海底管道无损检测技术评定中人工缺欠的制作
2019-10-31
(海洋石油工程股份有限公司海洋工程技术服务分公司, 天津 300452)
1 背景
随着计算机数据处理能力的提高和数字化进程的加快,海底管道环焊缝检测技术手段越来越丰富,如全自动超声波检测技术(AUT),衍射时差法(TOFD),相控阵超声波检测(PAUT)等,为不同需求的业主提供了更多选择,但根据DNVGL-ST-F101《海底管道系统》及API1104《管道及相关设施焊接》等主流海底管道标准的要求,这些技术都要经过评定,确定其具有可靠性之后才能应用于实际工程中。在技术评定过程中,必须使用与焊接过程中自然产生的缺欠相同或者相似的缺欠来衡量无损技术的可靠性。目前,比较流行的焊接缺欠制作方法是通过控制焊接过程中的电流、电压等焊接参数来产生缺欠,但很难控制缺欠的大小及位置。
为解决传统的缺欠制作方法不能准确地控制缺欠的大小及位置的问题,笔者提供了一种可以比较精确地控制缺欠大小及位置的办法,尤其是对海底管道焊接过程中比较常见也比较危险的侧壁未融合模拟试块的制作有较好的指导意义。
2 缺欠制作方法
2.1 侧壁未融合缺欠
制作侧壁未融合时,首先在缺欠设计区域坡口面的某一深度上通过电火花加工(EDM)或者机械加工出符合相关规范要求的,具有一定高度和长度的槽,槽的平面必须与坡口面平行,保证缺欠的走向与自然缺欠一致,槽的深度需要根据焊接方式的熔深确定,一般设置为1.5 mm(见图1),然后将厚度约1 mm,长度和宽度与预加工槽一致的长条状不锈钢片放入槽中,使用钨极氩弧焊进行填埋,此时应注意以下几点:① 只要将槽覆盖即可,不要将槽填满,亦不要使不锈钢片完全融合;② 填埋长度只需要覆盖槽并延长1~2 mm;③ 保证填埋质量,不要产生气孔等缺欠。
最后使用完成评定的焊接方法完成整道焊缝的焊接。
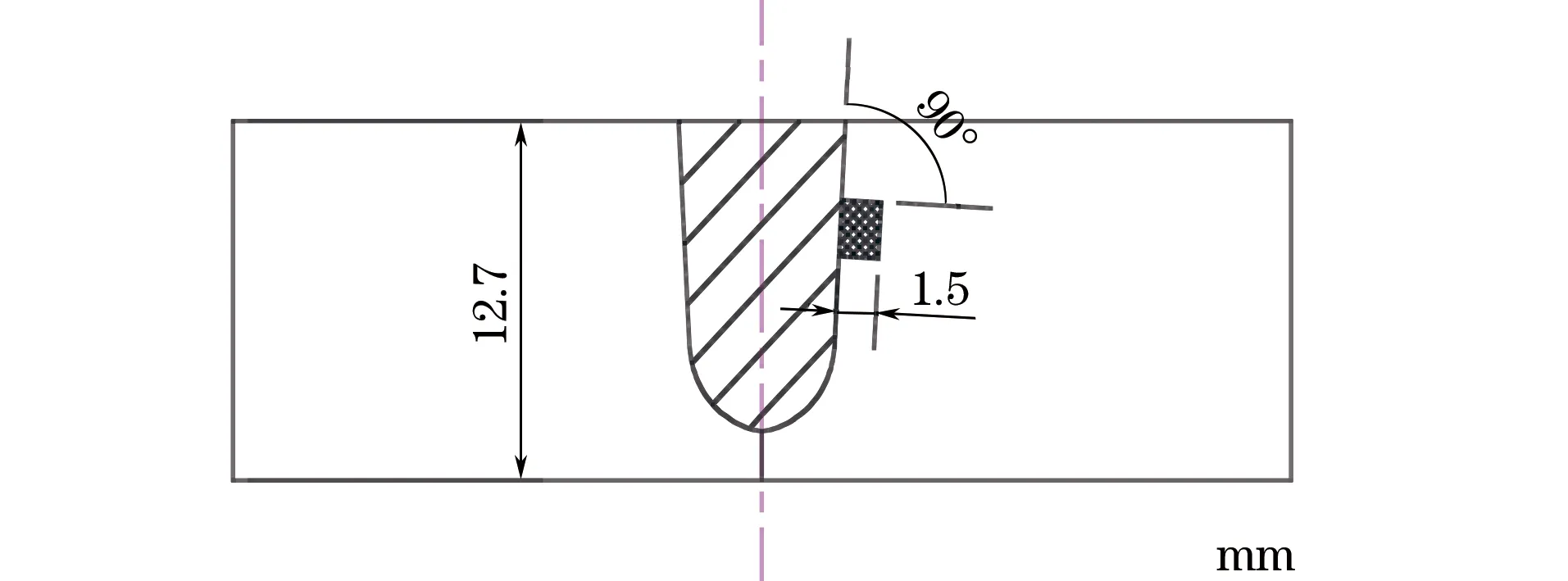
图1 侧壁未融合缺欠槽结构示意
2.2 根部未融合缺欠
根部未融合缺欠的制作方法有两种:一种是在缺欠设计区域停止焊接,形成缺欠后继续完成剩余焊道的焊接,该方法的优点是产生的缺欠与自然缺欠基本一致,但其尺寸不可控,而且可能会影响其他焊道(层)的质量;第二种方法是在整体焊缝焊接完成后采用EDM等机加工的方式在内表面加工一定深度的槽,此方法能够较好地模拟自然缺欠,而且其尺寸可以控制在理想的范围内,一般情况下槽的宽度为1 mm。
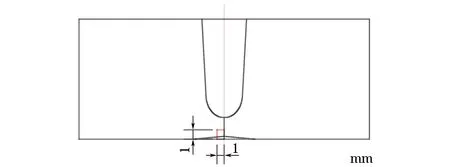
图2 根部未融合缺欠结构示意
2.3 表面缺欠
表面缺欠分为开口型缺欠以及近表面缺欠。加工开口型缺欠时,可在焊缝整体焊接完成后,直接使用EDM或者其他机加工的方式在表面开槽;加工近表面缺欠时,可采用与侧壁未融合缺欠类似的制作方法。
2.4 体积型缺欠
体积型缺欠一般分为气孔和夹渣,不同的焊接工艺会产生不同类型的体积型缺欠,比如手工电弧焊在焊接过程中易产生药皮,从而形成夹渣。熔化极惰性气体保护电弧焊因为只有保护气而不会产生药皮,所以体积型缺欠以气孔为主,故需要根据焊接工艺的特点制作不同类型的体积型缺欠。气孔的制作方法是在焊接过程中注入一定空气干扰保护气,形成气孔。制作夹渣时,在焊缝中间放置药皮等异物,并正常焊接。
2.5 其他注意事项
为了保证海底管道环焊缝人工缺欠制作的成功率并提高效率,需要注意以下几点:
(1) 制作缺欠所用的焊接方法(包括坡口形式、焊接参数等)尽量与产品焊接方法相同,需经过评定并获得权威第三方的认可,才可用于缺欠试验件的焊接,不允许用其他焊接方法代替。焊接试验件的焊工也需要经过资格认可,才可开展相关焊接工作,焊接过程中应保证焊接质量,尽量避免产生非目标缺欠。
(2) 制作侧壁未融合缺欠时,槽的平面应与坡口面平行,槽的尺寸及位置误差应在±0.2 mm之内。
(3) 制作试验件的管材应与工程实际应用的管材相同,并选取椭圆度较好的管材,且尽量在同一管材上截取,使用钢印等手段做好材料的跟踪及记录。
(4) 坡口加工完成后应使用划线器划制参考线,保证数据采集时扫查装置安装的精度,运输时应注意保护坡口,防止坡口损坏。
(5) 缺欠之间应保持一定的距离,防止缺欠之间产生干扰,缺欠间距值推荐为2倍于相邻缺欠中较小缺欠的长度。
3 缺欠质量的评估
缺欠制作完成后,应立即对第一条焊缝使用无损检测手段以及破坏性试验来评估缺欠的尺寸及质量,无损检测方法包括相控阵超声波检测(PAUT),衍射时差法(TOFD)以及射线检测等,检测是为了证明缺欠的存在,测量其相关尺寸并与预置值进行比较,且检测数据应进行记录并保存。为了验证缺欠的数量和尺寸,尽量使用破坏性试验的方式进行测量(见图3),也可根据DNVGL-ST-F101的要求进行,并根据无损检测手段及破坏性试验的结果及时调整缺欠制作工艺。

图3 焊缝的破坏性试验示意
4 结论
海底管道环焊缝无损检测技术评定中人工缺欠的制作是一项复杂而且细致的工作,是无损检测技术评定中难度较大的环节,缺欠制作的水平和效率将直接决定无损检测技术评定工作的成败。笔者在众多项目实践的基础上,并结合DNVGL及API等相关标准的要求,总结了目前海底管道环焊缝无损检测技术评定中人工缺欠的制作方法和主要问题,为类似的项目提供了参考,具有一定的可操作性和指导意义。
