L-乳酸的提炼工艺简述
2019-10-23金陈斌甘恬金晓许峰陈翰驰陆跃乐陈小龙
金陈斌,甘恬,金晓,许峰,陈翰驰,陆跃乐,陈小龙*
(1.浙江新银象生物工程有限公司,浙江 天台 317200; 2.浙江工业大学 发酵工程研究所,浙江 杭州 310014)
L-乳酸作为一种常见的工业产品,已广泛应用于人们的日常生活和工业生产中。乳酸于1780年由瑞典科学家在变质的牛奶中发现[1]。从结构上来讲,乳酸存在L-乳酸和D-乳酸2种对映异构体。由生物体内直接产生的乳酸都为L-乳酸,它由微生物或动物细胞通过无氧呼吸(糖酵解)生成[2]。由于人体内只含有L-乳酸脱氢酶,因此,只能代谢L-乳酸,一旦过量摄入D-乳酸,会导致人体代谢紊乱,尿液酸度过高。世界卫生组织声明,人体每日的D-乳酸摄入量应在100 mg·kg-1以下,且出生3个月以内的婴儿食品中不应含有D-乳酸[3]。
目前,在世界L-乳酸总消费中,食品工业约占60%[3]。比如常见的发酵类食品——酸奶、泡菜中就富含L-乳酸,该类食品还含有丰富的L-乳酸菌,能够起到维持人体胃肠道健康、调节生理机能的作用[4]。L-乳酸本身还可用作调味剂和防腐剂。
此外,L-乳酸在医药行业和化妆品行业中也具有广泛的应用价值。L-乳酸具有很强的杀菌作用,其杀菌能力是柠檬酸、酒石酸和琥珀酸的好几倍;L-乳酸盐,如L-乳酸钙、L-乳酸铁、L-乳酸钠都易于被人体吸收,是补充矿物元素的良好药品;聚L-乳酸可被用作可降解手术缝合线、注射用胶囊等。同时,L-乳酸还具有很强的保湿抗皱作用,可用于护肤品行业[5]。
L-乳酸还是化工行业最重要的平台化合物之一,可以代替轻质油气通过脱羧、脱水、还原等过程得到乙醛、丙烯酸、丙酸等化学品[6]。聚L-乳酸具有良好的初期机械性能,可生物降解,熔点约170 ℃,是一种很好的聚乙烯、聚氯乙烯等塑料材料的替代品,是人类在保护环境、消除白色污染道路上的重要发展方向[7]。
1 L-乳酸的发酵生产工艺
L-乳酸的工业生产主要分为化学法和生物法2种。其中,生物法通过微生物(细菌或霉菌)细胞在无氧环境下消耗可酵解糖得到L-乳酸,所得产品主要为L-乳酸和少量D-L-乳酸[8]。生物法所得的L-乳酸产品一般纯度较高,可用于食品药品领域。截至2015年,全球的L-乳酸消耗量为47.67万t,其中食品与医药领域消耗L-乳酸共25.14万t,占总消耗量的52.7%;聚L-乳酸的消耗量约占总消耗量的37.5%。聚L-乳酸的生产同样需要高纯度(96%~99%)的L-乳酸,因此,生物法也是聚L-乳酸原料的主要来源。从数据上来看,目前市场上所消耗的L-乳酸都主要由生物法生产而来[9]。目前,已发现的L-乳酸菌有200余种。在真菌中,根霉菌也可通过自身代谢生产L-乳酸。相较于L-乳酸菌,根霉菌具有对底物的要求低、耐酸性强、体积大、易于分离、产物中L-乳酸纯度高等优势,是我国工业生产L-乳酸的主要菌种[8,10]。
2 L-乳酸的分离纯化
L-乳酸的传统分离方法主要包括钙盐法、酯化蒸馏法。一些新型的L-乳酸分离工艺,如萃取法、膜分离法、离子交换法、分子精馏法等近年来也屡见报道。
2.1 钙盐法
目前,国内大部分L-乳酸的生产厂家都采用的是钙盐法。首先,对L-乳酸发酵液进行加热升温处理,然后加入生石灰(或氢氧化钙)和凝聚剂,以除去发酵液中的菌体、蛋白质等胶体物质,随后对发酵液进行浓缩,降温结晶得到L-乳酸钙。将得到的L-乳酸钙分离再溶解后,经过活性炭脱色,然后通过离子交换树脂得到L-乳酸溶液。将所得溶液再浓缩后结晶得到成品L-乳酸[11]。
钙盐法总体可分为预处理、结晶、洗涤、酸化、再结晶5步。该方法工艺简单且成熟,其中,钙离子对L-乳酸发酵具有促进作用。然而,该方法对活性炭的需求量较大,且在L-乳酸钙结晶时为防止溶液固结,L-乳酸钙浓度不宜过高,结晶率仅有40%~45%,对糖类物质的分离程度也不高。对此,有报道提出可联合活性炭与大孔吸附树脂对L-乳酸钙溶液进行脱糖脱色,并通过2次降温的方式(先由30 ℃降至15 ℃,再由15 ℃降至4 ℃)结晶L-乳酸钙。该方法可将结晶率提升至80%,且L-乳酸的纯度达到97.2%[12]。
2.2 酯化蒸馏法
L-乳酸在常压下的沸点为190 ℃,属热敏性物质,当加热到140 ℃以上时,L-乳酸会发生分解和聚合反应,在沸点温度下,L-乳酸会完全分解;因此,要使L-乳酸无明显的分解,蒸馏温度不得超过130 ℃,这就需要把蒸馏的压力降得很低,使沸点低于分解温度。普通的减压蒸馏处理L-乳酸工艺理论成熟,在低压下反复分馏可以得到结晶L-乳酸。但是,该工艺对设备要求较高,普通的减压蒸馏系统难以达到较高的真空度,且在蒸馏过程中L-乳酸容易分解;因此,在工业生产过程中,通常不对L-乳酸进行直接蒸馏提纯。
L-乳酸或L-乳酸钙在有催化剂存在的条件下,易与低级醇(甲醇、乙醇等)形成酯,这些酯的沸点远低于L-乳酸,因此,很容易通过减压蒸馏分离。分离得到的L-乳酸酯进一步与水蒸气反应得到L-乳酸,反应过程如下[13]。
酯化反应:CH3CH(OH)COOH+ RCH2OH→CH3CH(OH)COOCH2R + H2O;
水解反应:CH3CH(OH)COOCH2R + H2O→CH3CH(OH)COOH+ RCH2OH;
式中R=H或CH3。
钙盐法存在L-乳酸产品纯度不高的问题,而通过酯化蒸馏法可以有效地分离L-乳酸和糖类物质,提升L-乳酸产品的纯度。因此,工业上往往将钙盐法所得的L-乳酸产品通过酯化蒸馏做进一步的提纯。该工艺的L-乳酸收得率可达97%,而且得到的成品L-乳酸纯度较高,可达药用级标准。国外现已普遍采用此工艺。但由于甲醇是一种有毒、易燃、易爆的溶剂,且过程受酯化反应平衡制约,在我国目前仅有在江西所建工厂采用该方法来提纯L-乳酸。
Rathod等[14]在反应器中加入聚乙烯醇-聚醚矾亲水膜,循环脱水后,酯化率由51%提升到了86%。通过酯化蒸发耦联的方法同样可以打破酯化反应平衡,提升L-乳酸的转化率[15]。
2.3 萃取法
L-乳酸的萃取分离自2000年来也屡见报道。该方法通常可与L-乳酸发酵过程相结合,通过在L-乳酸的生产过程中移走产物,达到防止产物抑制、简化后续分离过程的目的。为了不影响L-乳酸的发酵过程,该方法所采用的萃取剂必须极难溶于水,且对L-乳酸有很好的溶解性和选择萃取性。通过调整萃取剂的配方也可对萃取速率进行优化,使其与L-乳酸的生产速率相匹配。研究中一般采用含氨化学品作为反应剂,如烷基胺、间羟胺等,通过与L-乳酸的结合可提高其在有机溶剂中的溶解度,实现萃取的目的。Yankov等[16]研究将不同比例的三正辛胺、正癸醇和十二烷混合作为萃取剂,发现萃取效果与初始L-乳酸浓度和pH值有关。Hossain等[17]使用三正辛胺与十六烷基三甲基氯化铵(Aliquat 336)作为反应剂,以磷酸三丁酯作为溶剂,根据萃取速率对萃取剂配方进行了优化。报道中提到,磷酸三丁酯作为溶剂会一定程度地溶解到发酵液中,影响发酵效率,而且磷酸三丁酯价格昂贵,具有毒性;故此方法并不适于工业化分离L-乳酸。该报道还同时提到采用葵花油代替磷酸三丁酯作为溶剂,这样既降低了溶剂的成本和毒性,又达到了较理想的分离效果。Matsumoto等[18]研究了12种烷基胺与磷酸三丁酯混合萃取L-乳酸的过程,并对它们的萃取能力进行排序,发现三正辛胺具有最强的萃取能力。
通过萃取法分离L-乳酸能耗较低,可以实现发酵与分离的同步进行,降低L-乳酸对微生物的抑制作用。然而,目前研究报道中的萃取剂通常成本较高,且具有毒性,故此方法仍处于研究阶段。
2.4 电渗析法
电渗析法是指在电场作用下,溶液中的离子发生定向迁移,并通过半透膜的选择性实现物质分离和提纯的方法。图1展示了通过电渗析法分离提纯L-乳酸钠的过程。阳离子、阴离子交换膜在渗析池中交替排列,钠离子透过阳离子交换膜进入浓缩池并被阴离子交换膜阻隔,L-乳酸根离子透过阴离子交换膜进入浓缩池并被阳离子交换膜阻隔,从而实现L-乳酸钠溶液的浓缩提纯。浓缩后的L-乳酸钠可进一步导入双极电渗析池中,在水的电离作用下实现L-乳酸和氢氧化钠的合成。研究人员于1997—1998年相继报道了使用渗析法和电渗析法对L-乳酸溶液进行纯化。其中,采用Neospeta AFN-7与Selemion DSV 2种离子交换渗透膜,根据L-乳酸与L-乳酸盐电离能力的差异实现了二者的分离,分离系数分别为20和30[19];电渗析法则通过阴阳离子的定向迁移提高了分离的选择性和分离效率[20]。Madzingaidzo等[21]考查了串联单极双极膜电渗析由L-乳酸钠盐分离获得L-乳酸的过程,在单极电渗析后,溶液中的葡萄糖浓度由10 g·L-1降至2 g·L-1,并在双极电渗析后进一步降至1 g·L-1,过程中乙酸杂质的浓度由0.5 g·L-1上升至1 g·L-1。Kim等[22]采用双极膜电渗析,通过增加渗析单元的方式提高了电渗析效率,在一步电渗析后,L-乳酸和氢氧化钠的得率达到了96%和93%。Choi[23]采用单渗析膜(阳离子交换膜),使用L-乳酸钠与硫酸同时进料的方式实现了离子交换与电渗析的同步进行,过程中不损耗L-乳酸。电渗析法可以有效地分离L-乳酸与糖类物质,但无法实现L-乳酸与其他有机酸的分离,且膜污染和通量衰减同样成为该技术在L-乳酸提取中应用的限制因素。
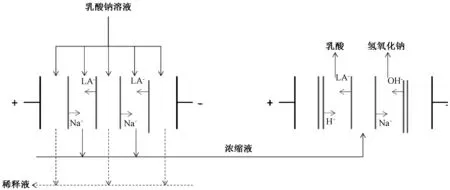
图1 单极电渗析与双极电渗析分离L-乳酸钠溶液获得L-乳酸的过程机理
2.5 离子交换法
采用阴离子交换树脂可以实现发酵液中L-乳酸与糖类、金属离子的分离。Pleissner等[24]测试了FPA-53和CR-5 550两款阴离子交换树脂对发酵液中L-乳酸的分离效果,对96.1 g·L-1的L-乳酸发酵液吸附后使用12.5 mmol·L-1的硫酸溶液洗脱,L-乳酸的分离率达到90%以上。Tong等[25]测试了流速、pH、柱体积等对IR-92阴离子交换树脂分离L-乳酸过程的影响。研究发现,在低流速下洗脱液中L-乳酸的得率更高,且纯度更高,洗脱更集中。pH的升高有助于L-乳酸与阴离子交换树脂的结合,然而过高的pH(pH>6)会导致L-乳酸得率下降,原因是发酵液中的氨基酸与L-乳酸形成了竞争性结合。离子交换柱的放大对L-乳酸的得率没有明显影响。
L-乳酸在发酵液中的积累会影响菌体活性,抑制L-乳酸发酵。为了解决这一问题,可在发酵过程中加入阴离子交换树脂,实现发酵与分离的同步进行,降低产物在发酵液中的浓度。Srivastava等[26]在2 L发酵罐中加入IRA-400阴离子交换树脂实现分离发酵,加入树脂对微生物生长并没有明显的影响,仅有少量微生物被吸附在树脂表面,对比普通发酵过程,L-乳酸每小时的产率由0.313 g·L-1提升到了1.665 g·L-1,单位蔗糖的L-乳酸产率也由0.828 g·g-1上升到了0.929 g·g-1。Wang等[27]报道,向L-乳酸反应器中加入阴离子交换树脂后,发酵时间缩短了24 h,L-乳酸的产率提高了0.154 g·L-1·h-1。离子交换法在L-乳酸再生的过程中会产生酸性废液,且需要定期更换离子交换树脂,增加了分离成本。因此,有关树脂吸附L-乳酸的研究报道也仅局限于基础理论阶段。
2.6 分子精馏法
分子精馏法于20世纪90年代被提出并得到研究。它指的是物质在加热层通过加热挥发,以气态形式传递至冷凝层经液化实现分离。分子精馏过程中由于加热层与冷凝层的距离短于蒸汽分子的平均自由程,因此,分子精馏过程不存在挥发物质凝聚重新回到加热层的情况,精馏过程也不受气液平衡的限制[28]。
分子精馏过程加热温度低,不需要达到物质沸点,十分适合于热敏感性物质的分离和提纯。现有的分子精馏法分离L-乳酸的报道中,精馏温度通常在55~95 ℃,纯化后的L-乳酸纯度往往高于90%[29-30],说明分子精馏法可以很大程度地提升L-乳酸的纯度。Yu等[31]报道了在中高温(367.1 K)、低压(24.5 Pa)条件下,通过分子精馏法从发酵液中分离L-乳酸的过程,一次蒸馏后得到的L-乳酸的纯度为92.39%,反复精馏后纯度达到了95.6%,但L-乳酸的得率为74.09%,较其他分离方法没有明显优势。
3 小结
L-乳酸作为一种重要的工业产品和平台化学品,在食品、药品、材料等领域都有广泛的用途。由L-乳酸合成的可降解塑料更是在保护环境、解决白色污染问题上具有重要意义。本文总结了6种L-乳酸的分离提纯方法——钙盐法、酯化蒸馏法、萃取法、电渗析法、离子交换法、分子精馏法,可供相关研究人员参考。
