工业废盐酸的提纯工艺研究
2019-11-05荣俊锋李宁宁何媛张晔李伏虎史同上谈德伟陈金钵张创
荣俊锋,李宁宁,何媛,张晔,李伏虎,史同上,谈德伟,陈金钵,张创
(安徽理工大学 化学工程学院,安徽 淮南 232001)
盐酸作为常用化学试剂被广泛应用于医药、食品[1]、化工等行业,盐酸经过管道输送和储存过程中往往会引入杂质Fe3+,造成所制得的盐酸泛黄,影响产品质量。但在使用中对酸中金属离子含量要求很高,成品盐酸一般要求Fe3+的含量<0.5 mg/L[2]。目前,主要通过蒸馏法[3]和离子交换法[4-8]获得较纯净的成品盐酸。但蒸馏法工艺投资大、高耗能、对环境污染严重。离子交换法具有投资少(离子交换树脂易洗脱再生)、工艺流程简单、操作方便、处理能力强、环境友好等特点,因此是目前精制盐酸的重要方法。本文采用“717”强碱性阴离子交换树脂(氯型)处理工业盐酸(主要去除酸中金属离子)。试验证明该工艺流程简单、操作方便、处理能力强、提纯效果好。在工业盐酸提纯的众多方法中占有重要地位。
1 离子交换法基本原理[9-11]
1.1 除金属离子机理
Fe3+、Cu2+、Zn2+、Co2+、Mn2+等离子在盐酸中以配合阴离子形式存在,这种配合阴离子很容易被树脂吸附交换,以Fe3+为例,反应式如下:
RCl+[FeCl4]-→RFeCl4+Cl-或
1.2 再生机理
氯型阴离子交换树脂吸附饱和后,可用去离子水洗脱、再生。

2 实验部分
2.1 试剂与仪器
盐酸(36%~38%)、201×7(717)强碱性阴离子交换树脂(Cl-型)、95%乙醇、氢氧化钠、三氯化铁均为分析纯;工业盐酸(安徽蚌埠某化工企业原料),主要成分见表1。

表1 工业盐酸主要成分Table 1 Main components of industrial hydrochloric acid
722型光栅分光光度计;离子交换柱(与安徽蚌埠某化工企业联合研制,透明有机玻璃材质,长径比H/D=5,树脂填装系数0.8,配套的管道、阀门等附属零件)。
2.2 工艺流程
阴离子交换法提纯工业盐酸工艺流程图见图1。
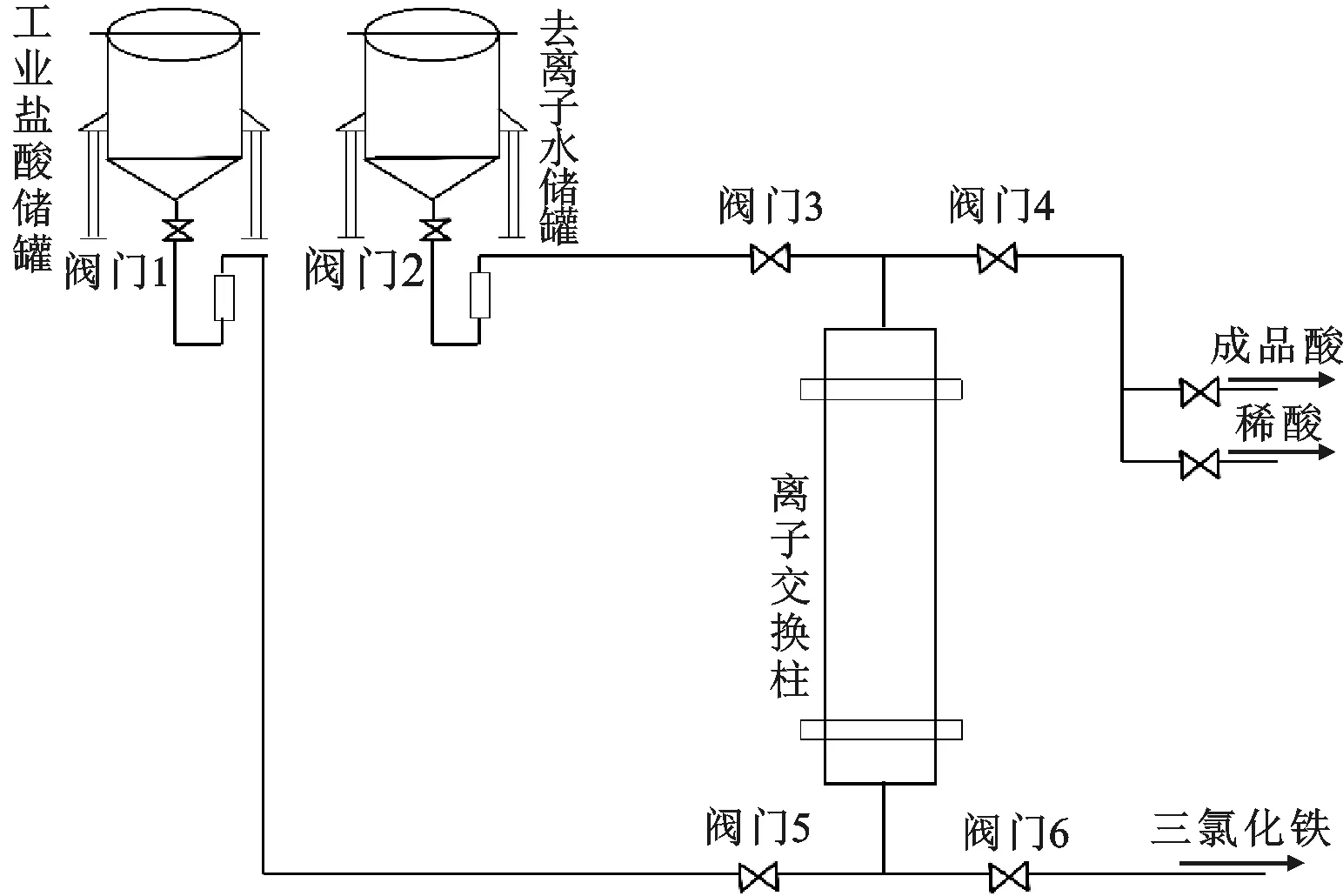
图1 工业盐酸除铁工艺流程图Fig.1 Process flow diagram of industrial hydrochloric acid iron removal
2.2.1 树脂预处理 树脂先经过筛分去除细小粉末和不规则颗粒。接着水洗:用去离子水漂洗2~3次,浸泡24 h,中间换2次水,使树脂充分溶胀,并除去无机物和机械性杂质。再接着醇洗:沥去去离子水,用95%乙醇漂洗树脂2~3次,浸泡24 h,中间换2次水,再用去离子水漂洗至无醇味,除去树脂中的有机物。预处理完成[12]。
2.2.2 装柱 如图1,将经过预处理的(717)强碱性阴离子交换树脂装入交换柱中,接着泵入去离子水(阀门2、3开启,其余关闭),充填至规定高度,充填时注意避免气泡夹带。通过阀门6调整液面高度,使其高于树脂层5 cm。
2.2.3 交换除铁 按图1所示工艺流程图,将工业盐酸由储罐泵入离子交换柱中(阀门1、4、5开启,其余关闭),调整阀门1开启量,控制流速 20 L/min。开始出酸时,酸浓度先低后高,交换过程中,实时检测酸浓度和Fe3+的含量,达规定要求时,从成品酸阀门排出,即为成品酸。未达要求的稀酸通过循环泵打入工业盐酸储罐,再重新回到离子交换柱进行交换。当检测Fe3+超标时,应停止交换,对树脂进行再生处理。
2.2.4 洗脱再生 按图1所示工艺流程图,用去离子水采用顺流方式对树脂进行淋洗(阀门2、3、6开启,其余关闭),流速20 L/min。排出液为含FeCl3的废液,经后续处理可回收FeCl3。淋洗时,不断检测流出液中铁含量,至无铁时淋洗结束,树脂再生完成[13]。
样品溶液与树脂之间的交换过程是一个动态过程,按树脂预处理→装柱→交换除铁→洗脱再生这个步骤进行。
本实验采用1,10-菲啰啉分光光度法(GB/T 3049—2006)测定盐酸中铁含量,采用稀释倍数法(GB 11903—89)测定盐酸色度。铁脱除率(%)定义为:铁脱除率=(C0-Ct)/C0×100%,其中C0酸初始铁含量,本试验C0=5 400 mg/L,Ct为处理后酸的铁含量。
3 结果与讨论
3.1 酸浓度的影响
按图1所示工艺流程图,工业盐酸流速控制在20 L/min,分别调节酸浓度为10%,20%,25%,30%,36%,38%,考察不同酸浓度对除铁效果的影响,结果见图2。
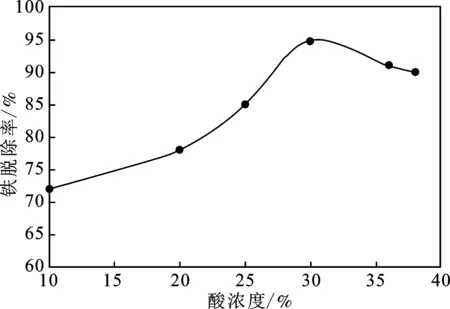
图2 酸浓度对铁脱除率的影响Fig.2 Effect of acid concentration on iron removal
由图2可知,随着酸浓度的不断增加,铁脱除率也在不断增大,当酸浓度为30%时,除铁效果最好,铁脱除率达94.8%。酸浓度在30%以上时,除铁效果反而有所下降,这是因为离子交换过程是可逆反应,Cl-浓度的增加,不利于交换反应的正向进行。
3.2 流速的影响
按图1所示工艺流程图,工业盐酸酸浓度取30%,调整流速分别为5,10,15,20,25,30 L/min,考察不同流速对除铁效果的影响,结果见图3。
由图3可知,随着流速的不断增加,铁脱除率也在不断增大,当流速为20 L/min时,除铁效果最好,铁脱除率达94.8%。流速>20 L/min,铁脱除率趋于平缓,除铁效果不是最好。这是因为流速过快,不利于离子交换的充分进行。
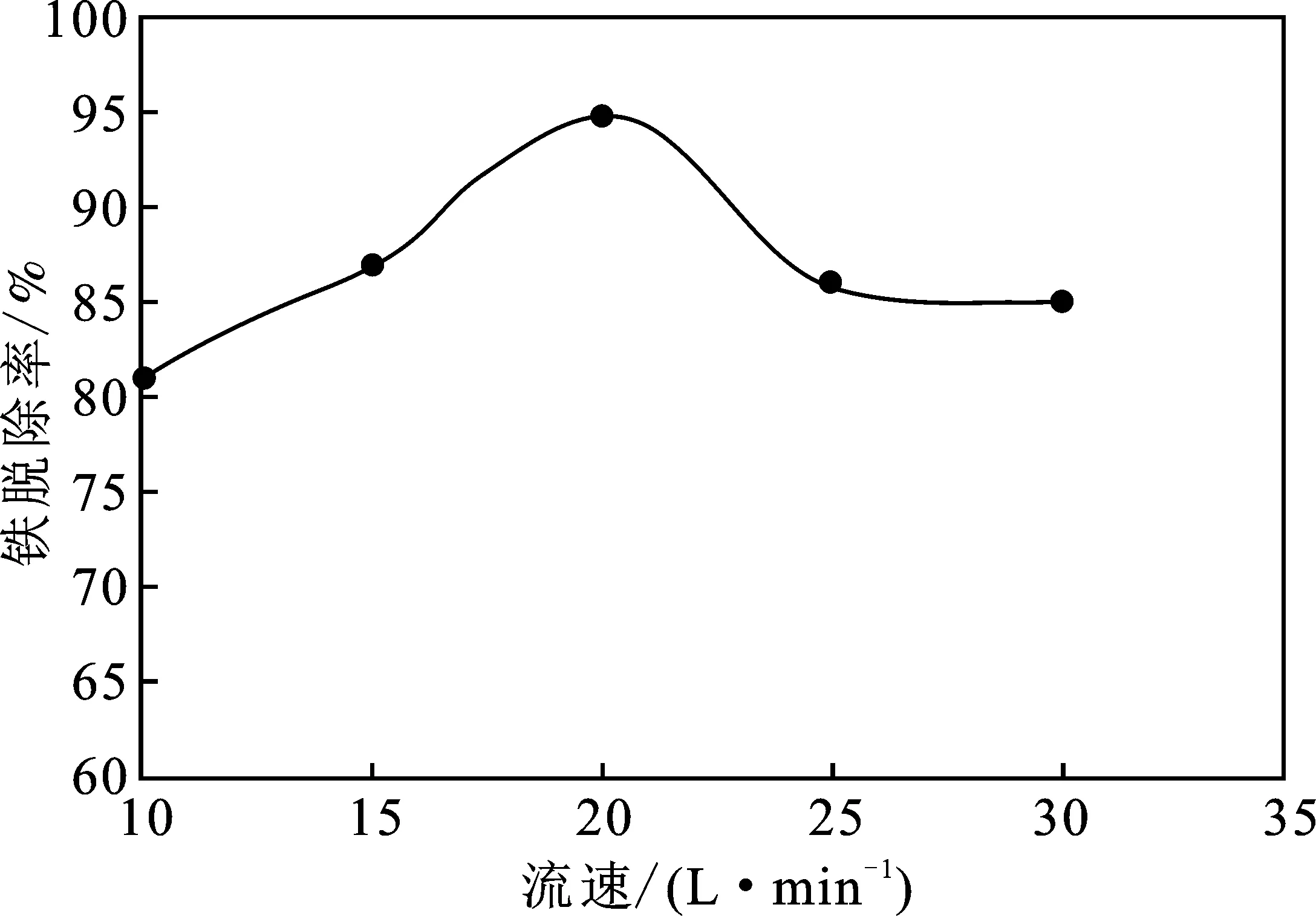
图3 流速对铁脱除率的影响Fig.3 Effect of flow rate on iron removal
3.3 洗脱方式的影响
按图1所示工艺流程图,酸浓度取30%,调整取20 L/min,考察不同洗脱方式对除铁效果的影响,结果见表2。
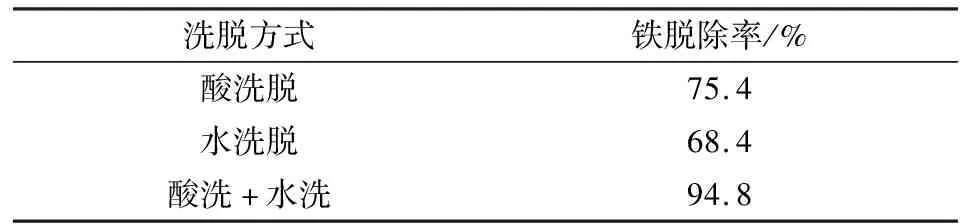
表2 洗脱方式对铁脱除率的影响Table 2 Effect of elution mode on iron removal
由表2可知,酸洗和水洗兼用效果优于单独酸洗脱或水洗脱。
3.4 再生方式的影响
按图1所示工艺流程图,酸浓度取30%,调整取20 L/min,考察不同再生方式对除铁效果的影响,结果见表3。
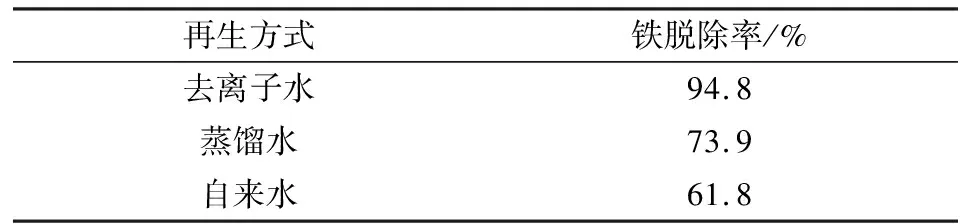
表3 再生方式对铁脱除率的影响Table 3 Effect of regenerative way on iron removal
由表3可知,交换树脂的再生用水最好是去离子水,其次蒸馏水、自来水。
3.5 再生用去离子水pH值的影响
按图1所示工艺流程图,酸浓度取30%,调整取20 L/min,考察不同再生用去离子水pH值对除铁效果的影响,结果见表4。
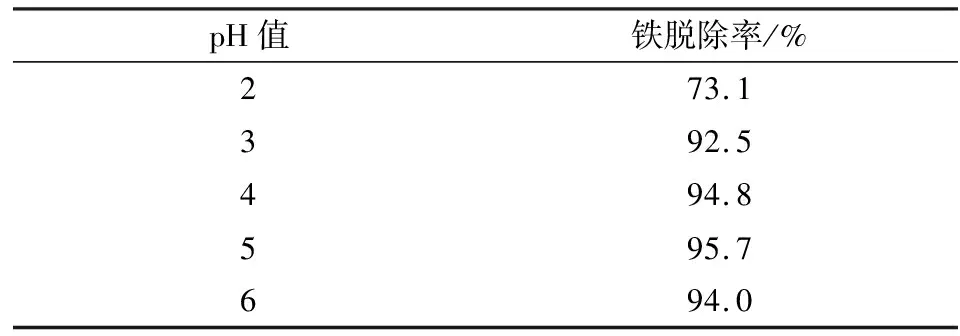
表4 再生用水pH值对铁脱除率的影响Table 4 Effect of renewable water pH on iron removal
由表4可知,再生用去离子水pH为 4时,效果最优,用pH值4的去离子水再生树脂可以明显缩短再生时间。
试验中可根据树脂处理量和树脂颜色变化来判断交换终点。树脂处理量为树脂重量的400倍。树脂颜色由黄色逐渐变为深褐色;树脂床3/4或3/5高度呈深褐色且底部出现淡黄色。
4 结论
“717”强碱性阴离子交换树脂去除工业盐酸中Fe3+的试验研究结果表明,当所处理酸浓度为30%,流速控制在20 L/min时,除铁效率最高,最高铁脱除率为94.8%。先酸洗脱,再用pH为4的去离子水洗脱树脂,其再生效果最好。该工艺方法为工业盐酸的提纯提供了一种新的方法。