一种柔性发动机托盘上线定位系统的设计及应用
2019-11-29万阳于建新管大林邹文峰诸允杰
万阳,于建新,管大林,邹文峰,诸允杰
(1.安徽华菱汽车有限公司,安徽 马鞍山 243061;2.重型专用车发动机安徽省重点实验室,安徽 马鞍山 243061)
1 设计背景
发动机涂装成品下线转运,贮存,远程储运等过程中对转运托盘工装都有不同的要求,生产过程中不同系列的发动机需要通过不同类型的转运托盘工装来转运,贮存,远程储运等。转运托盘工装主要分为10L 系列、12L 系列转运托盘工装;发动机下线时,操作工需先选择对应机型的托盘,用kbk 起吊系统将托盘水平放置于地面板链系统固定位置,转运托盘工装随地面板链匀速行进到达激光定位点,静置于发动机涂装成品下挂正下方。操作工将前后四个支架安装到发动机相应位置,然后缓慢降下发动机,通过人工干预找准衔接位置将发动机固定于转运托盘支腿上。
在实际生产过程中发动机支架与转运托盘工装支腿衔接时定位不准易造成发动机外部件损伤。
现有的作业方法,托盘吊装上线过程中托盘相对地面板链的空间位置无法确定;人工干预过多,作业效率低;无法有效避免发动机下线过程中外部件的损伤概率;作业过程存在安全隐患,基于以上多种原因,设计一款柔性发动机托盘上线定位系统是工艺优化工作的重点,也是工艺先期策划的重点。
2 方案介绍
2.1 柔性发动机托盘上线定位系统三维数模,如图1 所示
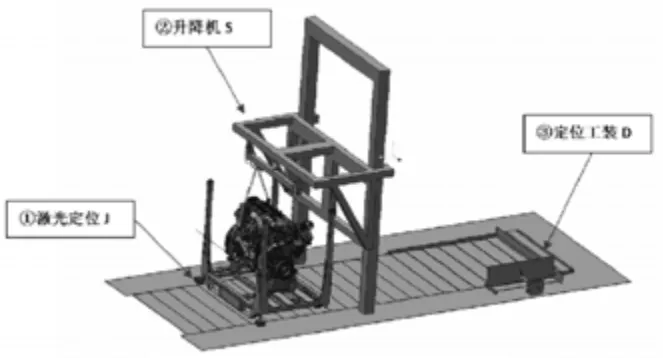
图1 柔性发动机托盘上线定位系统三维数模
2.1.1 定位工装D 三维数模,如图2 所示

图2 定位工装D 三维数模
2.1.2 定位工装D 细节三维数模,如图3、图4 所示
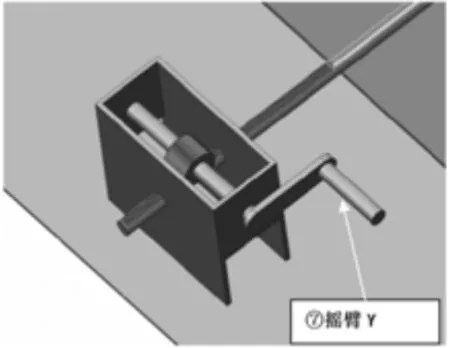
图3 摇臂Y 三维数模
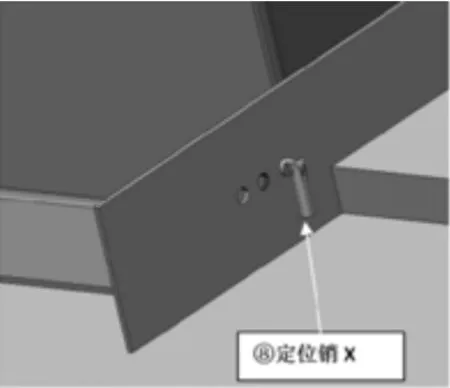
图4 定位销X 三维数模
2.1.3 柔性发动机托盘上线定位系统主要部件(结构)功能如下
(1)激光定位J:发动机到达位置后触发激光定位信号,地面板链系统停止运行。
(2)升降机S:将喷涂完成后的发动机从高空积放链下降到地面板链上。
(3)定位工装D:定位不同类型的托盘上线后的空间位置。
(4)定位板B:定位托盘垂直地面板链运行方向上的空间位置。
(5)定位孔K:安装定位销X。
(6)定位挡板C:定位托盘平行地面板链运行方向上的空间位置。
(7)摇臂Y:调节定位板B 的位置。
(8)定位销X:固定定位板B 的最终位置。
2.1.4 柔性发动机托盘上线定位系统定位原理
(1)发动机通过积放链转运至升降机位置,停止器打开,吊具与积放链推头脱离后停止前进,配合止退器固定吊具位置,保证吊具在升降机上的空间位置恒定;
(2)计算每种机型发动机支架投影位置,转化为对应托盘支腿空间位置,因每种托盘的支腿空间位置相对托盘固定,将支腿空间位置转化为对应托盘的空间位置;
(3)地面板链系统为规则长方形,将升降机正下方的托盘空间位置转换至托盘上线位置;
(4)因托盘平行板链前进方向的位置固定,只需要控制垂直于板链前进方向的空间位置,通过制作一种可调节尺寸的工装来控制托盘垂直于板链前进方向的空间位置,通过定位销快速调节。
2.1.5 操作流程
(1)根据机型选择对应的托盘,将定位销X 插入对应的定位孔K;
(2)转动摇臂Y,调节定位板B 的位置至定位销X 处;定位挡板C 状态固定,控制托盘平行板链运行方向的位置;
(3)用KBK 起吊托盘上线,使托盘相应的面紧密贴合定位板B、定位挡板C 放置在板链上;
(4)托盘随地面板链匀速行进到达激光定位点J,静置于工件正下方,无需人工干预,发动机下线过程支架与支腿即可准确衔接。
2.1.6 托盘上线工作原理示意,如图5 所示
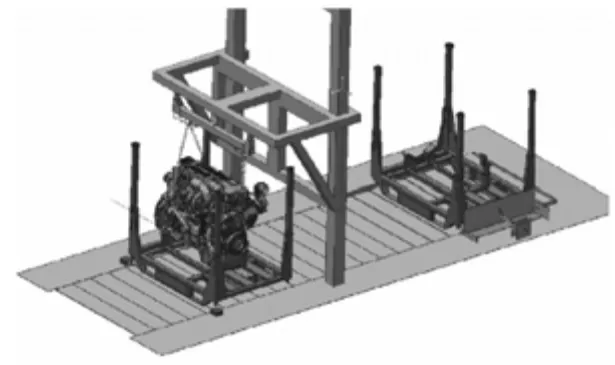
图5 托盘上线工作原理示意图
3 结语
结合各种转运托盘工装的外形尺寸并在此基础上对发动机两个定位支架进行空间投影,用以确定托盘支腿的空间位置,计算后转化为托盘的空间位置,通过发动机三维数模与转运托盘工装的三维数模进行配合验证,确认数模配合没有问题后制作样件并进行过程验证,收集并反馈样件问题,进 一步优化设计,经过优化设计的定位系统满足设计要求时,锁定三维数模并出图纸对样件进行优化;经过上万台发动机转运托盘吊装上线的动态验证,柔性发动机托盘上线定位系统符合设计要求,满足多种型号发动机转运托盘吊装上线定位,大大提高了作业效率,降低了外部件损坏风险,降低了现场管理成本及人工成本,超出预期效果。
