甲醇与空气在一定范围内可形成爆炸性混合物,易引发巨大的安全隐患。
2 降低损耗的措施
为了保证运行安全,降低损耗,使其排放符合环保要求,吸附[9]、吸收[10]、冷凝[11]、生物降解[12]、催化氧化[13]等治理VOCs的技术相继被提出。不同的VOCs治理技术都有各自的适用范围和局限性,各类治理技术比较见表4[14-17]。
该企业原甲醇原料储罐罐顶设置2台液位计、1台压力表、1个人孔、1个透光孔、4个呼吸阀、1个紧急排放人孔、1个自力式氮封阀门,内浮顶罐工艺流程简图如图1。针对该工艺流程存在的问题,拟新增甲醇回收系统,可在原有氮封阀连接储罐的法兰处进行改造(点1处),避免储罐罐体开孔;同时,在氮气管道及罐区内管墩处均有预留管道位置,可用于新增管道的铺设,避免罐体新增焊接和减少土建施工,具有可行性。
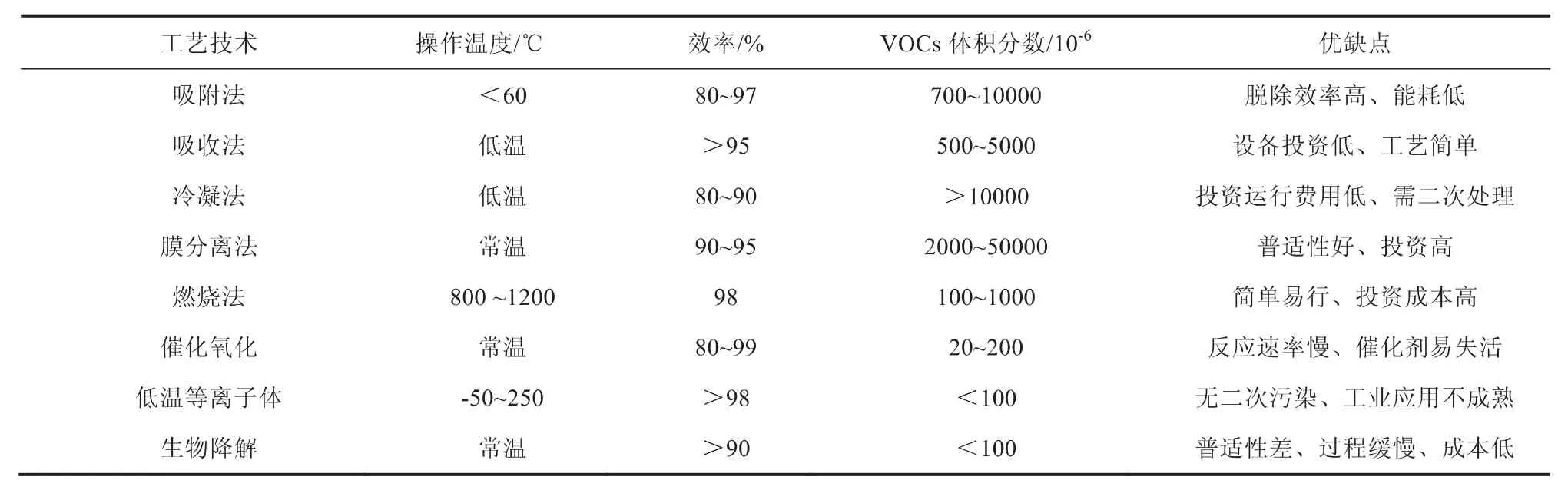
表4 VOCs治理技术比较
企业技改需要考虑诸多因素,如VOCs浓度、气体流量以及排放要求、回收的可能性、发生爆炸、火灾危险事故的可能性等,推荐采用水做吸收剂的吸收法或活性炭吸附法处理有机废气。
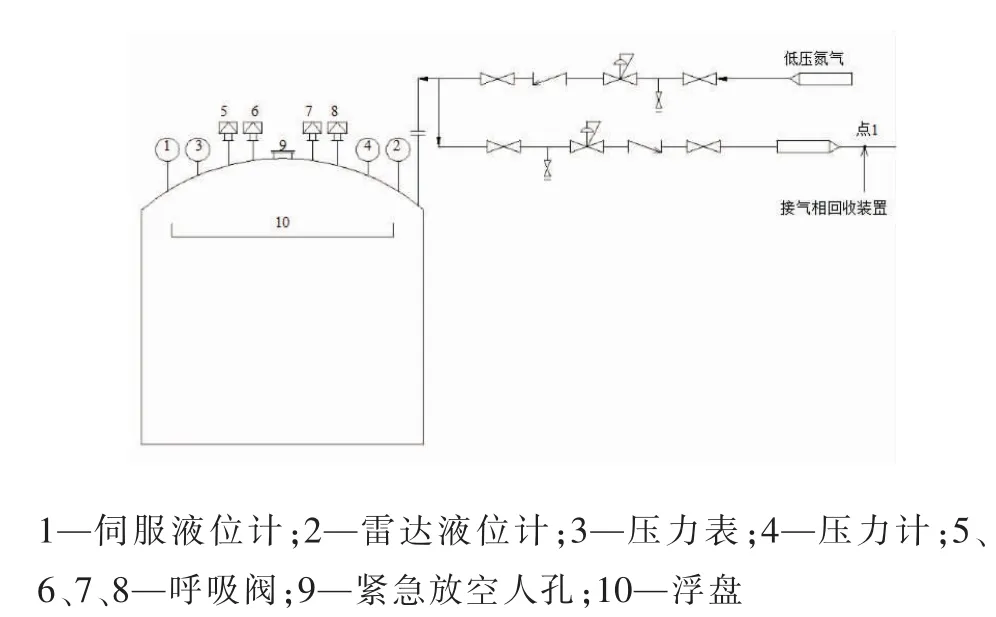
图1 内浮顶罐工艺流程简图
2.1 吸收法
吸收法是基于相似相溶原理使有机废气溶于吸收液,达到处理有机废气的目的。常见的吸收剂可分为矿物油(如柴油、洗油等非极性矿物油)、水复合吸收剂(如水-表面活性剂-助剂、水-洗油等复合吸收剂)和高沸点有机溶剂 (如二乙基羟胺(DEHA)、1,4-丁二醇(BDO)、邻苯二甲酸酯(DEHP)等)[18]。企业广泛采用水作为吸收剂吸收易溶于水的有机气体,如丙酮、甲醚、醇等。
吸收法中重要的工艺设备是吸收塔,其中,应用较多的主要有两类:一类是板式塔,一类是填料塔。填料塔相较于板式塔,具有压降低、通量大、传质效率高等优点[19]。对该企业而言,结合装置现有工艺流程(图1),拟新增1座水洗塔回收气相甲醇,在水洗塔的内部装填一定高度的填料,气相甲醇作为连续相自塔底向上流动,水作为吸收剂自上而下喷淋,二者逆流传质。如图2所示,自接点1处新接技改管线,来自罐顶的气相甲醇自塔底进入,自下而上穿过填料间隙,此时由泵送入塔顶的冷凝水通过蓬头式分布器自上而下沿填料表面流下,气液两相在填料表面进行连续逆流接触,甲醇溶于水而形成含醇水溶液,由泵送往甲醇净化装置或污水处理装置,实现甲醇的回收利用。

图2 水洗塔
2.2 吸附法
目前,吸附作为一种经济有效的控制VOCs污染的方法,已有了大量的工业应用实例,在国内不同VOCs处理技术中,吸附法的市场占有率约为38%,位居第一[15]。其中活性炭吸附技术简单易行、成本较低,是多数企业目前的首选治理技术。
因活性炭具有巨大的比表面积、丰富的孔隙结构、稳定的化学性质和良好的吸附性能,且其非极性表面非常有利于醇类等有机气体分子的脱附,是目前VOCs污染治理的首选吸附剂[20-21]。吸附后的吸附剂还可通过后续技术处理再生,如变温变压脱附、吹扫、置换、微波加热等。从工艺角度出发,低压水蒸汽脱附再生技术依然是主流技术。
如图3所示,自接点1新接技改管线,来自罐顶的气相甲醇进入吸附床进行吸附净化,净化后的气体排入大气环境。为保证工艺连续性,吸附过程通常串联使用两个吸附器,一个吸附时另一个脱附再生。当吸附床1内的活性炭饱和后,操控阀门至吸附床2进行吸附。向吸附床1通入蒸汽进行脱附,水蒸汽将吸附在活性炭表面的气相甲醇脱附并带出吸附器,再通过冷凝器和分离器,将其提纯回收。
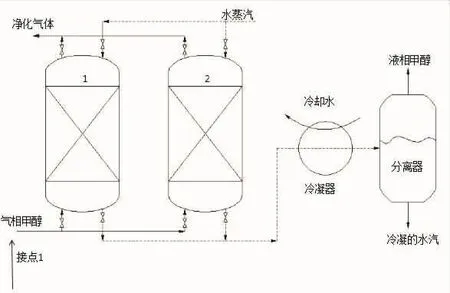
图3 活性炭吸附
据报道[22],吸收法的初期投资费用约1万~2万元/(1000m3·h),运行费用约1万~2万元/(1000m3·h),活性炭吸附法的初期投资费用约1万~1.5万元/(1000m3·h),运行费用约8万~10万元/(1000m3·h)。对比图2和图3,吸收法工艺较为简单,设备、管线投资较少,且采用水做吸收液,可有效控制二次污染;吸附法虽安全可靠、去除效率高、适用浓度范围广,但存在初期设备投资和后期运行维护费用高、活性炭吸附性能受环境影响较大、再生能力差和脱附后需二次处理等问题[23]。企业综合考虑操作连续性、技改经济性、安全可行性以及排放标准,最终选用吸收法回收气相甲醇。
单一的回收方法因其原理不同,出现回收效果、设备运行费用不理想等问题,企业可考虑选用组合工艺,满足排放要求、控制成本最优化,如“吸附+燃烧”技术、“吸附+吸收”技术、“吸附+冷凝”技术等[14]。针对新的VOCs排放标准,已开发了一种新型 “吸收+吸附+冷凝”的高度集成油气回收新工艺[24]。经调查,已有同类企业采用“冷凝+膜+吸附”、“冷凝+吸附+催化氧化”等技术,实现高效率去除VOCs。
3 结语
(1)以某化工企业为例,分析甲醇储罐损耗的原因,指出了内浮顶罐存储甲醇时,由于未完全消除油气空间、内浮盘罐壁间存在密封间隙以及外界温度变化等因素导致的甲醇存在损耗的问题。
(2)分析对比不同挥发性有机物(VOCs)的治理技术,建议将原有的常压直连大气的甲醇储存方式改造为气相密闭的回收处理方式。提出了采用吸收法和吸附法进行的工艺技术路线改造方案。综合考虑企业经济效益和安全环保要求等因素,建议采用投资较低、工艺简单的吸收法回收气相甲醇。
(3)近几年来,关于挥发性有机物(VOCs)的节能减排工作已经取得重要进展,根据VOCs浓度、成分、净化要求,集成工艺将成为未来的发展趋势。