AP1000核电汽轮机主要部件选材分析
2019-11-09杨晓辉彭建强吕振家闫红博哈尔滨汽轮机厂有限责任公司哈尔滨50046黑龙江科技大学哈尔滨500
杨晓辉,彭建强,吕振家,闫红博(.哈尔滨汽轮机厂有限责任公司, 哈尔滨 50046; .黑龙江科技大学, 哈尔滨 500)
目前在建的1 000 MW等级核电站主要有以下四种类型:法国法马通核能公司的EPR,日本东芝公司的AP1000(2006年该公司收购了美国西屋核电公司),在原二代反应堆基础上改型的CPR1000,以及俄罗斯的VVER-1000[1]。其中,AP1000采用非能动安全系统,是目前最先进的核电技术之一。AP1000核电汽轮机主蒸汽参数为270 ℃,压力为5.4 MPa,额定功率为1 250 MW[2]。由于核电汽轮机温度低,流量大,湿度大,在材料选择上除满足构件的强度要求外,还必须考虑湿蒸汽对材料本身的腐蚀作用,即考虑材料的抗腐蚀性能。本文在分析比较国内外核电汽轮机选材的基础上,对某型AP1000核电汽轮机主要部件选材特点进行了详细分析,为该型汽轮机主要部件选材的进一步优化奠定一定的基础。
1 转子
1.1 核电转子材料
AP1000高压和低压转子均选用传统的低压转子材料30Cr2Ni4MoV。高压转子锻件尺寸及质量与常规火电机组低压转子相差无几,在制造上不存在难度。但是,低压转子锻件最大直径近3 m,质量仅200 t,制造难度极大。目前世界上仅有2~3家锻造厂家能够制造。
表1是AP1000核电汽轮机低压转子的化学成分。从表1可以看出,AP1000低压转子30Cr2Ni4MoV对P、S、Sn、As、Sb等有害元素的限制有着非常严苛的要求,相当于超纯低压转子的要求。

表1 化学成分要求(质量分数%)[3]
1.2 核电低压转子飞射物问题
对于核电机组而言,飞射物是极其危险的,会造成灾难性的事故发生。因此,核电站非常重视机组零部件发生飞射物的概率。通常采用四类潜在的失效机理评估低压整锻转子飞射物发生概率:(1)应力腐蚀断裂;(2)脆性断裂;(3)高周疲劳断裂;(4)低周疲劳断裂。
根据保守的分析,尽管汽缸能阻止飞射物飞出,转子断裂仍被认为会导致产生飞射物。下面分别分析AP1000汽轮机转子每种破坏机理的预防措施。
1.2.1 应力腐蚀断裂预防
对于核电汽轮机转子而言,应力腐蚀是需要特别注意的问题。主要有三个因素影响部件发生应力腐蚀:材料屈服强度、工作应力水平和工作环境。由于核电汽轮机转子在湿蒸汽环境下运行,腐蚀环境是不可避免的,因此只能通过调整材料屈服强度和工作应力水平来提高转子的抗应力腐蚀能力。
AP1000核电汽轮机转子主要通过以下两种方式提高转子的抗应力腐蚀能力:
1)应力腐蚀与材料的强度密切相关,材料的强度越高,则应力腐蚀倾向越大。AP1000转子采用低强度材料,转子材料屈服强度仅要求高于620 MPa,远低于常规火电低压转子材料的760 MPa。
2)应力腐蚀与工作应力密切相关,工作应力越大,则应力腐蚀倾向越大。AP1000核电汽轮机转子采用整锻结构,取消了红套转子的键槽结构,不存在应力集中问题。
红套结构转子曾发生过应力腐蚀裂纹问题,因此,目前除了西门子公司仍在使用这种结构外,其他核电机组制造商均采用整锻转子或焊接转子。
西门子公司采用特殊的热处理和表面处理工艺,这显著提高了转子抗应力腐蚀能力[5]:
1)在锻件热处理后用水喷淋,使轮毂和外缘区域的冷却速度比轮盘内部快,整个部件按正确的工艺程序冷却后,会在表面区域出现残余压应力;
2)对轮盘的轮毂、腹板和叶片槽进行喷丸处理,消除机械加工产生的残余拉应力,在转子表面形成压应力;
3)对所有的轴颈、轴向键槽和低压叶片根颈进行滚压,使其表面产生压应力。
上述特殊工艺虽然能够显著提高转子的抗应力腐蚀能力,但是会大大增加转子的制造难度,延长生产工期。
1.2.2 脆性断裂预防
无论材料制造工艺水平如何提高,材料都不可避免地存在一定的缺陷,尤其是AP1000核电低压转子锻件,质量近200 t,制造过程中的缺陷不可避免。大量的工程经验也表明,很多部件的工作应力虽然远低于材料的屈服强度,但仍然会发生脆性断裂。为了避免这类材料失效行为,工程中引入了断裂韧性的概念。断裂韧性是在考虑材料具有一定缺陷的情况下,表征材料抵抗缺陷扩展能力的性能指标。为了防止转子发生脆性断裂,发生飞射物问题,核电汽轮机转子对材料的断裂韧性有着非常高的要求,通常要求断裂韧性不低于150 MPa·m1/2,同时还要有很高的安全系数。
影响材料断裂韧性的因素有很多,包括杂质元素、成分偏析、组织不均匀等等。为了提高AP1000核电汽轮机转子的断裂韧性,显著降低飞射物发生的概率,转子锻件制造商采取了下述措施:
1)控制杂质元素。杂质元素会显著降低材料的断裂韧性,尤其是As和其他杂质元素共同存在时危害更大,因此AP1000转子对杂质元素含量控制极其严格,P、S、Sn、As、Sb等有害元素的含量要求极低,相当于超纯转子的要求。
2)严格控制成分偏析。在钢锭的凝固过程中,由于各个元素的熔点不同,因此它们的凝固速度不同,这使得钢锭的化学成分发生偏析。成分偏析影响到金相组织,从而影响到局部的断裂韧性,造成转子断裂韧性不均匀,使得转子产生脆性断裂风险。AP1000汽轮机转子在冶炼过程中需要严格控制每一步制造工序,避免成分偏析,使不同位置各种元素的含量基本一致,如图1所示。
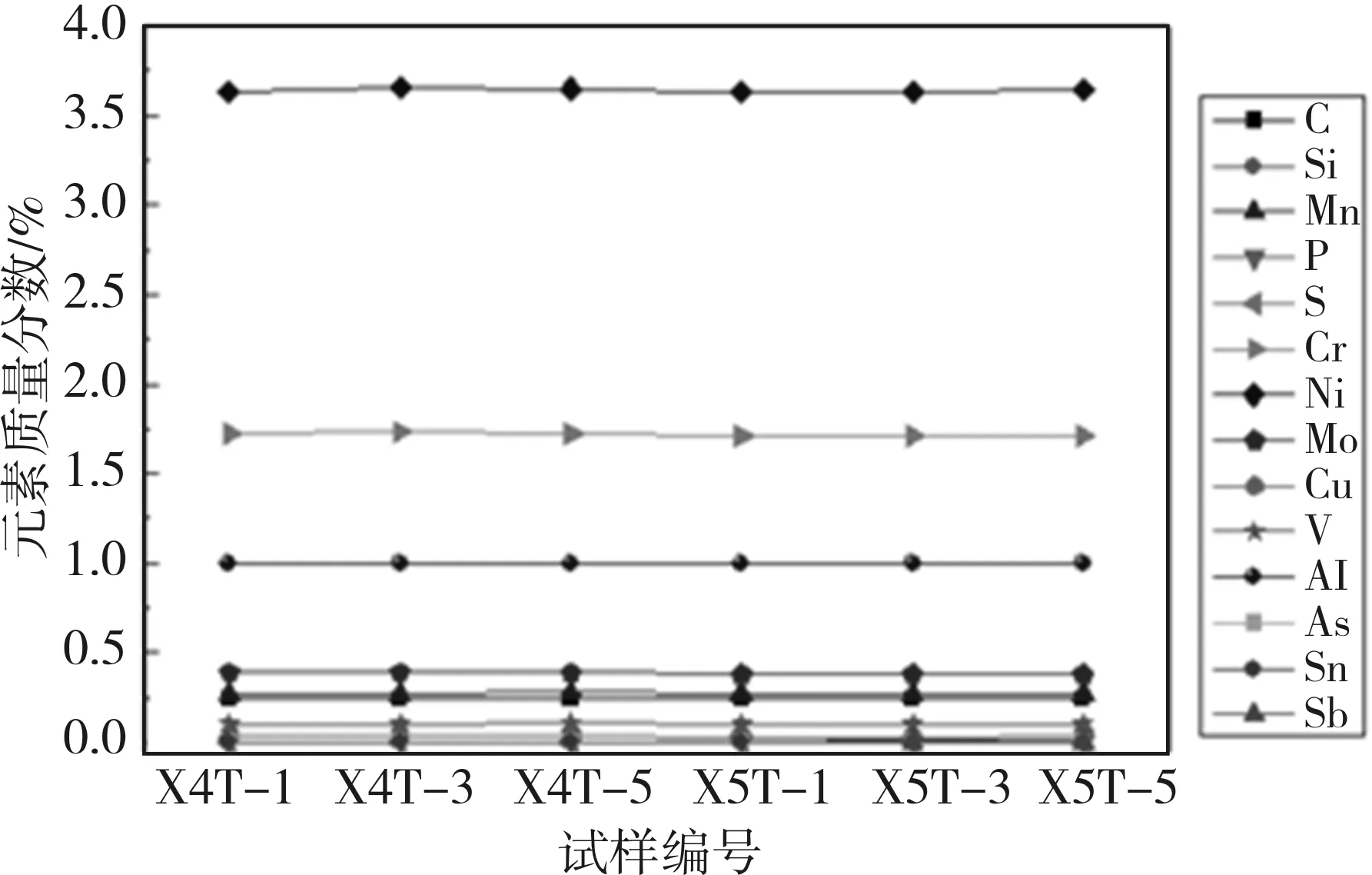
图1 不同位置各种元素的含量
3)添加合金元素。由于内外冷却速度不同,淬火后钢的内外金相组织不一致,断裂韧性等材料性能也不一致,可通过添加适量的合金元素解决。AP1000核电汽轮机转子的尺寸和质量都很大,通过采用淬透性良好的3.5NiCrMoV钢和有效的热处理工艺手段,使得其内外金相组织均为贝氏体回火组织,且非常均匀,晶粒度为5级左右,如图2所示。断裂韧性试验表明,AP1000核电机组转子表面和芯部的断裂韧性都非常高,为300 kJ/m2以上,且差异很小。

图2 转子内外部金相组织及晶粒度照片
1.2.3 高周疲劳断裂预防
从设计角度和材料性能角度,高周疲劳均不可能产生飞射物。在高周疲劳下,假定转子受到循环弯曲载荷的作用而使疲劳裂纹沿平面扩展至轴心,这些载荷是由重力和可能存在的轴承偏心产生的,基本不可能产生飞射物,原因如下:(1)在设计中,所设置的较大的安全系数能把疲劳裂缝的产生和增长风险降到最低;(2)较大的横向裂缝会引起偏心和巨大的振动,可以在断裂产生前通过检修排除。而且AP1000汽轮机转子采用的3.5NiCrMoV钢具有优异的高周疲劳强度,可以避免产生飞射物。
1.2.4 低周疲劳断裂预防
汽轮机飞射物可能是由于机组启停,使裂纹扩展而引发的,即低周疲劳断裂。在汽轮机运行寿命期间,裂纹可能从转子中部产生,扩展到临界尺寸,因此脆性断裂是转子失效的主要因素。对此,通过严格控制AP1000核电汽轮机转子缺陷尺寸,提高材料的断裂韧性,避免发生低周疲劳断裂。AP1000核电汽轮机的超声波探伤灵敏度起始尺寸远低于火电机组,而且要求对直径超过1.6 mm的缺陷位置、大小等进行详细记录,并进行断裂力学分析,确保在机组寿命期内缺陷不会扩展至临界尺寸。
如前所述,通过消除转子的成分和组织偏析,严格限制P、S、As等杂质元素的含量,可以使AP1000汽轮机转子具有优异的断裂韧性。
2 汽缸和隔板套缸材料
核电机组汽缸和隔板套材料主要有三种类型:
1)采用碳钢制造,缸体铸件制造容易,成本较低,但是中分面必须采用防腐蚀材料进行堆焊,且堆焊工作量很大;
2)采用CrMo合金钢制造,缸体铸件制造较容易,质量易于保证,成本也较低,但是同样需要在中分面等位置采用防腐蚀材料进行堆焊,且堆焊工作量很大;
3)采用12%Cr不锈钢制造,缸体铸件制造难度大,成本高,但由于其本身具有较好的抗腐蚀性能,因此缸体中分面等位置无需采用防腐蚀材料进行堆焊。
AP1000汽轮机高压缸制造采用第一种类型,即采用碳钢铸件,中分面等位置采用因康镍防腐蚀材料进行堆焊。低压隔板套也采用第一种方案,即采用碳钢铸件,并采用奥氏体不锈钢进行堆焊。这种选材方案既考虑了经济性,又兼顾了工况条件对部件材料性能的要求。但是,堆焊等工序大大增加了工作量,延长了制造工期。
如果汽缸壁因水蚀减薄1英寸(25.4 mm), 就要对因水蚀减薄的缸壁进行堆焊处理。经验表明:如采用碳钢材料, 大约在机组运行20 年后, 即在汽轮机机组寿命期内至少需堆焊一次;如采用1.25 Cr-0.5Mo钢, 在汽轮机机组寿命期40年的最后几年可能也需要进行堆焊处理;如采用2.25Cr-1Mo钢, 其抗水蚀能力大约是1.25Cr-0.5Mo钢的2倍, 在机组寿命期内不必因水蚀而做堆焊修理[4]。但是由于热应力的存在, 汽缸中分面可能出现变形并引发缝隙侵蚀, 这将严重损害汽缸中分面的密封性能,影响机组的使用寿命, 虽然发生的可能性很小, 但也必须采用防腐蚀材料进行堆焊。
综上,2.25Cr-1Mo铸钢是目前国内外核电汽轮机汽缸广泛使用的材料。
虽然也有核电机组采用了第三种方案,但是由于其成本很高,且大型12%Cr钢汽缸的制造难度很大,质量难以保证,所以通常不建议采用这种方案。但是,隔板套等较小的部件可以考虑采用这种方案。AP1000核电机组高压隔板套、内汽封便是采用不锈钢制造的。
3 动静叶片
3.1 动静叶片材料
AP1000核电汽轮机高压动静叶片均采用1Cr12Mo,低压前几级动静叶片叶采用1Cr12Mo钢,后几级动叶采用0Cr17Ni4Cu4Nb制造,后几级静叶采用ZG0Cr19Ni9不锈钢精密铸造工艺制造。
AP1000核电汽轮机低压末级采用54英寸(1 371.6 mm)叶片,防水蚀采用传统的钎焊司太立合金片方式。
为了满足更大功率核电汽轮机末级叶片的需求,哈汽公司还以36英寸(914.4 mm)叶片为母型,考虑核电叶片的运行特点,采用模化设计及综合优化的方法开发出了72英寸(1 828.8 mm)的末级动叶片。
3.2 动静叶片材料特性
1Cr12Mo属于马氏体不锈钢,含有0.3%~0.6%Ni和Mo,具有较高的室温强度、塑韧性和热强性,减震性好,组织稳定,工艺性能优异,耐腐蚀,在其生产和运行方面的经验丰富,是国内外常用的汽轮机叶片材料。
0Cr17Ni4Cu4Nb属于沉淀硬化不锈钢,在具有高强度的同时保持优异的塑韧性,且具有良好的抗腐蚀性、抗疲劳性、减震性和焊接性能,是国内外广泛使用的大型汽轮机末级叶片材料。
ZG0Cr19Ni9是最普通的18-8型奥氏体不锈钢,具有优异的抗腐蚀性能,能够满足湿蒸汽腐蚀环境下材料耐腐蚀性能的要求。但是,由于这些静叶片尺寸很大,特别是末级静叶,其上还有去湿槽设计结构,这大大增加了静叶的精密铸造难度。
4 紧固件
通常对于汽轮机紧固件材料,除了常温力学性能要求外,材料还应有满意的热强性和抗松弛性能,这和金属的蠕变性能有关,但在核电汽轮机制造中人们对热强性不予考虑,而将缺口敏感性视为紧固件材料的重要力学性能。缺口敏感性指材料存在缺口时应力集中的状况,表征材料抵抗裂纹萌生和扩展的能力。螺栓螺纹就相当于缺口,在缺口根部造成应力集中,易导致高强度低塑性材料的脆性破坏。由于螺栓主要是在拉应力状态下工作,汽轮机运行中腐蚀产物在螺纹根部的沉积又将促使应力腐蚀破坏,这是螺栓失效的一个重要形式,因此特别要求核电汽轮机紧固件材料具备良好的强度和塑韧性综合指标,具备较低的缺口敏感性和较高的抗拉应力腐蚀能力。
核电汽轮机紧固件材料主要分为Cr-Mo钢和Cr-Mo-V钢两类,采用Cr-Mo钢的紧固件材料有42CrMo和35CrMo等,采用Cr-Mo-V钢的紧固件材料有25Cr2MoVA等。AP1000核电汽轮机紧固件采用35CrMoA等Cr-Mo类材料。
上述材料均属于低合金结构钢,由于核电汽轮机处在湿蒸汽工况中,在长期运行之后螺栓螺母可能生锈咬死,也可能因此产生应力腐蚀而导致断裂失效。所以,应当对这类紧固件进行表面防护处理,提高其抗腐蚀能力。
另外,汽缸中分面螺栓尺寸较大,比如AP1000汽轮机高压缸中分面螺栓直径达145 mm,如果采用35CrMo和42CrMo等合金元素含量较低的材料,则存在淬透性差的问题,性能难以满足标准要求。对于截面较大的汽缸中分面螺栓,建议选用合金元素含量较高、淬透性好的25Cr2MoVA。
5 结 论
本文在分析比较国内外核电汽轮机选材的基础上,对AP1000核电汽轮机关键零部件选材进行了分析,结论如下:
1)AP1000核电汽轮机转子的化学成分要求极其严格,达到超纯转子的水平。本文在防止飞射物方面,介绍了针对AP1000的整锻转子四种潜在的失效机理所采用的有效预防措施,表明AP1000核电汽轮机转子不可能产生飞射物。
2)AP1000核电汽轮机高压缸采用碳钢制造,中分面等与蒸汽接触的位置采用抗腐蚀性能优异的不锈钢进行堆焊,低压隔板套采用碳钢铸件,并采用奥氏体不锈钢进行堆焊,这样兼顾了机组的经济性和安全性。但考虑到2.25Cr-1Mo铸钢具有更优异的抗腐蚀性能,建议AP1000核电汽轮机汽缸改用2.25Cr-1Mo铸钢制造。
3)对于截面较大的汽缸中分面螺栓,由于35CrMo钢的淬透性较差,建议选用合金元素含量较高、淬透性好的25Cr2MoVA。
综上所述,AP1000核电汽轮机关键零部件均采用具有成熟制造经验和丰富运行业绩的材料,完全能够有效保证机组长期安全可靠运行。为了进一步对选材进行优化,可以考虑提升高压外缸和汽缸中分面螺栓的材料等级。
