SWRH82B 有害组织形成原因及控制措施研究
2019-11-20王宏刚惠宏智樊宝华
王宏刚,惠宏智,樊宝华
(陕钢集团汉中钢铁有限责任公司,陕西 勉县 724200)
陕钢集团汉中钢铁有限责任公司(全文简称汉钢) 根据市场需求情况,从2017 年开始研发试产SWRH82BΦ12.5 mm 规格,截至目前,已经实现批量化生产。钢丝钢绞线主要用于桥梁、建筑、水利、能源及岩土等大型工程,在提高工程质量减少钢筋的使用量方面作用明显。在生产过程中,SWRH82B 显微组织容易出现网状渗碳体等有害组织出现。因此,技术人员结合检验结果,生产工艺,理论分析,提出了一系列措施,并通过验证。
1 SWRH82B 生产工艺简介
工艺流程:120 t 转炉冶炼→12 t LF 精炼炉→8机8 流小方坯连铸→摩根六代高速线材轧制→斯太尔摩风冷线冷却→性能、金相、外观检测→打包入库。
工艺参数:加热炉均热段温度1 080 ℃,吐丝温度870 ℃,终冷温度580 ℃,钢坯化学成分w(C)=0.82%,w(Si)=0.25%,w(Mn)=0.74%,w(V)=0.020%,w(Cr)=0.025%。
2 生产过程中SWRH82B 金相组织控制情况
在SWRH82B 生产过程中,为提高钢材的质量及使用性能,汉钢公司对每批钢材均进行金相组织检测,检测结果显示部分钢材存在网状渗碳体及心部马氏体。
经钢材金相组织检测,显示网状渗碳体基本在4.0 级,大部分存在1.5 级心部马氏体,其他金相检测项目结果符合要求。

表1 汉钢公司对每批钢材均进行金相组织检测结果表
3 SWRH82B 有害组织性能分析
3.1 网状渗碳体性能分析
如图1,图2 所示直径12.5 mm SWRH82B 钢卷头部尾部30 圈样品显微组织,图片中黑色组织为索氏体,呈现白色且为网状结构的为网状渗碳体组织,SWRH82B 属于过共析钢,轧制后在冷却过程中,冷速过慢,二次渗碳体在奥氏体晶界上析出,形成网状渗碳体,网状渗碳体的脆性很大,塑性几乎为零,在组织中分割晶粒,并且削弱晶粒之间的作用力,使SWRH82B 盘条的塑性急剧下降,影响盘条的深加工性能,在拉拔过程中断裂频繁,无法满足工程的使用要求。
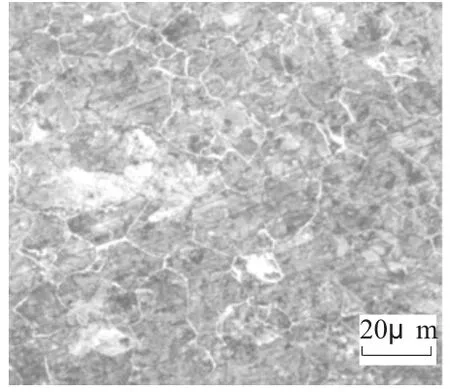
图1 SWRH82B 钢卷头部30 圈样品

图2 SWRH82B 钢卷尾部30 圈样品
3.2 心部马氏体性能分析
如图3,图4 所示也是直径12.5 mm SWRH82B钢卷头部尾部30 圈样品显微组织,索氏体占比90以上,白色带状组织为心部马氏体,为了进一步确定,对试样的心部白色组织及其他部位进行硬度测试,其中心部白色组织硬度HRC 600,其他部位HRC 340~HRC 360,就硬度值来分析白色带状组织符合典型马氏体组织特征,基体组织符合索氏体组织特征,由此可以确定心部白色组织为马氏体组织。
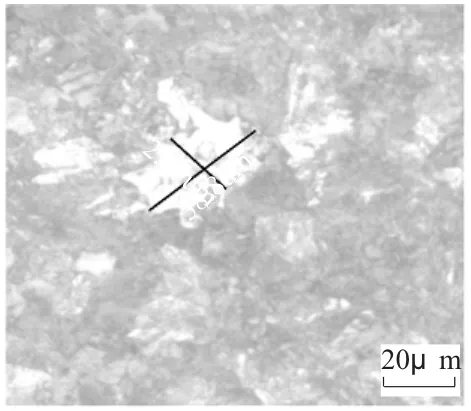
图3 SWRH82B 钢卷头部30 圈样品
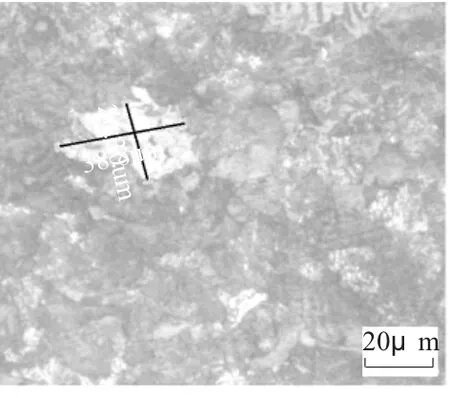
图4 SWRH82B 钢卷尾部30 圈样品
SWRH82B 在深加工过程中,未达到相应的强度,减面率在70%~80%,在较高的应力作用下,盘条的任何缺陷或者异常组织均会成为断裂的成因。拉拔过程中,最大轴向拉应力和最大应变速率均在钢材心部,若心部存在难以发生塑性变形的马氏体组织,将会引起钢丝的断裂。
4 SWRH82B 有害组织生成的原因
4.1 网状渗碳体生成原因
SWRH82B 属于过共析钢,冷却速率过慢对网状渗碳体的产生提供便利条件,汉钢公司2 号高线采用斯太尔摩风冷线,由于风机设备使用时间过长,未曾系统性的检修,风机中的佳灵装置挡板无法控制,阻挡住吹向钢材的风量。使钢材冷却速率过缓,风冷强度不能满足要求,致使网状渗碳体的产生。
4.2 心部马氏体生成原因
经前人研究并且结合自身的生产实践及钢材元素偏析检验,发现心部马氏体的产生均和元素偏析存在一定联系。
为提高钢材的淬透性及盘条的抗拉强度,在SWRH82B 盘条生产中添加w(Cr)为0.20%~0.30%,以及w(Mn)为0.75%~0.80%。由于Mn、Cr 元素的富集,将提高过冷奥氏体在转变区,尤其是低温转变区的稳定性,使连续冷却曲线向右移动,导致马氏体的临界冷速降低,这样虽然盘条心部的冷速低于边部,受Mn、Cr 元素偏析的影响,也会出现边部组织正常,而心部出现马氏体组织的现象。
5 控制有害组织产生的工艺改进措施及效果
经分析SWRH82B 产生的原因,汉钢公司利用检修时间对风机进行修复,设定合理的参数并固定佳灵装置挡板,后期生产增开9 号、10 号风机,现场检测钢材冷速可以达到11 ℃/s,边部钢材冷速8 ℃/s。为杜绝心部马氏体的产生,连铸工序增加末端电磁搅拌设备,降低Mn.Cr 元素的偏析,并且优化结晶器电磁搅拌参数,确定末端电磁搅拌参数电流360 A,频率4 Hz。
经过一系列工艺改进,后期生产的SWRH82B钢卷头部尾部30 圈样品基本上消除了网状渗碳体及心部马氏体的产生,如图5,图6 所示。

图5 SWRH82B 钢卷头部30 圈样品
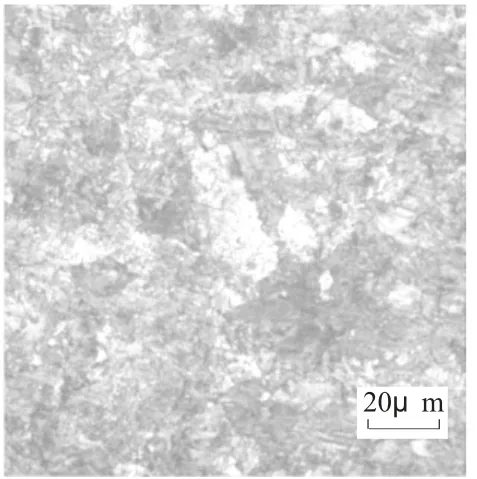
图6 SWRH82B 钢卷尾部30 圈样品
6 结语
SWRH82B 盘条在冷速低于10 ℃/s 冷速时容易产生网状渗碳体,Mn、Cr 元素的偏析容易产生心部马氏体组织。在轧制生产过程中加强风冷线冷却强度,冷速保持在10 ℃/s 以上,连铸工序优化结晶器电磁搅拌参数,增加末端电磁搅拌设备,提高SWRH82B 盘条质量。
