一种柔性车型的门槛内板抓手和对接工装定位系统
2019-11-28冯志鹏张涛陈周生
冯志鹏 张涛 陈周生
摘 要:在白车身焊装主线上,门槛内板上件要满足车型柔性化以及精确定位一直是个难题。文章介绍一种柔性车型的门槛内板抓手和对接工装定位系统,满足多种车型的门槛内板的上件、精确定位功能。
关键词:门槛内板;抓手;对接工装定位系统;车型柔性
中图分类号:U472 文献标志码:A 文章编号:2095-2945(2019)31-0109-03
Abstract: On white body welding line, loading the sill inner panel to satisfy the flexible and accurate positioning of the models, it has always been a difficult problem. In this paper, we introduce a flexible gripper models within the sill inner panel and docking tooling positioning system, to satisfy the loading of the various models on the sill inner panel and accurate positioning function.
Keywords: sill inner panel; gripper; docking tooling positioning system; flexibility of models
在白车身焊装线上,门槛内板这个零件,根据零件形状以及与其它零件搭配情况,各个公司采取的生产制造策略不一样。有的公司直接放在前地板分拼焊装线上装配焊接,有的公司是将其放在焊装主线上。一般而言,将门槛内板放在焊装主线上装配焊接,其零件相对复杂一些,和其它搭接面要求较高。这个装配好坏,直接影响到后续装配质量,如侧围总成的装配,最终影响到白车身的合格率。
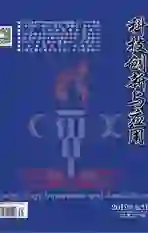
在实际生产中,下车体总成运送到焊装主线指定工位精确定位后,通过某种形式将门槛内板装配上去,其搭接关系如图1所示,并且进行定位焊接。可采用的形式,一种是人工上件,通过线旁工装夹具定位夹紧,完成装配和焊接;另一种是直接用机器人,用抓手抓取并定位零件,直接放到下车体相应位置并由其它的机器人进行焊接;最后一种就是在第二种基础上,加上和抓手对接的工装定位系统,两者共同作用下进行定位,并由机器人焊钳焊接。
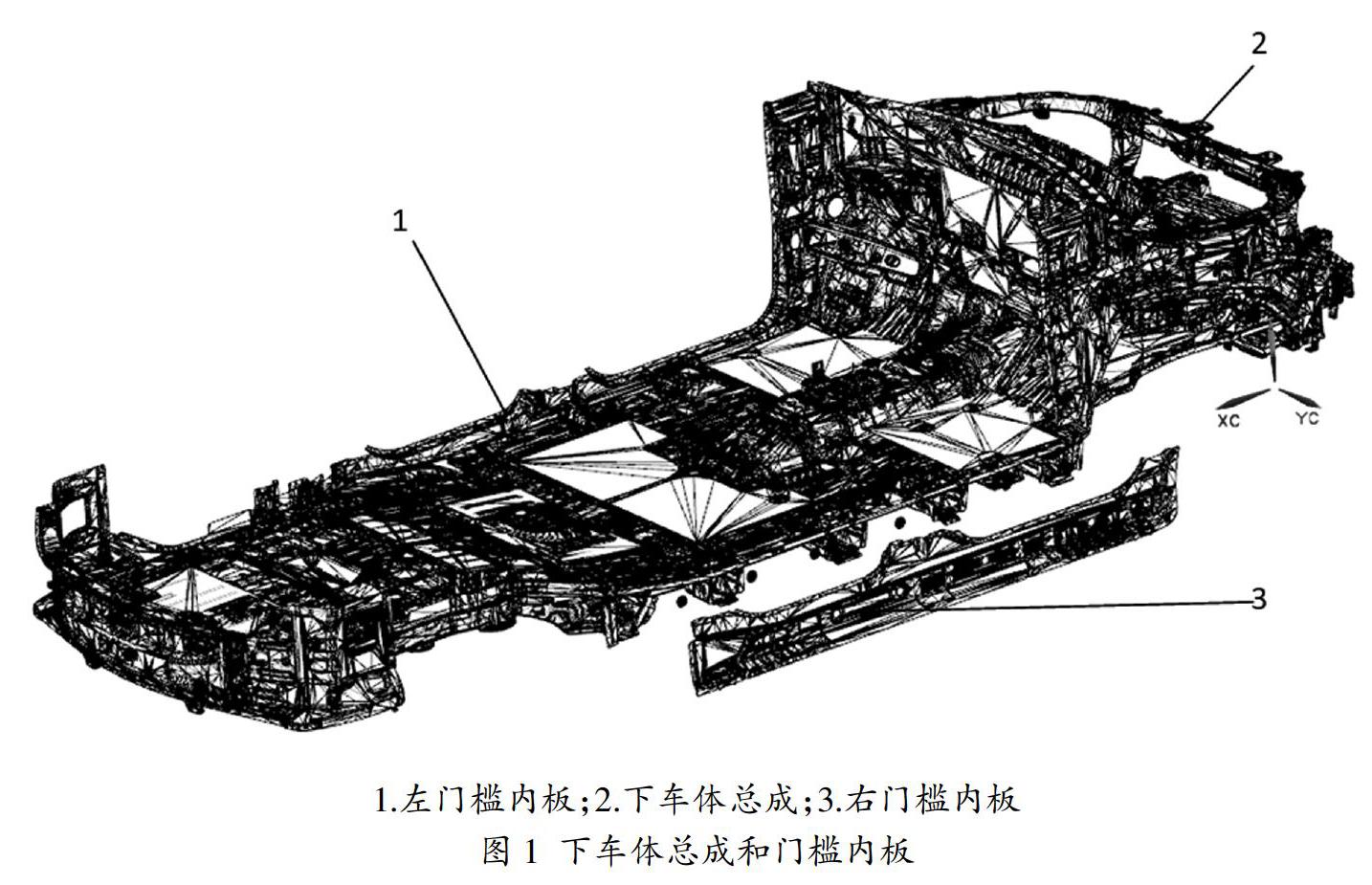
抓手,是一种抓取和定位零件的工装夹具。工装夹具是要保证焊件准确定位和可靠夹紧,便于焊件进行装配和焊接,保证焊件结构精度方面要求的工艺设备[1]。抓手连接在机器人的手臂上,类似机器人的手掌。其结构如图2所示。如上段所述,有用抓手直接抓取零件放到白车身上,固定不动,其它机器人用焊钳对零件进行定位焊。这种模式有如下缺点,一是定位不够精准,在空载的情况下機器人重复精度是足够的,但是机器人的手臂带上抓手,机器人的手臂是伸长状态,是刚度不足的。如果用手拍下抓手,机器人的手臂晃动大,表现刚度不足,再加上要匹配的白车身型面复杂,所上的零件就会被复杂的搭配型面牵引和控制。每台车的匹配型面情况不一,就会导致零件的装配质量不稳定,白车身合格率波动;二是机器人在定位焊接的时候,必须得一直固定不动,这说明抓手机器人在大部分时间是闲置,浪费了资源。为此,开发了和抓手匹配的对接工装定位系统,一是提高抓手在白车身装配定位零件的稳定性,二是释放该抓手机器人,在对接工装对抓手精确定位后,抓手可以保持固定不动。机器人脱离和对接抓手,它可以通过换枪盘来实现,史陶比尔换枪盘是由A和B两部分组成的,A部分是装在抓手上,B部分是装在机器人上,AB两部分接合是由特殊定位机构来实现的。机器人是带有焊枪和抓手的。当脱离抓手后,就可以参与一部分焊接。
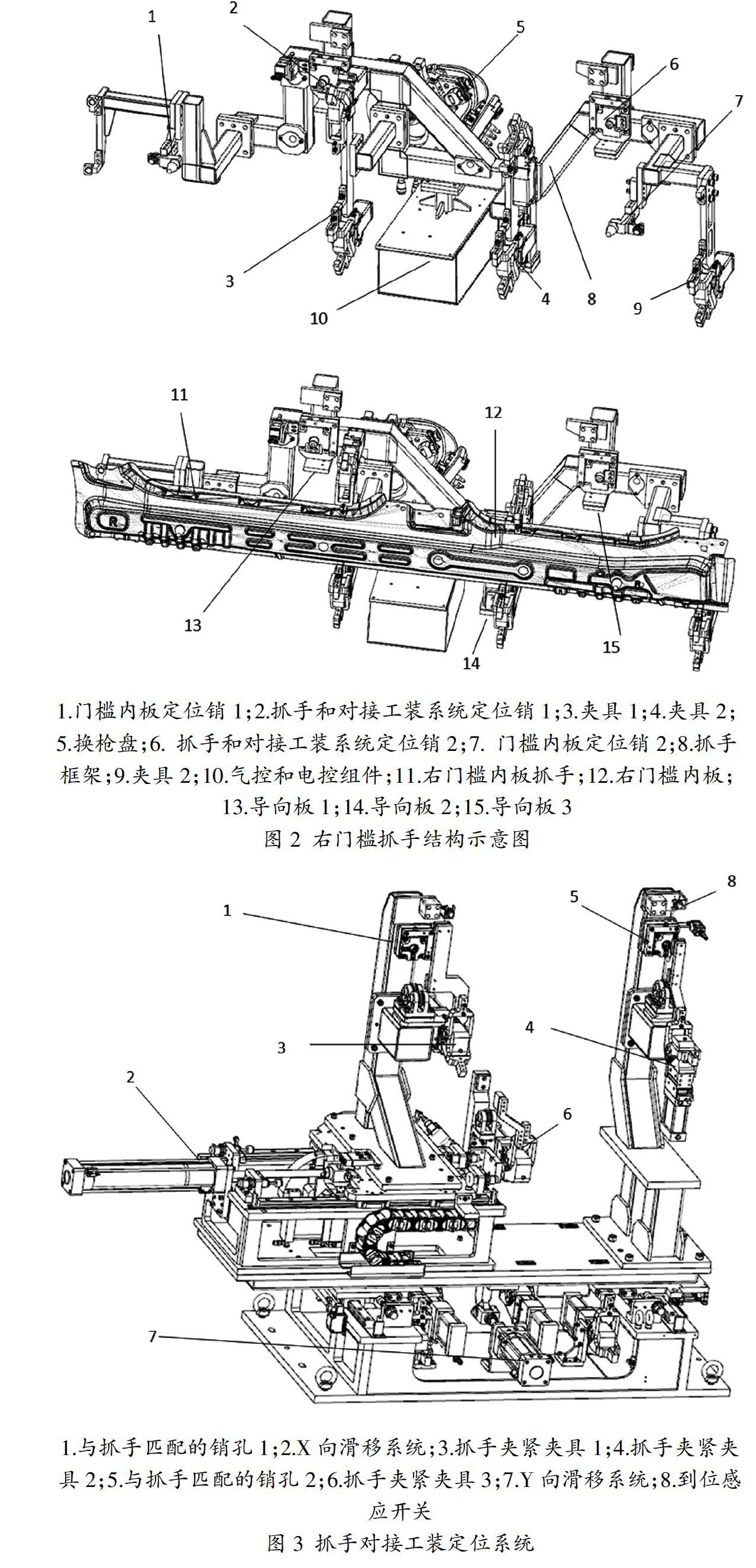
和抓手对接的工装定位系统,如图3所示。该结构可以X向和Y向滑移,适用不同车型的情况。这两向的滑移系统,是由气缸来推动的,有两种不同的位置,到位后并有锁紧机构锁紧状态。不同车型门槛内板的长度不一,需要定位焊接的位置不一样,就需要两种状态的X向宽度抓手。而Y向滑移,面对的是白车身宽度不一样的情况。这XY两向可以滑移,就是不同车型门槛内板柔性化的关键。抓手和对接工装定位系统的匹配,也是遵循3-2-1定位原则,两销三面的方案。首先,抓手和对接定位系统,有两个圆形定位销和孔的配合,销比孔小0.3mm,控制着X和Z向;其次,图4里面三个方框内,都是Y向面贴合,外面有抓手夹紧夹具,控制住Y向;最后,这三个方框的夹紧点,形成一个三角形。三角形是比较牢固的形状,这样就保证了抓手在对接工装系统的稳定性。
抓手和对接定位工装系统动作流程如下:(1)定位工装系统X向和Y向滑移到对应车型的工作状态;(2)机器人带着抓手抓取定位夹紧零件,并通过一定轨迹进入到对接工装定位系统的范围区域;(3)抓手的导向板沿着对接工装定位系统的导向轮,两个定位销进入对接工装定位系统的两个销孔,三个Y向接触面基本贴合,通过感应开关对接定位工装系统的电控感应开关感应到抓手到位;(4)对接工装定位系统的三个夹具夹紧,让三个Y向接触面完全贴合,完成了对抓手精确定位;(5)机器人通过换枪盘脱离开抓手;(6)机器人焊接零件;(7)焊接完毕之后,抓手本身的夹具压头打开,机器人再通过换枪盘和抓手接合起来,并给对接工装一个信号;(8)受到换枪盘已经接合完毕的信号后,对接工装定位系统上三个抓手夹具打开,机器人带着抓手原路退出对接工装定位系统。
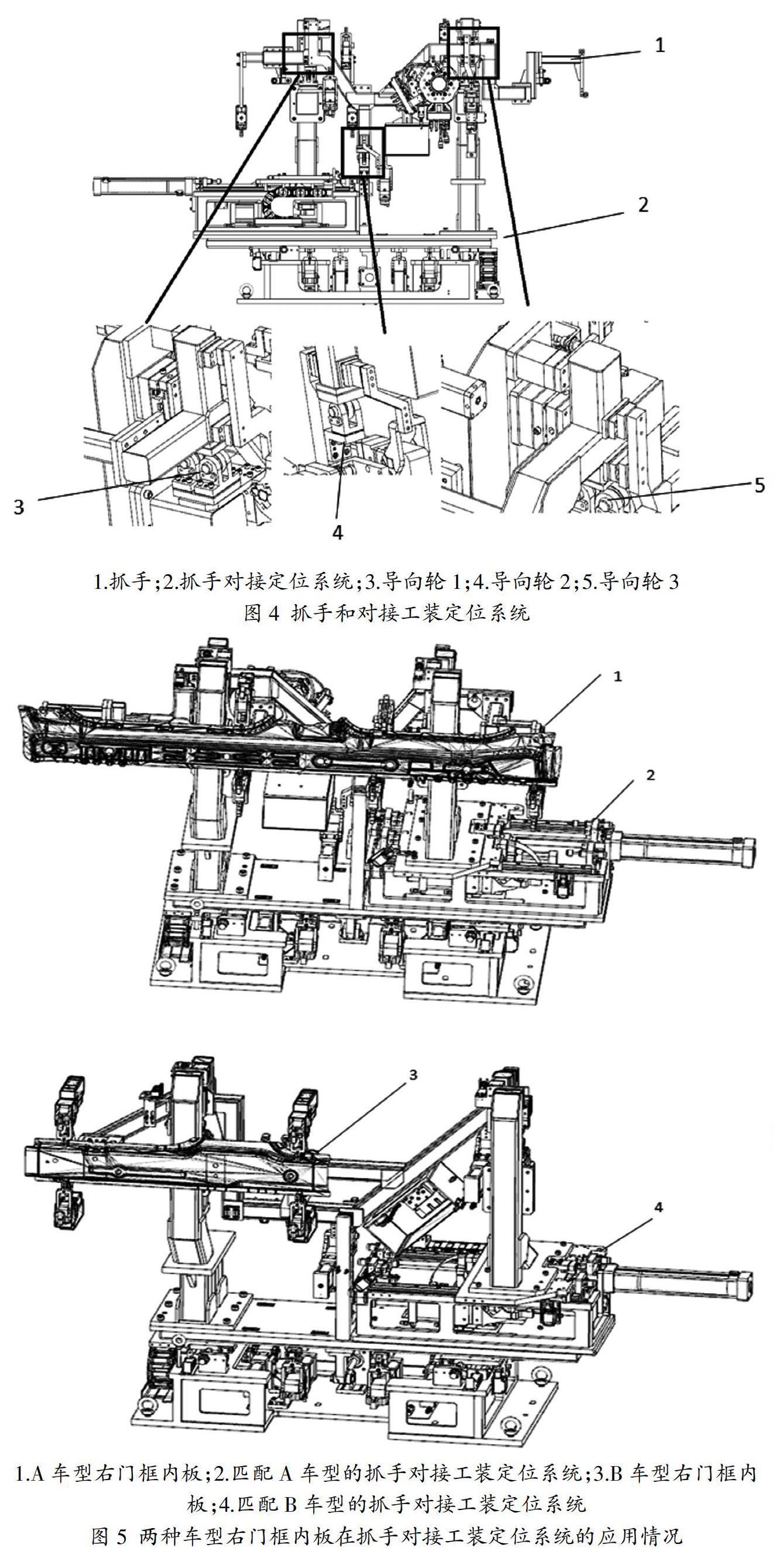
关于车型柔性的问题,从图5可以看到,这是两种车型的右门框内板,两者长短不一,通过对接工装定位系统XY两向滑移来实现两种车型的工作状态。从工装结构上看,XY两向滑移状态,可以实现四种组合,对应的车型至少有四种,从实际的生产中,已经满足了9种车型。采用这种形式的抓手和对接系统,在满足零件精确定位的基础上,可以省却新车型导入的对生产线设备改造,缩短新车型导入时间。
这种柔性车型的抓手和对接工装定位系统的设计原理,不仅仅可以用于门框内板,也可以推广到其它的零件,适用面比较广。当然,所谓的车型柔性,都只能满足一定数量的车型,这个就需要生产的车型平台化要做得好,尽量用通用的零件,定位点要一致以及工艺生产布局要合理,这样才能更好发挥这套系统的优越性。
参考文献:
[1]武红强.焊接工装夹具在制造生产中的作用[C].河南省金属学会2010年学术年会,2010:174-177.