基于在特定条件下ZJ19B型烙铁温度控制的研究
2019-11-11方玉波
摘 要:针对我厂ZJ19B型卷烟在生产过程中,由于温度控制经过改造后,后身PLC脱线导致温度不受控制;以及高、低速烙铁在开机和停机时温度波动大的分析和解决的办法。
关键词:PASSIM(帕希姆);ZJ19B型卷烟机;西门子PLC;PROFIBUS DP总线;固态继电器;四通道温控器
1 引言
ZJ19B型卷烟机是我国许昌烟机厂引进英国Molins(莫林斯)公司生产的一种高速卷烟生产设备PASSIM,最早进口的PASSIM和国产一代ZJ19机的所有加热器控制,都是用四通道温控器来对各个温度进行控制。现在我厂对其升级成ZJ19B,把原来的四通道温度控制器全部取消,用PLC来进行控制,用工控机的显示各个加热器时实温度,设定温度和报警温度。在二十世纪90年代,ZJ19B是全国最好的卷烟设备,也是全国生产销售最好、最大的卷烟设备公司之一。
2 简介:ZJ19B型卷烟机的烙铁加热器控制原理
ZJ19B型卷烟机的烙铁加热器由卷烟机中的高、低速烙铁和接嘴机的水松鼓加热、搓板加热、胶前和胶后加热器组成。对加热器的温度控制分别由卷烟机电控柜主PLC和料斗PLC控制完成。高、低速烙铁、水松鼓加热、搓板加热和胶前加热的工作电源是单相交流110V,胶后加热器是80V。每一路加热器由一个空气开关作为加热器回路的过载和短路保护,然后经过二个接触器(1A1K10和1A1K11)到固态继电器,加热器的通断是依靠固态继电器来控制。加热器的实际温度主要是经过热敏电阻(铂热电阻)接入料斗PLC的模拟输入板,通过PLC程序换算成当前的实际温度,并在工控机主画面上显示,所有温度显示值的单位为℃。而所有加热器的设置温度和报警极限值则在专门的温度设置画面中设置。当通电时,加热器处于关断状态。与加热器通/断开关(9A4S6)一体的指示灯(9A4H6)经主PLC输出口Q12.4点亮。加热器通/断(9A4S6)开关为瞬时按钮开关。按下此按钮时,信号经输入口I1.1送给卷烟机PLC。只要不存在加热故障,主PLC便输出“烙铁(加热器)使能”信号。烙铁和加热器控制器然后激活加热器固态继电器。烙铁和加热器经相关的断路器(1A1F9、1A1F10、1A1F16、1A1F4、1A1F15、1A1F17)和固态继电器(1A1U1——1A1U6)获得电源(110伏交流或80伏交流)。每个烙铁和加热器都有一个相应铂热电阻检测器。该检测器把测得加热器的温度送给料斗PLC的模拟输入模块,通过总线PROFIBUS-DP到主PLC,然后由主PLC换算成实际温度值。如果实际温度值高于预定的温度高限或低限值将产生温度过高或过低报警信号,從而产生加热故障信号。本系统中,温度的控制是通过主PLC程序中的加热功能块FB38来处理完成的。该功能块不仅能判断加热器故障,还能判断铂热电阻故障。如果PLC接收到温度过低报警信号。卷烟机将不能起动。可是,如果机器已经在运行,该信号将不会使机器停止。不过,显示屏上将闪动报警信号。如果烟条加热器温度过高报警信号送给PLC,卷烟机将不能起动。但如果机器已在运行,将激活“立即停机”指令。加热器固态继电器控制端将不再有使能信号,固态继电器输出端立即失电。加热器电路将断开,停止加热。
3 存在的问题
1)我厂以前的加热器温度是由四通道温控器进行控制各烙铁加热器,现在升级用西门子PLC S7 300来控制各温度和烙铁加热器。而温度的模拟输入信号在料斗PLC从站中,控制的程序和输出在主PLC和卷烟机PLC。在设备上电或在停机时,如果后身PLC未启动;或在保养时,不小心把RUN按钮转换到STOP状态下;或后身PLC从站与主站PLC的网络总线PROFIBUS DP未连接上或被中断,导致后身PLC从站脱线。此时如果操作工在做其他工作时,没有注意到后身PLC脱线这一故障,那么,加热器的温度检测信号是在后身PLC上,就不能与主PLC进行PROFIBUS DP连接,无法刷新烙铁加热器当前的温度,一直显示最初的温度,而主PLC的程序将会按照设定的温度进行加热控制,主PLC一直接收到的相同的温度,由于总线没有随时刷新,所以就会一直加热,却一直达不到设定的温度,而实际温度却达到很高的温度。
2)当ZJ19B烟机在运行中,高、低速加热器的温度都能在设定范围内波动,一旦停机之后,高、低速加热体的温度就会一下子飙升,可能超过设定温度50度左右,如果温度没有降下来的情况下,在启动设备,就会导致所生产的烟条出现黄斑,也有可能温度太高,直接把烟条上的胶水烙干,产生爆口;当ZJ19B机启动时,高、低速加热器的温度就会下降,有时下降到在设定温度下40度,这时由于温度太低,导致烟条上的胶水不能完全粘合,也会产生爆口。
4 分析产生的原因和解决的办法
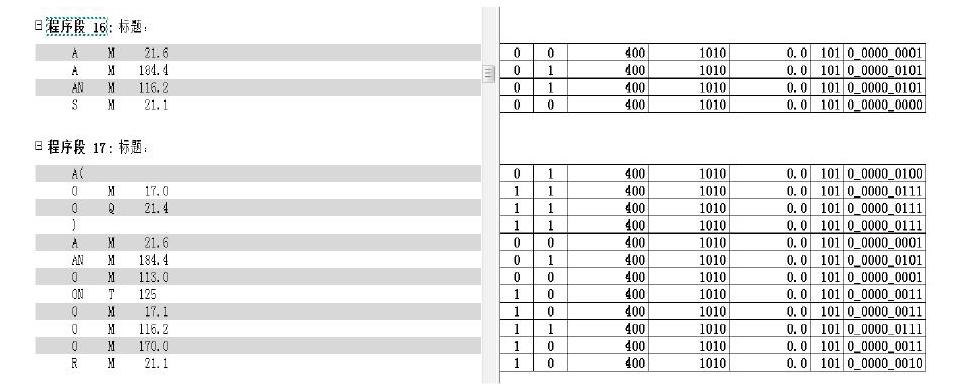
1)由于在升级改造过程中,只注意到后身PLC从站脱线(脱线包括几种情况:(1)PROFIBUS-DPI没有联接好;(2)后身PLC处于停止状态,拨码开关在STOP位置;(3)拨码开关虽在RUN位置,但没有处于运行状态。),不能启动设备正常运行,必须要处理好之后,才能使整个机组正常运行。而ZJ19B中的各加热器的测温热敏电阻(Pt100)是接在后身PLC上的模拟输入板AI8x12Bit上,而对温度的计算、分析、控制却在主站PLC中,输出程序在卷烟机PLC输出板DO16xDC24V/0.5A的QB20,虽然后身PLC脱线了,测温模拟输入信号不能立即刷新并传入到主PLC,一旦加热器按钮被按下,主PLC仍然要对其计算、分析、控制和输出程序。一旦有后身PLC从站脱线后,就会使各加热器处于非控制状态。根据这个原因,我们就把后身PLC脱线这一信息加在主PLC程序控制中,加热器的输出信号就得到了控制,同时对加热信号进行复位。具体的信息是M116.2(后身PLC脱线)对M21.1(加热器启动)复位,同时,将M116.2的常闭触点串联在M21.1的置位线路中。
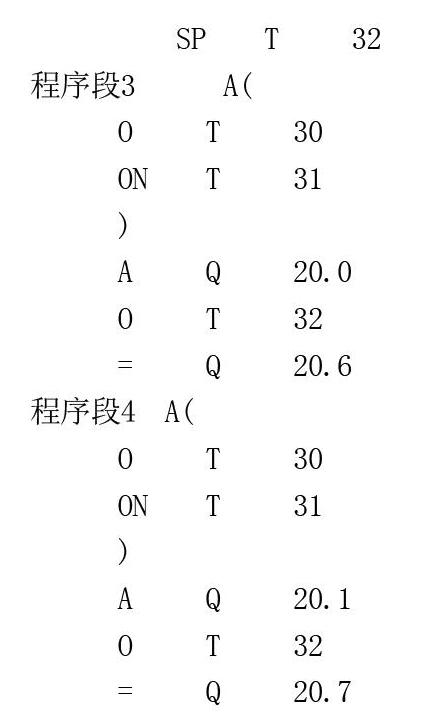
2)在ZB19B机组中,一直都存在高、低速烙铁温度在开机和停机的时候,温度波动特别大,当设备正常运行的时候,温度控制又能正常使用。对这高、低速烙铁的温度控制想了不少的办法,从烙铁的功率、烙铁体的传热、绝热角度着手考虑,效果仍然不理想。经过多次的开机和停机时加热状态观察,在开机运行的时候,烟条和封口胶在高、低速烙铁上会带走很大部分的热量,温度自然会极速下降,即使在此时,全速加热,温度也会下降,而此时加热使能信号却还是断续加热,自然会使温度下降的幅度很大;在停机时,温度显示一直往上涨,此时还是有加热使能信号,说明还在断续加热,本来这个时候由于刚停机,所带走的热量忽然一下子减少,温度本来就会往上涨,再加上还有加热使能,此时温度向上涨的值肯定会更高。烙铁加热器温度的控制主要还是用PID算法,当烙铁加热器在某个状态下,加热与散热达成了平衡状态,忽然打破平衡之后,肯定会有很大的波动。针对这二种情况,在开机运行的时候,让高、低速烙铁全速状态加热,来补充此时所带走的热量,来减少温度的波动;在停机时,忽然停止所带走的热量,温度升高,使其不再給它加热的电能,来抑制温度的上升。于是把卷烟机PLC中OB1的程序中进行了部分的增加。经过多次调试,延时时间在10-20S为最佳。
5 结束语
由于ZJ19型机组在我厂卷制生产中占有绝对的主导地位,针对各个细节都要作出更好、更优的解决方法;经过这次对ZJ19型高低速烙铁温度波动大的优化,起到了非常明显的效果。烟草行业竞争越演越烈,质量要求也越来越高,在不断追求产品质量的同时,也将对设备更加符合烟草生产创造更加有力的条件。
参考文献
[1]李新光主编 PASSIM卷烟机组技术手册 许昌烟机厂;
[2]贾志强主编 ZJ19A卷接机组安装调试电气技术培训教材;
[3]彭峋主编 ZJ19B卷接机组安装调试电气技术培训教材;
[4]陈炳基主编 YJ19-YJ29卷接机组 北京出版社。
[5]上海实甲电子科技有限公司
作者简介
方玉波,工程师、高级技师,1997年毕业于成都电子机械高等专科学校,机械设备及自动化专业。1997年进入涪陵卷烟厂卷接包车间从事卷接、包装设备的电气维修及技术改造工作,一直至今。
