钛粉掺量对陶瓷结合剂金刚石磨具性能的影响
2019-11-25许鹏飞尹育航杨佳乐孙会冰
许鹏飞,尹育航,,杨佳乐,孙会冰,刘 凯
(1.西安建筑科技大学材料科学与工程学院,西安 710055;2.广东奔朗新材料股份有限公司,佛山 528313)
1 引 言
由于较高的硬度、耐磨和较好的热稳定性,金刚石在超硬磨削加工工具中具有广泛的应用[1]。金刚石磨具由金刚石磨料、结合剂、气孔组成,结合剂通过桥连接的形式将金刚石磨粒粘接在一起并保持磨具整体具有一定的强度[2-3];其中结合剂类型有金属结合剂、树脂结合剂以及陶瓷结合剂。
相比于金属结合剂金刚石磨具和树脂结合剂金刚石磨具,陶瓷结合剂金刚石磨具具有强度较高、弹性模量高、断裂韧性低、自锐性好、形状保持能力强等优异性能,因而被广泛运用于航空航天、国防、电子产品、精密光学、精密机械、汽车和生物医学等领域[4-7]。磨粒与陶瓷结合剂之间的结合强度是磨具强度的重要影响因素之一。
通常来说,一些金属粉末的掺入可以有效改善结合剂以及磨具的若干性能(如强度、浸润性、抗氧化性等)。之前研究发现在陶瓷结合剂中添加一定含量的Ni粉能起到弥散强化作用,进而提高结合剂的强度,镍(Ni)粉的掺入提高了结合剂对金刚石的浸润性能[8]。铜(Cu)粉、锌(Zn)粉通过与氧气反应消耗氧气的方式来保护金刚石免受氧化,这些氧化产物可以参与构成玻璃网格结构;另外,锌(Zn)在高温下蒸发能够增加气孔率[9]。然而,实际混料过程中这些金属元素密度与陶瓷结合剂及金刚石密度相差过大,不易均匀混合。有研究表明钛(Ti)与氧气有较强的亲和力,可以先于金刚石与氧气反应从而保护金刚石免受氧化和石墨化,从而防止陶瓷结合剂对金刚石磨料把持力的降低。钛(Ti)的氧化产物TiO2可进入玻璃基质中减少磨具在烧结过程中的体积的收缩,提高磨具的尺寸稳定性[10];同时,钛(Ti)的密度较小,更易于均匀混合。基于以上研究,本工作选取钛(Ti)粉作为添加剂研究其不同添加量对陶瓷结合剂金刚石磨具性能的影响。
2 实 验
2.1 结合剂和磨具试样的制备

图1 Ti粉粒度分布图Fig.1 Particle size distribution curve of Titanium powder
陶瓷结合剂的原料是由石英砂、硼酸、纯碱、氧化铝粉组成,本研究所用的结合剂各组分见表1。添加剂Ti粉的粒度分布如图1所示,Ti粉的粒度频率曲线为单峰曲线,曲线接近正态分布,粒度分布在0~117 μm之间,峰值粒径约为36 μm。
首先,将陶瓷结合剂的原料称重、均匀混合后加入刚玉坩埚中;然后将其置于熔块炉中升温至1400 ℃,保温1 h;再将熔融的液体迅速倒入水中淬冷;最后经球磨、干燥、过筛(200目)得到结合剂原料。在预制的结合剂中分别掺入0wt%、2wt%、4wt%、6wt%和8wt%的Ti粉,并冷压成高11 mm,直径11 mm的圆柱体,在660 ℃下空气气氛中烧结(保温2 h)得到Ti粉改性的结合剂试样。
将结合剂、金刚石(50~60 μm)和糊精按质量分数20%、77%和3%均匀混合。再将混合料放入30 mm×12 mm×6 mm磨具中,在5 MPa压强下双面冷压成型。试样在760 ℃下空气氛围中烧结并保温2 h,然后自然冷却至室温。

表1 基础结合剂配方Table 1 The basic vitrified bond /wt%
2.2 样品表征
采用平面流淌法测定结合剂的流动性;采用SIEMENs5000型X射线衍射(X-ray diffraction,XRD)仪分析样品的物相组成;采用SKZ-500型数显抗折试验机检测磨具试样的抗折强度;采用HR-150DT型洛氏硬度计表征磨具烧结试样的硬度;采用阿基米德排水法对磨具的开口孔隙率和密度进行测定;采用FEIQUANTA-200型扫描电子显微镜观察磨具试样断口的显微组织。
3 结果与讨论
3.1 Ti粉添加剂对结合剂流动性能的影响
高温流动性是结合剂重要的参数之一。图2显示了不同含量Ti粉添加剂对结合剂流动性的影响。图2表明,在660 ℃烧结温度下,Ti粉的加入明显增强了陶瓷结合剂的流动性,且随着其含量的增加,流动性迅速增加,助熔效果更为显著。当添加量达到6wt%时流动性达最高值160%,而当添加量达到8wt%后流动性缓慢下降至158%。由于Ti与氧气有较好的亲和力,结合剂试样内部孔隙中的氧气与Ti在较低温度下发生反应,有利于降低孔隙中残留气体对流动性的阻碍作用。为了验证此推论,进一步对结合剂试样进行XRD分析。
3.2 陶瓷结合剂XRD分析
陶瓷结合剂在660 ℃空气气氛下烧结试样的XRD图谱如图3所示。原始结合剂的组分为无定型的玻璃态,伴随有少量的SiO2晶体析出。随着Ti粉含量的增加,试样的主要结晶相(Al2O3)的衍射峰强度明显增加,而SiO2衍射峰强度基本无变化;另外,当Ti粉含量增加至8wt%时,有明显的氧化钛出现,其原因是Ti粉在加热过程中被孔隙中的氧气氧化生成TixO。

图2 不同Ti添加量对结合剂流动性能影响Fig.2 Effect of different Ti contents on fluidity of vitrified bonds
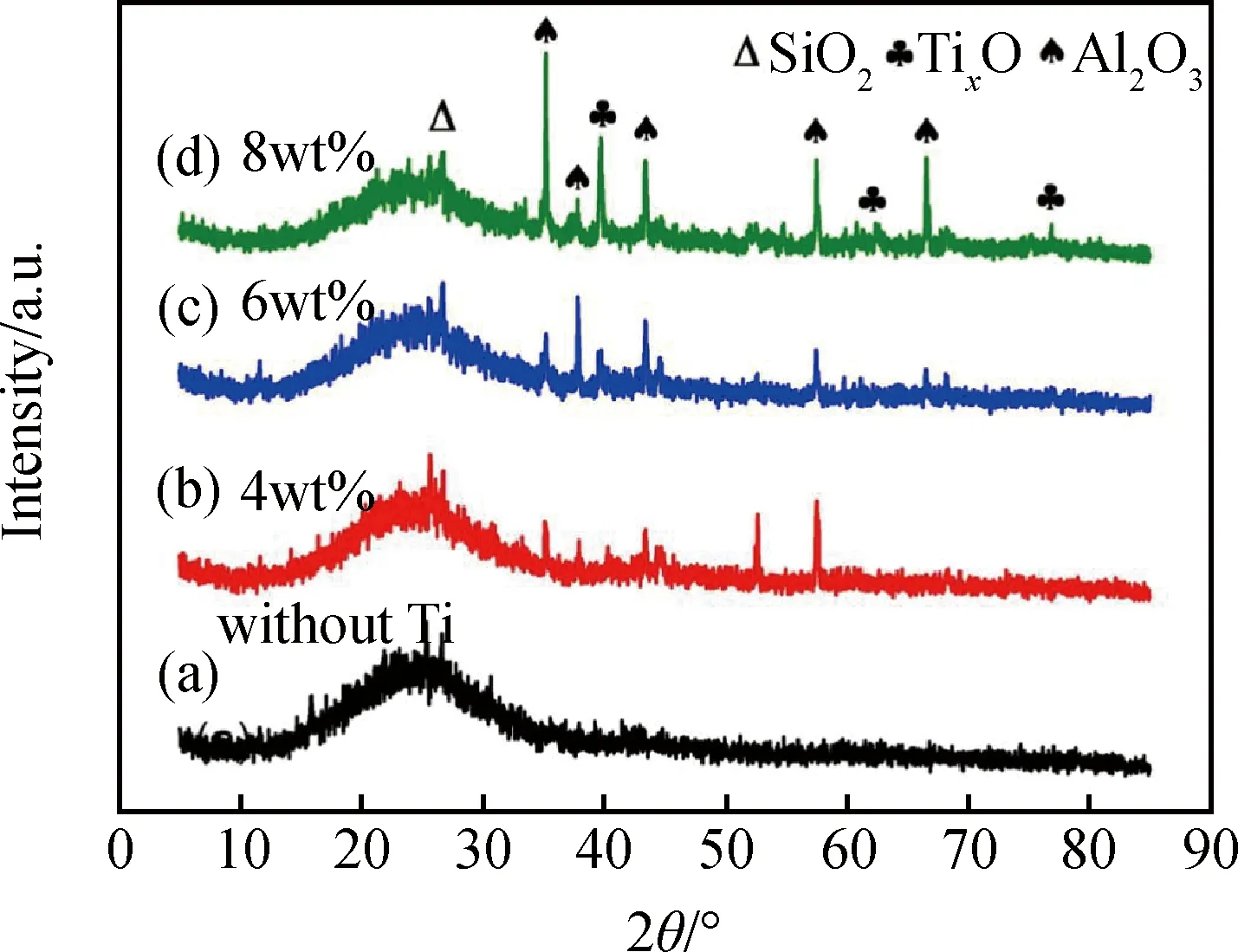
图3 陶瓷结合剂XRD图谱Fig.3 XRD patterns of vitrified diamond composites
3.3 Ti粉添加剂对金刚石磨具抗折强度的影响
抗折性能是评价磨具机械性能的重要参数。图4显示了不同Ti粉添加量下的磨具试样抗折强度。可以看出,试样抗折强度随Ti粉加入量的增加而显著增加,并且在2wt% Ti粉掺量后,随着Ti粉的增加,抗折强度增加显著,当Ti粉掺量为8wt%时,抗折强度达到61.8 MPa,比不添加Ti粉情况下增加了38.2%。可能的原因是由于烧结过程中Ti被氧化为TiO2, 并且以[TiO4]四面体的形式参与形成玻璃三维网络,进而增加了结合剂的强度[11]。
3.4 Ti粉对金刚石磨具孔隙率和密度的影响
磨具试样的开口孔隙率和密度如图5所示。可以看出开口孔隙率随着Ti粉掺量的增加逐渐下降,当Ti粉掺量为6wt%时,开口孔隙率达到最小值12.6%,此时烧结密度达最大值(2.24 g/cm3);当掺入量为8wt%时,开口孔隙率又轻微上升为14.2%。烧结密度略有下降;作为对比,不含Ti粉试样的烧结密度为1.98 g/cm3。Ti的密度(~4.5 g/cm3)大于金刚石的密度(~3.5 g/cm3),因此Ti粉的掺入会提高磨具整体的密度。此外,结合剂流动性的增强,减小了结合剂内部气泡冲出的阻力,促进了磨具整体的致密化,因而Ti粉的加入降低了磨具烧结试样的开口气孔率。此结果与流动性能测试吻合,表明了实验结果的可靠。

图4 不同Ti添加量金刚石复合材料的抗折强度Fig.4 Bending strength of diamond composites with different addition of Ti additives
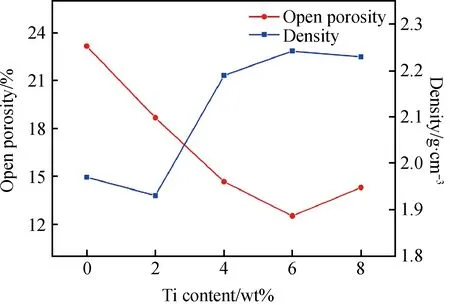
图5 不同Ti添加量金刚石复合材料的开口孔隙率和密度Fig.5 Open porosity and sintered density of diamond composites with different addition of Ti additives
3.5 金刚石磨具显微结构分析
图6反映了磨具试样断口的微观形貌。对比图6中(a)、(b)、(c)、(d)、(e),可以看出原始结合剂金刚石磨具试样气孔大小差异较大,且分布不均匀,这些缺陷会弱化磨具的机械性能,进而影响砂轮的使用性能;Ti粉的掺入使得气孔大小及分布均匀,结构更为致密,并且磨粒更好的被结合剂包裹,有利于提高磨具的机械性能,同时图6(c)中气孔多呈圆形并均匀分布,这有利于磨削过程中的排屑及散热。图6(f)中可以观察到试样破坏的形式主要为脆性断裂,而图6(g)、(h)、(i)、(j)所示的试样为脆性断裂与韧性断裂两种方式共存。Ti的掺入提高了玻璃相的流动性,烧结过程中结合剂充分流动有利于大直径气孔的减小以及形成球形度高的小气孔,从而提高了试样的机械性能。

图6 具有不同Ti含量的金刚石磨具的微观结构Fig.6 Microstructure of the vitrified diamond composites with different contents of Ti
3.6 Ti粉添加剂对金刚石磨具硬度的影响
图7为磨具试样的洛氏硬度测试结果。可以看出,当Ti掺量为6wt%时,磨具试样硬度最高并达76HRB。此结果与结合剂流动性和磨具密度测试结果相吻合,在6wt% Ti掺量时,结合剂的流动性能最好,高温下有利于气泡的排出,提高了磨具的致密度,因而试样的硬度增加,但过多的Ti使得磨具的硬度出现轻微下降。当Ti添加量达到8wt%时,不能溶解到玻璃基质中的金红石TiO2相形成,这些金红石TiO2相使玻璃膨胀,导致孔隙率的增加,从而导致硬度下降[12]。
3.7 金刚石磨具XRD分析
磨具试样的XRD衍射图谱如图8所示。可以看出,43.9°和75.3°的衍射峰分别对应金刚石晶体的(111)面和(220)面; 由于磨具试样比结合剂试样有更高的烧结温度,氧化钛以更稳定的TiO2形式存在,Ti掺量为8wt%时,烧结样品中出现明显的金红石TiO2相衍射峰(27.4°、36.1°和54.4°),分别对应于金红石TiO2的(110)、(101)和(211)晶面[12]; Ti掺量为4wt%和6wt%时,烧结样品中也可以观测到金红石TiO2(110)和(211)面的衍射峰,但其峰较弱不尖锐;Ti掺量为2wt%时,仅能观测到金红石TiO2(211)面微弱的衍射峰。少量Ti添加剂的掺入,Ti被氧化并分解成玻璃相,其氧化过程如图9所示。随着Ti的添加量的进一步增加,当Ti掺量为8wt%时形成大量金红石TiO2相,过多的金红石TiO2不能溶解到玻璃结构中,阻碍了结合剂的进一步致密化。

图7 不同Ti添加量金刚石复合材料的洛氏硬度Fig.7 Rockwell hardness of diamond composites with different addition of Ti additives

图8 金刚石磨具的XRD图谱Fig.8 XRD patterns of the grinding tool

图9 Ti粉添加剂在烧结过程中的氧化过程Fig.9 Oxidation process of Ti powder additive during the sintering process
4 结 论
(1)Ti粉在结合剂试样660 ℃烧结温度下被氧化为TixO, 在磨具试样760 ℃烧结温度下的试样仅观察到更稳定的TiO2。并且以[TiO4]四面体的形式参与网络构成,增加了磨具试样的强度。
(2)Ti粉消耗试样内部孔隙中的氧气,减少了内部气孔对结合剂流动的阻碍。当Ti粉掺量为6wt%时,结合剂的流动性达最高值为160%,流动性的增强使得内部气体更容易从组织中排出,导致磨具试样的气孔率下降。
(3)Ti粉的掺入有利于结合剂的流动性增强,烧结体内部大气孔转变为细小且均匀的小气孔,增强了磨具的力学性能。磨具的断裂形式从单纯的脆性断裂转变为脆性断裂与韧性断裂共存的方式。
