船体钢板切割过程管控技术与其应用
2019-11-12梁小满薛鸿祥向晋乾
梁小满,薛鸿祥,向晋乾,雷 婷
(1.上海交通大学 海洋工程国家重点实验室,上海 200240;2.江南造船(集团)有限责任公司,上海201913)
0 引 言
船体钢切割是典型的项目型切割[1],是按订单生产(Cutting to Order,CTO)的复杂制造活动。客户的订制要求让产品的结构多变,切割过程因产品而异。每件产品均需要根据客户的具体要求进行大量订制设计与制造工作,并在规定期限内交付产品,因此对应的整体业务过程具有一次性、独特性、目标确定性等典型属性特征[2]。不完整和非结构化的过程信息不能及时传递至切割现场,不能有效指导切割,导致切割过程的随意执行和错割漏割,降低产品质量[3]。为了修复误切割引起的质量问题,必须进行返工和再切割。过度无效的切割时间将不可避免地导致总切割时间的增加,切割任务不能按时完成。为了解决这个工程问题,有必要控制切割过程。随着企业信息化水平不断提高和工业物联网技术在制造业领域应用越来越广泛[4],解决此问题显得比较容易。1976 年,美国CAM-I 公司推出CAM-I'S AUTOMATED PROCESS PLANING 派生式CAPP 系统[5]。20世纪90 年代,美国AMR公司提出了MES 的概念[6]。目前,CAPP 虽然朝着智能化方向发展[7],但是在实际应用方面,以编制工艺卡片、汇总工艺信息为主,作为单一的孤岛无法传递与共享工艺信息,很少涉及切割与制造过程,无法发挥工艺信息的价值。当前的挑战是:(1)缺乏反馈系统性能评估反馈方法,无法有针对性地改进切割系统;(2)缺乏对切割执行过程的监控;(3)工艺信息不完整,结构程度低,无法实现有效关联。本文基于PBOM(Process Bill of Material)的切割过程管控系统的总体框架,整理PBOM节点属性及其生成过程,开发基于PBOM的船体钢板切割过程管控系统,包括员工管理、量具和零部件管理、切割执行过程管控和切割过程遗漏检测、实时评估和调度等功能,确保员工根据确切的工艺、资源和切割顺序约束进行操作,实现对切割过程的监控和反馈。
1 基于PBOM 的项目型切割过程管控体系
1.1 基于PBOM的切割过程管控体系总体框架
船体钢板切割的主数据系统是PBOM,其包含的子系统有:切割质量检查系统、切割工艺数据管理系统和切割工艺资源管理系统。其中,质量检查系统含有设计质量信息、切割过程检查信息,切割过程的检查信息是其主要部分。基于PBOM的切割过程管控体系框架如图1所示。
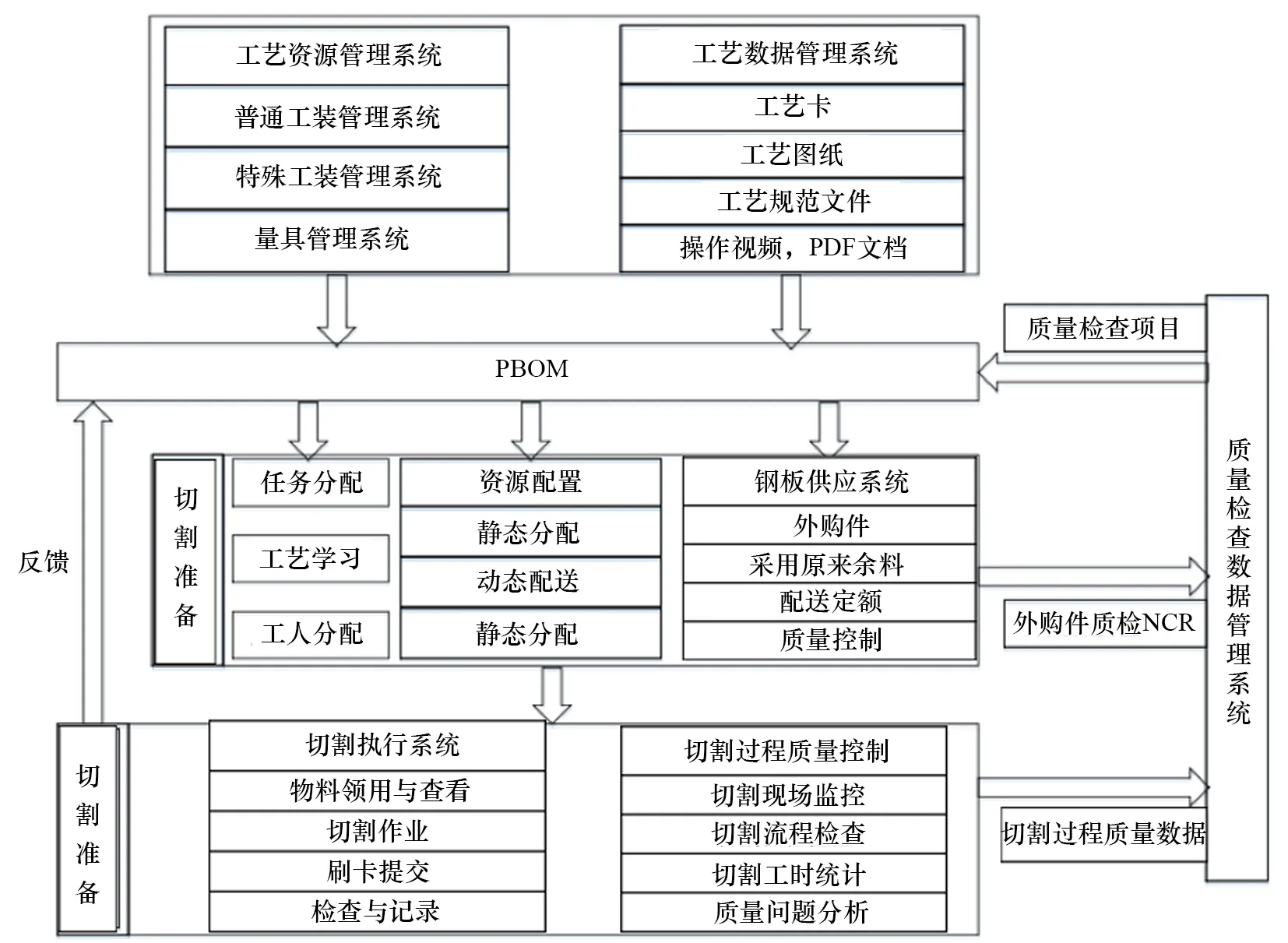
图1 基于 PBOM 的切割过程管控体系框架
根据基于PBOM的切割过程管控系统,项目型切割生产过程可分为3个阶段。
(1)切割准备阶段。在切割准备阶段,员工根据切割准备的工艺信息,点检所需的准备内容。生产准备是很重要的一个环节,所谓“兵马未动,粮草先行”,员工需要对照PBOM,检查生产准备情况。员工可以查看并学习相关工艺,提前消化工艺内容,将工艺要求熟记于心,以便后续落实到实际行动中;员工可以查看操作任务分配情况,了解自己的施工内容,提前准备;员工可以领用装备,明确自己的职责。各职能部门可以提前按照工艺要求进行前期准备工作,按照系统所要求的各个时间节点提供物料、指令、图纸、配备工具工装,提前进行设备维护等。
(2)切割执行阶段。当现场进行实际切割生产时,应严格根据系统事先确定的先后顺序进行生产,对已定顺序不更改,包括工具、材料、设备等的完整性检查,生产操作,卡片提交,检查和记录。同时,质量控制过程包含在生产执行过程中,包括:不合格报告(Non-Conformed Report,NCR)反馈和处理、时间统计、生产过程检查、质量数据收集。工人通过刷卡记录使操作的每一步都记录在系统中。系统根据卡片记录自动记录生产过程中的操作员信息、工作时间信息和异常信息。
(3)质量分析和反馈。项目型切割在生产过程中的质量控制效果主要有:一方面,当生产过程中发生简单易处理的质量事故时,系统质量数据管理系统可以根据以往的数据积累直接给出解决方案,并及时将解决方案反馈至现场,解决问题,提高生产水平;另一方面,制造过程的质量检验记录可用于评估系统的性能,按照评估结果思考具体的工艺改进思路,及时对PBOM进行更新。当PBOM更新后,需要重新调整相关生产准备及切割执行工艺,不断改进,使工艺系统性能不断提高。
1.2 基于PBOM的切割过程管控系统总体组成
项目型产品切割过程管控系统包括:物料零部件管理模块、切割执行模块、工艺装备管理模块、质量检测模块、切割主数据模块和工作单模块。切割执行模块是指导现场切割的一般基础;物料零部件管理模块显示每个步骤所需的物料部件的类型、数量和其他技术要求,根据实际分布判断物料部件是否到位,并将结果传递至切割执行模块;工艺装备管理模块显示每个步骤所需的工艺装备的类型和数量,结合实际的到位情况,统计、梳理后将结果发送至切割执行模块;质检模块为每个工艺步骤检验项目提供质量检验,并将检查结果传递给切割执行模块;切割主数据模块包括大量切割项目信息和员工信息;工单模块将切割主数据模块中的信息与工单相关联,然后将信息发送至切割执行模块,以指导现场切割。系统的总体组成如图2所示。

图2 切割过程管控系统总体组成
切割过程管控系统采用总线型拓扑,包含切割主数据维护(员工、资源、零件、工艺、质检等方面的数据维护)、产线控制端和服务器端,其总体物理组成如图3所示。
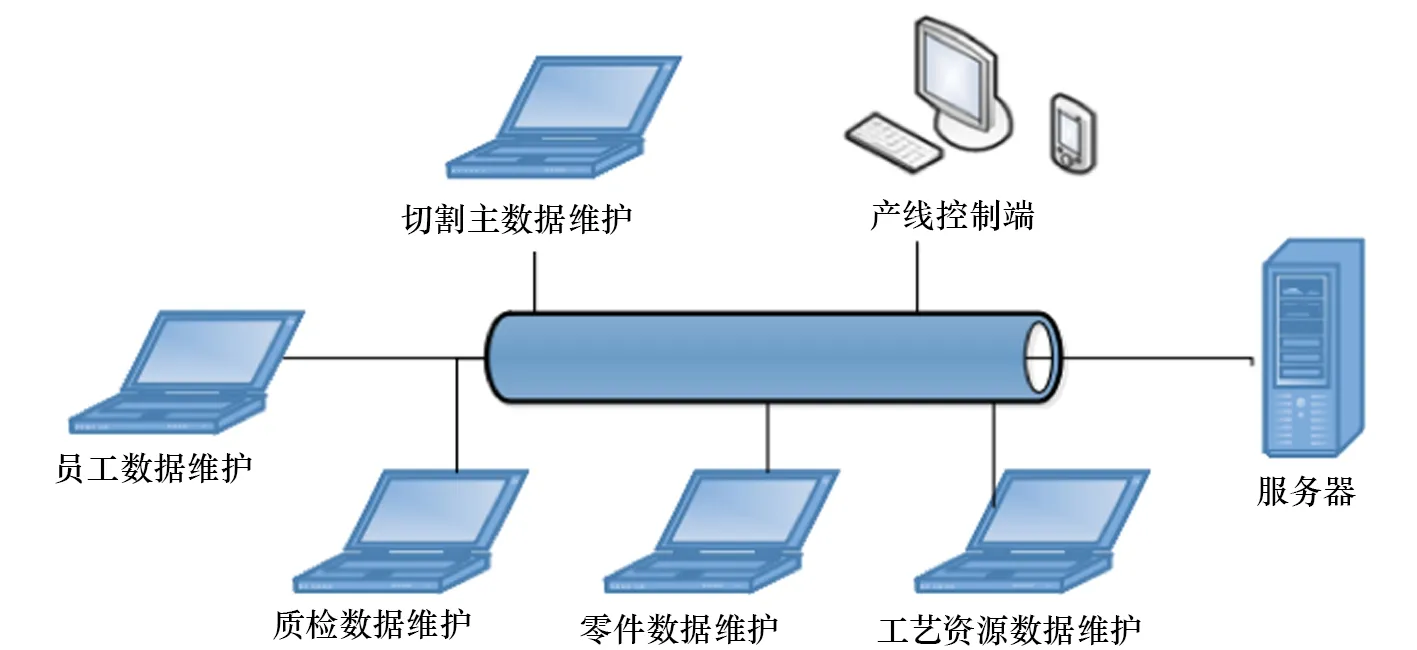
图3 系统总体物理组成
2 系统功能设计
2.1 切割员工管理
实际用工信息是制订工艺工时定额的重要参考因素,切割车间工人的工作状态、实动工时等信息与企业考评绩效直接相关。现在大多数企业常用的MES中,人员定额在做生产计划时确定,一旦下达生产任务到切割现场,员工数量、工种和技能等级等关键要素不能变动。显然,这与实际生产现场情况不符,现有的MES并不能实时反映上述钢板切割过程中现场人员变动的情况,不能实现对现场切割工人配置情况的实时监控。
在项目型切割过程中,由于工期紧张,往往会抽调其他工人加入切割任务,在满足工种和技能等级要求的情况下,并不固定由几个工人执行具体的切割任务。例如在执行载重量13 000 t LPG 船321分段和810分段的坡口切割时,由于810分段坡口工作量大,需要不同等级的人员完成这道工序,员工A在321分段坡口切割结束后,帮助员工B一起执行810分段坡口切割任务。若需要赶工期,还需要后期临时再加入2~3名员工以加快速度。
项目型切割等离子切割工序现场,员工的活动范围约为30 m×6 m,员工会在这个范围内经常走动。只要员工在这个区域内,就认为该员工在这里工作,为其统计工作工时等信息,若离开了其切割区域,则不能算工作时间,即使是上班时间,也不统计工时。
为了在切割现场员工管理子系统反映员工实时工时信息,用RFID技术对员工进行实时位置感知,系统工作流程如图4所示。
主要功能包括:
(1)感知实时员工信息:感知RFID员工卡信息,将正在进行中的工步信息与员工工种、技能等级关联,并在系统中记录。
每个RFID员工卡中带有相应的RFID标签,每个标签都有1个全世界唯一的ID号码,在系统中将唯一员工工号与其所持的RFID卡标签电子码一一关联,实现每一个RFID标签代表一名员工。只要带有RFID卡的员工出现在相应的工作区域,就可以对其位置进行实时监控、追踪。RFID系统识别员工信息的基本工作原理如图5所示。
(2)统计实动工时:系统以1 Hz的频率刷新,若感知到切割区域有员工,则工时增加1 s,系统数据库记录员工总工时。
2.2 量具和零部件管理
量具管理系统流程如图6所示,主要功能如下:
(1)分类及主数据维护。分类用于区分不同种类的量具(通用、专用等),根据不同的属性值区分同一分类下的不同物料。量具由大类、中类、小类组成,其中大类、中类和小类具有层级关系,大类、中类和小类的不同决定了此类量具相关属性的不同。主数据维护包括量具序列号、量具分类和量具失效日期等参数维护。
(2)二维码标识。使用建立的计量编码规则+序列号生成计量二维码。根据实际需要,可以打印激光二维码或打印普通二维码。要完成二维码打印,需要确认二维码的可识别性和唯一性,并检查打印效果。由于打印错误或打印表面太弯曲而引起二维码的失真,需要重新打印二维码。对于满足打印要求的二维码,量具将被入库到仓库中。

图4 切割现场员工管理子系统工作流程

图5 RFID 系统基本工作原理
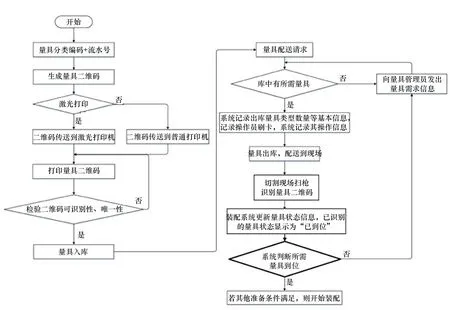
图6 量具管理系统流程
(3)量具完备性检验。在收到量具请求时,系统结合库存信息配送量具,记录出库量具类型数量等基本信息,记录操作员刷卡,系统记录其操作信息。切割现场配有硬件设备红外扫枪,扫量具二维码,并在系统中作判断:量具到位,则判断结果为通过并传给切割执行模块,若其他准备条件满足,则开始切割;量具不到位,则判断结果为不通过,需要重新配送量具。该过程在系统管理计算机中进行,判断结果在切割执行终端界面上可以直观体现。
零部件管理系统功能与量具系统类似,主要包括3个功能模块:零部件分类及主数据维护、二维码标识、零部件完备性检验,不再赘述。
2.3 切割执行过程管控
该功能模块主要由以下几个硬件设备组成:1台可触摸的显示器、1个员工卡读卡器、1个RFID发射器、1个瘦客户机终端和1个扫码器。切割执行过程管控系统组成如图7所示。
主要功能包括:
(1)工艺信息查阅。该系统界面显示以工步为单位的工艺路线,以及关联到工步的零部件信息、量具信息、质检项目信息,供员工查阅。
(2)实时工艺状态显示功能。每一个工步操作都对应着5个工艺状态:待切割、正常切割、暂停、异常和完工。员工在执行工步操作时,根据切割现场实际情况,反馈工艺状态,并刷卡提交至系统中。
(3)员工操作刷卡功能。为保证员工的每一个动作在系统可追溯,修改工艺状态、上报异常、质检记录都要经过刷员工卡步骤,系统将员工信息、动作信息、时间信息关联并保存以供查询回溯。以往这个过程是员工在纸质工艺文档中亲笔签字,但这样无法及时查询员工动作信息,也降低了员工效率。
(4)异常类型报修功能。若切割现场出现异常停工,切割员工从系统报修异常信息,并刷卡提交至系统,系统将异常信息共享至服务器,并提醒管理部门及时处理异常。主要异常类型包括:返工、测试返修、工具缺失、物料缺失和元件更换。
(5)先后顺序约束判断。系统根据实时工艺状态进行先后顺序约束判断,确定当前可执行工步情况,激活可执行工步对应执行终端上的操作按钮。员工可以操作任意已激活的工步,并根据实际切割情况反馈工艺状态,供系统继续进行接下来的可执行工步。
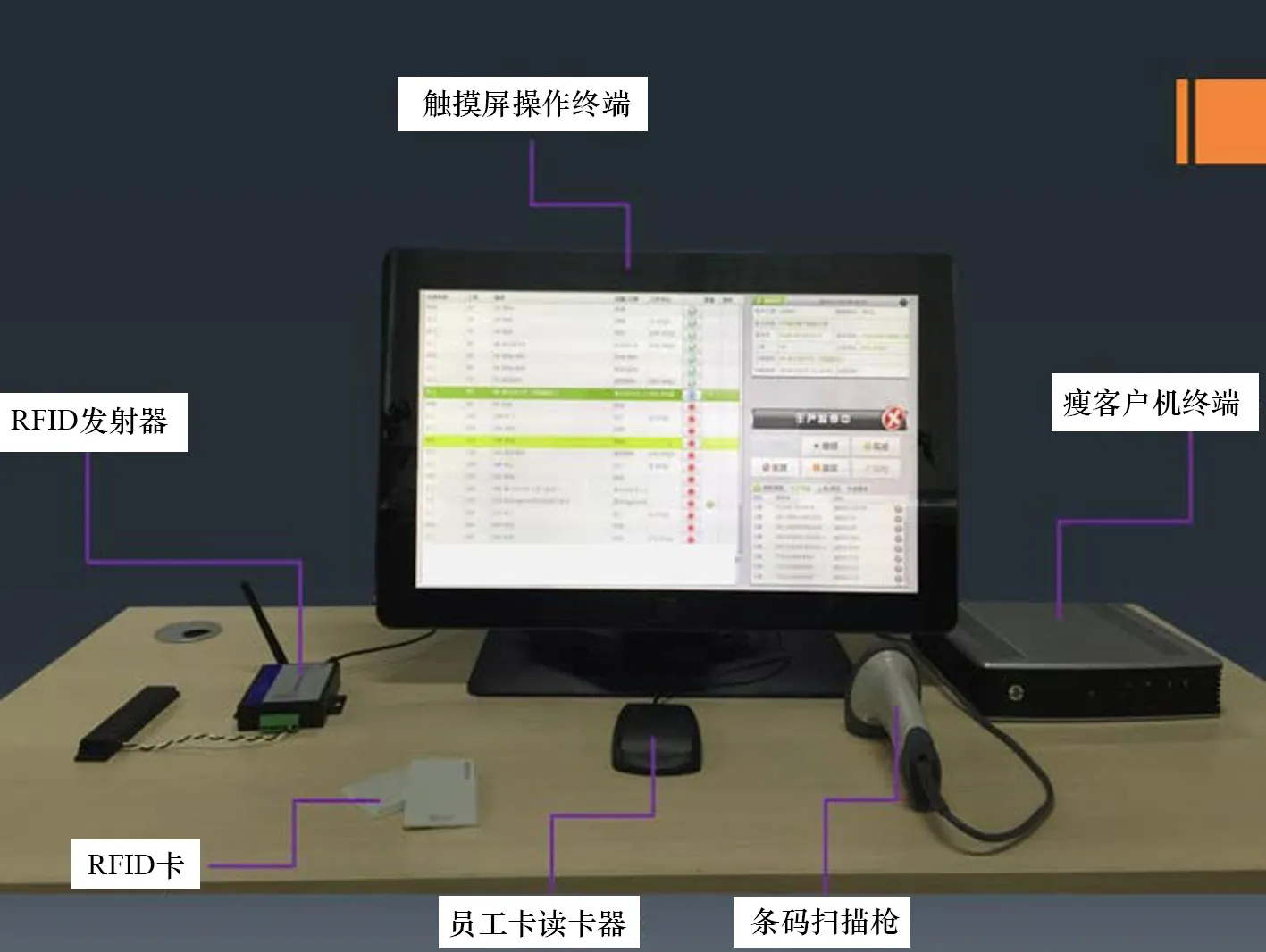
图7 切割执行过程管控系统组成
此外,系统还包含PDF版本技术文档阅读功能和视频演示功能:点击PDF或者视频按钮,界面上显示当前工步相关技术文档或者视频供查阅。切割执行过程管控系统流程如图8所示。
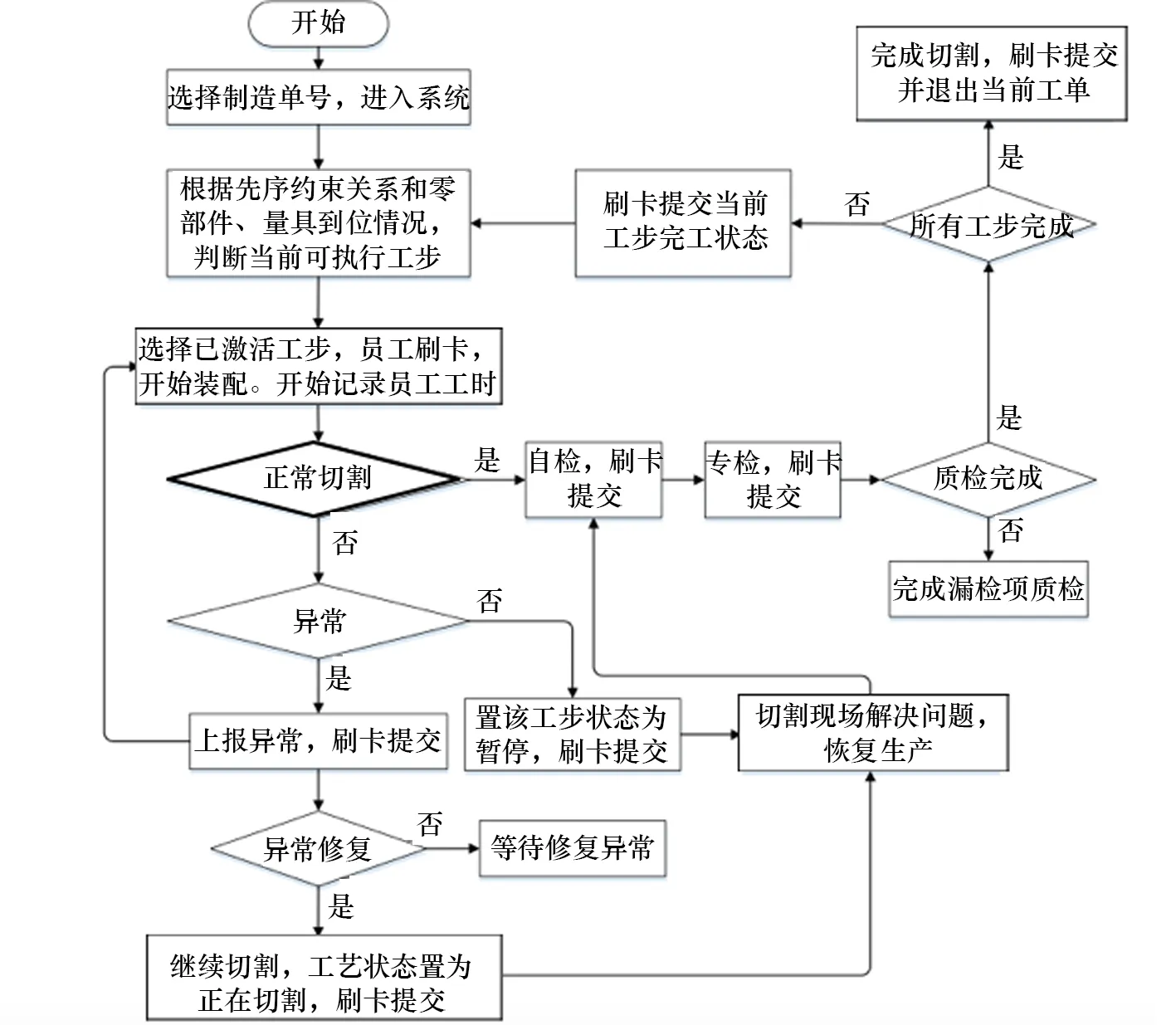
图8 切割执行过程管控系统流程
2.4 切割过程质检
切割过程质检分为自检和专检。
(1)自检。自检是切割员工在切割过程中检验关键质量点的过程。质检项目在该系统中被细分至相应的工步,在该工步中可以查看相关图纸和质量要求。质检项目可以分为以下几种类型:
① 几何尺寸型:长度数值、角度数值等;
② 配合尺寸型:上偏差值、下偏差值等;
③ 状态确认型:数控切割状态、坡口切割状态。
用刷卡的方式记录员工的行为,作为实名制记录代替原来的纸质版上书写日期和签名的形式。如果初次质量检验不合格,需要进行第二次检验,系统会记录两次检验的情况,员工会刷两次卡,第二次检验记录不会覆盖第一次的记录。质检流程如图9所示。

图9 切割过程质检流程
(2)专检。专检的内容和流程与自检一致,是在自检的基础上,由检验员刷卡确认,进行专门抽检。
3 钢板切割过程管控系统实现
钢板切割过程管控系统各模块相互独立,各自有分工但又相互联系,不可分割。系统各功能模块与子模块之间相互协作,共同完成切割过程管控。系统整体功能的框架如图10所示。

图10 切割过程管控系统整体功能框架
3.1 钢板切割过程管控系统流程
为实现切割过程管控,首先需保证切割主数据的准确性,其次要保证物料、工装及时配送,各工序质检按时完成,切割人员才能准确执行切割操作任务,在系统的帮助下,从源头上大幅降低错割、漏割等问题发生的概率。
(1)管理切割主数据。工艺人员根据工艺装备信息、工艺路径信息、质量检验信息、材料零部件信息,将质量检测模块、工艺装备管理模块和零部件管理模块的数据关联到相应的图号上。
(2)生成生产工单。负责生产的部门进行生产派工工作,将图号链接到相关派工单,负责计划的人员将工单的优先顺序传递给生产现场,指导生产现场进行生产活动。
(3)材料零部件和工艺装备到位判断和反馈。配送人员根据切割清单分配物料并根据工具清单分配工具,现场工作人员使用红外扫描枪扫描材料和工具上的实际二维码信息,并将扫描到的信息传递给相关模块,相关模块根据信息判断物理状态,并将结果传递给切割执行模块,如果材料和工具已经就位,则“操作”按钮点亮,可以执行切割。
(4)生产执行过程。根据生产工作中准确的零件、材料、工艺和工艺设备,工人以工作步骤为基本操作执行单元进行生产,并在检验模块中进行切割过程的质量检验,记录相应的切割质量检验数据,并执行该过程。该过程中的每个步骤都包括刷卡提交过程。
3.2 钢板切割过程管控系统实例
由上海交通大学与江南造船(集团)有限责任公司联合开发的钢板切割管控系统已于2017年在江南造船(集团)有限责任公司正式开始运行,现场情况如图11所示。

图11 钢板切割管控系统实际应用
(1)选择制造单号进入切割系统,如图12(a)所示。
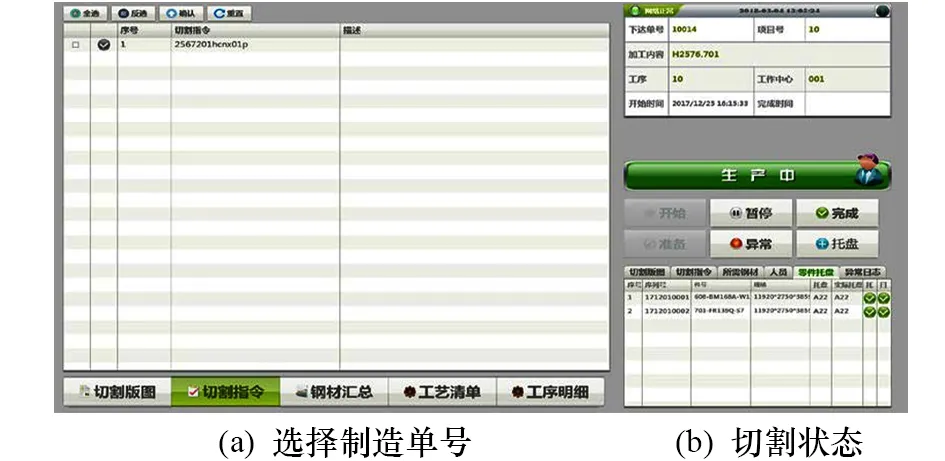
图12 选择制造单号及切割状态
(2)执行管控系统主操作界面。如图12所示,系统右部及下部是基本功能模块,包括切割版图、切割指令、钢材汇总、工艺清单、工序清单等,在工艺模块中的每一步嵌入与该工步相关的质检要求,质检有专业的检查和自检,分别由品质保证部质检人员检查和车间自检人员检查。右端分上下两部分:上半部分是一些主键信息,包括制造单号、套料版图号、施工内容等信息;下半部分是切割操作主控界面,目前软件的版本提供暂停、完成、异常等主要操作按钮。这些操作的提交过程都嵌入操作人员刷卡的过程,确保操作的可追溯性,减少因人为因素造成不必要的切割问题。主操作按钮下方是对当前工步信息的详细描述以及当前工步的责任人信息。在界面右下方,系统提供与当前工步相关的作业指导,包括操作规范PDF格式文件、操作视频文件等。
(3)实时切割状态。可执行切割的工步按钮激活时,表示材料、工装量具全部配送或领用到位,该工步处于待切割状态,如图12(b)所示,员工可以进行切割和工艺状态更新。
(4)切割过程质检。如图13(a)所示,点击进入自检或专检模块,完成工步所包含的质检项目并记录质检数据。
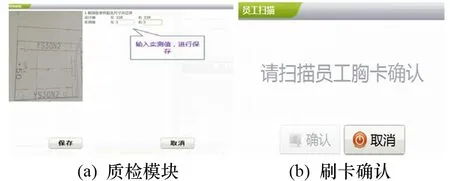
图13 质检模块及刷卡确认
(5)刷卡提交。员工的每一步操作和质检保存后,系统自动跳出刷卡确认界面,如图13(b)所示,代替手写签字确认的繁琐流程,便于在系统中查询和追溯,提升切割效率。
(6)异常报修。若切割过程出现异常,切割员工需要及时选择异常类型,如图14所示,并通过系统刷卡确认及时报修。

图14 异常报修
4 结束语
以PBOM的思想为核心组织架构,开发了一种项目型产品切割过程管控系统。这套系统实现了切割过程的电子化管控,能实时反映员工状态、工艺执行状态等信息,确保物料的完备性,保证严格按照工艺执行切割,防止错割、漏割和漏检的情况。该项目型切割过程管控系统已经在江南造船(集团)有限责任公司制造部切割作业区成功实施,并计划在其他作业区、部门、工厂进一步推广。
