450m3高炉开炉铁口预埋风枪出铁实践
2019-10-23赵金巍陈玉成夏传良
赵金巍,陈玉成,夏传良
(新疆昆玉钢铁有限公司)
1 前言
一直以来,昆玉钢铁高炉开炉均在铁口预埋煤气导出管,目的在于在开炉期间,利用煤气来加热炉缸。由于停炉时间较长,炉缸温度严重不足,开炉渣铁流动性差温度低且粘稠,尤其是中修开炉,高炉炉缸内死铁层厚度达1300mm,由于铁口孔道底部与渣铁接触界面混有温度不足的渣铁,现场开铁口机钻不动,常规做法是在炉缸存铁量达到一定程度后,使用氧气管烧开铁口。
用氧气烧铁口存在以下问题:(1)多人操作加之现场空间狭小,存在严重安全隐患,一旦出现异常情况,人员难以及时撤离;(2)消耗大量的氧气管,造成一定的材料浪费;(3)烧通铁口耗时较长,易造成炉内严重憋风,影响炉况恢复速度,存在引发重大恶性事故的风险;(4)产生大量黄烟污染环境,影响职工身体健康;(5)长时间用氧气烧铁口,导致铁口不宜维护。
这种常规的开铁口方法不能将第一炉铁的铁口快速、顺利打开。为了顺利打开第一炉铁口,通过借鉴其他钢企开炉生产实践,2019年昆玉钢铁高炉复产期间,采取铁口预埋风枪,通过具体组织实施和不断优化,实施了铁口通入压缩空气快速开炉方法。
2 昆玉钢铁高炉简介
昆玉钢铁 2#、3#高炉(450m3)设一个铁口,16 个风口,采用平坦化出铁场,储铁式主沟。设计利用系数3.2t/m3·d。炉顶采用紧凑式串罐无料钟炉顶装料设备。炉体采用全冷却壁薄炉衬结构,软水密闭循环冷却。其中,炉身中、上部采用铸铁冷却壁,镶磷酸浸渍粘土砖;炉腹、炉腰、炉身下部热负荷大的区域采用铸钢冷却壁,热面镶烧成微孔铝碳砖,背面穿蛇形管;炉缸则采用低铬耐热光面铸铁冷却壁。炉底砌筑采用大块碳砖加陶瓷杯砌体复合炉衬结合水冷炉底结构,炉底共砌四层碳砖,总厚度为1600mm。其中,第一、二层为半石墨碳砖,第三层为微孔碳砖,第四层为超微孔碳砖,上设700mm陶瓷垫。炉缸外侧环砌6层超微孔碳砖,炉缸最上部环砌3层微孔碳砖,炉缸内侧陶瓷杯采用全杯结构。煤气净化系统采用重力除尘+布袋除尘的干法煤气除尘系统,煤气含尘量可降至5mg/m3以下。采用3座改进型顶燃式热风炉,预热助燃风,设计风温1200℃。风机采用BPRT技术,充分利用炉顶余压。
3 高炉铁口预埋风枪的设计及制作
2019年昆玉钢铁高炉开炉铁口由煤气导出管改为预埋风枪出铁操作。铁口风枪主要由三部分组成,即炉内伸出泥包部分、泥包铁口通道预埋部分、炉外部分。铁口风枪炉内伸出泥包部分圆周方向钻有10mm小孔;两路压缩空气接口、压力表布置在炉外。高炉的铁器预埋风枪如见图1所示。

图1 高炉开炉铁口预埋风枪示意图
铁口风枪在高炉烘炉前进行安装,根据事先确定的铁口泥包、炉内部分、铁孔通道总深度控制预埋长度,铁口泥套外保留约1000mm,确定好位置后,用浇注料将风枪与铁口通道间的缝隙添紧夯实,考虑开炉期间动力管网压缩空气压力的波动,因此风枪制作时炉外部分设计了两路压缩空气,即动力管网压缩空气、喷煤空压机压缩空气。两路压缩空气均使用金属软管连接至风枪,喷煤压缩空气连接时通过煤粉喷吹管道连接,金属软管与压缩空气连接并配置球阀、压力表,以便于观察压力表变化,掌握炉内来渣情况。
4 铁口风枪操作要点
(1)在高炉装料完毕送风点火前,压缩空气阀门开至1/3,送风后铁口风枪上的压力表、开关由炉前安排专人监督,保持压力在0.35~0.40MPa。
(2)在压缩空气压力不变的情况下,铁口风枪压力缓慢升高,值班室根据批重和下料批数计算,炉内存渣量基本达到出铁要求,炉前做好风枪出铁准备。
(3)根据值班室指令,以及风枪压力升高趋势,炉前工先关闭1#DN50阀门,对1#DN50阀门后压力表进行泄压,然后迅速拆除1#DN50阀门后金属软管以及压力表,打开1#阀门放出渣铁。
(4)在打开1#阀门放出渣铁的同时,迅速关闭2#DN50阀门,对阀门后压力表进行泄压,然后迅速拆除2#DN50阀门后金属软管以及压力表。
(5)异常情况处理预案。若压力表憋压,压力持续升高,打开1#阀门未见渣铁,在此情况下预判为压缩空气量过大,导致铁口渣铁受压缩空气吹至冷凝,堵塞铁口通道,导致铁口难开,炉前工采用氧熔棒割断风枪炉外部分,高炉工长需立即组织炉前加大烧铁口强度,烧铁口时尽量调整吹氧管角度向上烧,以尽快烧开铁口通道,及时放出炉底低温渣铁。若持续烧铁口仍不见渣铁,则缓慢放风直至休风处理,集中力量从铁口上方1#、16#风口向下烧,努力将铁口与铁口上方风口联通。避免随时间延长,炉缸积存渣铁量过多,炉况出现波动或发生风口中小套烧漏等情况,导致炉渣灌至鹅颈管,增加恢复难度,引发更大损失。
5 铁口风枪操作实践
5.1 3#高炉操作实践
昆玉钢铁3#高炉于3月15日21:19送风点火开炉,1:36 引煤气,5:10 风枪压缩空气压力升高至0.12MPa,炉前工按上述操作要点,关闭1#阀门,拆除压力表泄压,拆除1#阀门处的金属软管,迅速打开1#阀门,顺利放出第一炉火渣,同时拆除2#阀门。3#高炉开炉放火渣三炉,14:06~14:56 顺利第一炉铁过大闸,3~0002铁次物理热超过1400℃,3月24日铁水产量达到1471.39t,利用系数达到3.27t/m3.d。
5.2 2#高炉操作实践
2#高炉 3 月 18 日 21:19 送风点火开炉,0:58 引煤气,借鉴3#高炉风枪操作经验(风枪1#阀门开的过早),至5∶40待压力表压力升高至0.16MPa时关闭1#阀门,拆除压力表泄压,拆除1#阀门处的金属软管,迅速打开1#阀门开始放渣铁,间断性堵、开口放火渣四炉,11:29~12:34 第一炉铁顺利过大闸,2~0003铁次铁水物理热超过1400℃,3月26日铁水产量达到1503.38t,利用系数达到3.34t/m3.d。
两种开炉方式效果对比见表1。
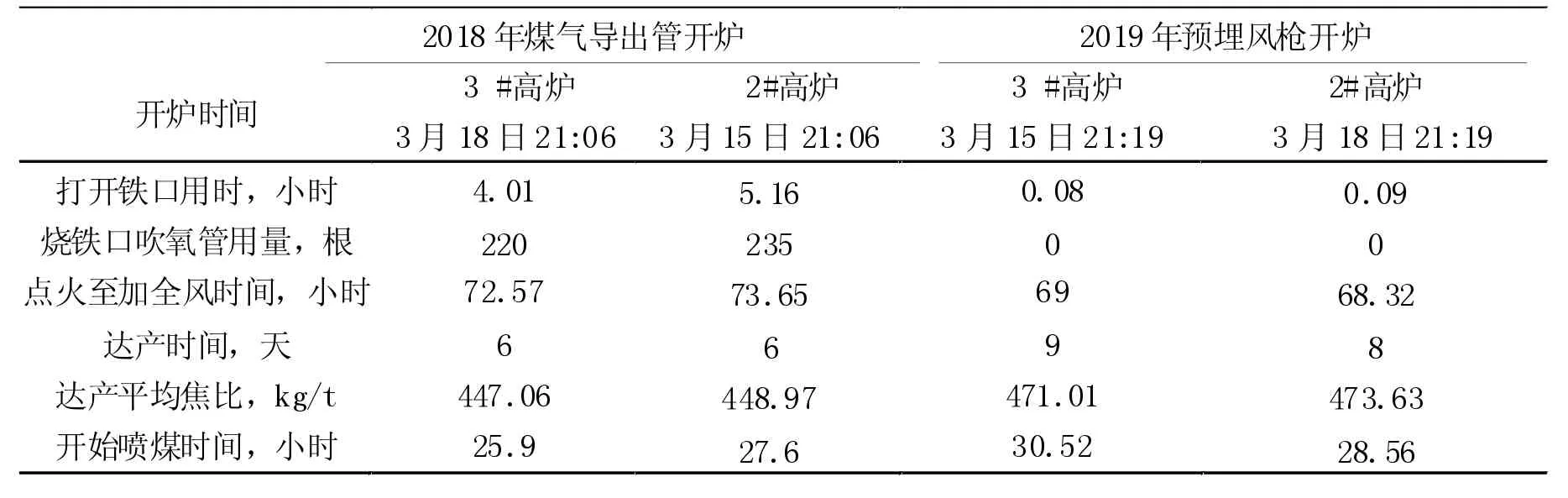
表1 昆玉钢铁450m3高炉两种开炉方式对比
两座高炉使用风枪开炉实践情况基本一致,以3#高炉使用风枪开炉与使用煤气导出管开炉进行对比分析。2019年3#高炉铁口预埋风枪操作打开铁口用时较2018年使用煤气导出管节约3.93小时,吹氧管用量节约220根,高炉点火后加全风时间缩短3.57小时。其中高炉达产时间、入炉焦比、喷煤时间较2018年延长,主要为2019年高炉开炉期间严格要求值班室参照炉温控制标准进行热制度调剂(要求送风点火后第二天硅稳定1.0%~1.5%,第三天、第四天稳定在0.8%~1.0%,随后进行中上限炉温控制,炉温控制在0.6%~0.8%),必须保证铁水物理热高于1430℃,利于加热炉缸提高炉缸热储备,尽快恢复炉缸活跃。开炉期间选择相对较低的煤比喷吹冶炼,增加焦批重量保证料柱的焦层厚度,更好地改善料柱透气性及开炉初期死料柱的透液性,以寻求高炉炉况恢复顺利。
6 结语
从使用铁口预埋风枪的方法开炉开铁口的实际效果看,与传统的用煤气导出管氧气烧铁口相比,尤其在出第一炉铁时具有显著的效果。
(1)操作人员选好安全站立位置,根据压力和时间确定好开铁口时间,并且按顺序开窥视孔接口处阀门,关压缩空气阀门,就能够实现安全快速顺利出铁。开铁口只需2~3人即可完成放铁操作,大幅度减轻炉前作业人员劳动强度。
(2)铁口预埋风枪要求压缩空气压力必须稳定,同时压力必须大于炉内压力的1.5倍以上,否则会造成渣铁倒灌,堵塞风枪管道,造成开铁口困难。针对动力管网压缩空气压力波动,开喷煤空压机,在煤枪处引一路压缩空气接至2#阀门,以确保压缩空气压力稳定,防止渣铁倒灌。
(3)铁口预埋风枪操作有利于准点快速放出第一炉铁,首次开铁口时间不超过5min,避免了首次铁口难开,引起的高炉憋压减风甚至难行等情况,炉前按时出净渣铁为高炉加全风创造了条件。
(4)为保障开阀门炉前操作人员的安全,后期继续对铁口预埋风枪进行优化,可通过加长阀门手柄,制作开阀门工装,实现安全开铁口操作。
(5)在使用压缩空气作为风枪能源介质,同比使用铁口预埋氧枪开炉应注意前期压缩空气风量大小,阀门开度开至1/3,后期视压力表情况,逐步调整压缩空气阀门开度至2/3,切忌压缩空气量过大导致渣铁冷凝堵塞铁口通道。
由于不需要用氧气烧铁口,杜绝了铁口冒黄烟现象,减少了环境污染,实现环保经济开炉,有助于企业社会效益、经济效益的提高。
