Principles and application of RES welding technology
2019-10-22HanLijunYuLijianZhangGengweiZhongLihui
Han Lijun, Yu Lijian, Zhang Gengwei, Zhong Lihui
韩立军,于立建,张更伟,钟丽慧
Planning Technology Center,FAW-Volkswagen Automotive Company,LTD.,Changchun 130011,China
Abstract Friction element welding technology is rich of flow drill screws combined with friction welding technology and is developed for the hot-forming steel plate and aluminum alloy welding of car body-in-white.In this paper,the principle of RES welding technology,equipment,technical characteristics,application condition and welding parameters are analyzed systematically.Moreover,the changing laws of welding parameters and welded joint quality control standards are described,which provides the necessary technical support for safety and light-weight car body design requirements.This study has high practical application value,and enriches the automobile body joining technology.
Key words friction element welding,flow drill screws,friction welding,aluminum alloy,hot-forming steel
0 Introduction
With the development of light-weight and safety of car body,the design pattern of combination of various highstrength aluminum alloy materials and hot-forming steel materials is a main direction of future development.Although resistance spot welding technology occupies a dominant position in the body joining technology,it is difficult to obtain high-quality welded joints for welding steel-aluminum heterogeneous materials because of the obvious difference in physical properties between the two materials.Admitting that self piercing rivet (SPR),flow drill screws(FDS) and riveting technology have been proved to be able to realize the joining of some heterogeneous materials,however,due to the special material properties of hot-forming steel sheets,these joining methods cannot meet with all the different requirements,some of which is hard to overcome to some degree[1-5].
The RES (abbreviated from Germany word“Reibelementschweißen”),with the help of the rotating penetration fastening mechanism of FDS and the rotating nearly-molten solid phase welding principles of friction welding,can realize the high-quality joining of heterogeneous plates,such as hot forming steel and high-strength aluminum alloy.At present,it has been successfully applied in the body-in-white production of new Audi A8,Q7,A6L and other models of Audi company.It overcomes the shortcoming of traditional resistance spot welding joint of steel-aluminum materials,and it is easy to form brittle joint,and can obtain high quality joint with higher strength and plasticity[6-8].
1 Principle of RES welding technology
1.1 RES welding technology
RES is a new type of joining technology that utilizes the high-speed rotation of“screw”to penetrate the upper plate with low hardness and partially makes use of plastic deformation of the lower plate with high hardness.Under the effect of pressure,friction welding is completed between the lower part of steel“screw”and the lower plate,thus forming the better welded joint.
RES is essentially a new technology that combines FDS with friction welding technology,using the screw rotation principle of FDS[9-10].
The process of RES for steel and aluminum alloy is divided into the following four stages (Fig.1):
(1) Pre-heating:rotate the screw and heat the upper plate under the positive pressure and local friction on the lower surface of the screw.
(2) Penetrating:under the effect of axial pressure,the screw is rotated to penetrate the upper plate and contact with the lower plate through high-temperature plastic deformation and flow.
(3) Partially plastic deformation:the rotating screw continues to generate heat by friction.Under the effect of pressure,the upper surface of the lower plate happens to produce plastic deformation and local plastic flow and deformation occurs to remove the oxidation film and other inclusions outside the contacting surface.
(4) Welding:the screw is in close contact with the underlying plate and completes welding process of the upper and the lower plate.
RES,as a new joining technology,has the many advantages.It can directly weld aluminum alloy and hot -forming steel,and also can join multi-layer plate without pre-opening,and it has high joint strength and can reduce the number of rivets.
There are also the following disadvantages:the welded joint structure must be accessible on both sides,and an additional connecting element is required.The nail head protrudes about 1.4-2.8 mm,which limits its application in the joining of body-in-white covering parts.
1.2 Equipment composition
RES welding system is composed of welding gun,feeding system,controlling system and robot system,hereinto;the most important is the welding gun system.The welding gun adopts typical C type structure,and is 100 -150 kg weight generally,servo drives,compressed air feeds,welding gun can be implemented quickly switch function of the robot system,and combining with different structure and pressure module,we can adjust different work area (Fig.2).

Fig.2 Gun structure of RES
1.3 Welding screw
Connecting screws,also known as connection units,are the key components to achieve high quality welded joint.According to different structural types of connection units,RES can be divided into CFF and RES.The former is mainly used for steel plates with strength of 300 -1 600 MPa,while the latter is mainly used for steel plates with strength of 600 -1 600 MPa.The two materials can also be different,either 21CrMoV5-7 or 23MnB4,with a hardness of(320 +50) HV 0.3 and (250 +70) HV 0.3,respectively.In addition,CFF nail head protrusion is about 2.8 mm,and RES nail head protrusion is about 1.4 mm.Moreover,RES is a new type of nail head,and its welding strength is higher than that of CFF.The main size parameters of CFF and RES are shown in Fig.3 and Table 1.
2 Characteristics of RES welding technology
2.1 Law of RES welding parameters
The main welding parameters of RES as follows:screw speed,push upset force,torque,stroke,screw length,energy and so on,among which the key parameters are screw speed,torque,push upset force and stroke.

Fig.3 Principal dimensions of CFF and RES (a) CFF (b)RES

Table 1 The relative key dimensions of CFF and RES
As shown in Fig.4,in the initial stage of the welding,due to the effect of friction on the tip of screw,the torque is equilibrium,rotational speed being zero,for stroke,there is a certain change,while servo motor rotation torque is greater than that of the contact friction interface,the preset speed quickly achieve the first phase,at this time,due to the effect of friction heat,local plastic deformation and flow happen on the side of light alloy material,screw moves forward,torque also increases accordingly.With the rapid increase of friction heat and the fluidity of the plastic deformation metal,the screw torque will be reduced to a certain extent.Meantime,the screw basically passes through the light alloy material and begins to contact with hard alloy materials,such as hot-forming steel,which means the beginning of the friction welding process of the second stage.

Fig.4 Law of parameters during RES welding
The screw rotation speed is higher than before,at the same time,due to the effect of heat accumulation,torque changed little.Because of upset force and rotational friction heat,friction welding process between screw and steel has started formally,the process and the mechanism are extremely similar to the traditional friction welding process,namely by plastic deformation and flow of metal in the high temperature solid phase,remove impurities such as steel material surface oxide film near the outside screw.Screw and hard material surface,under the effect of heat and pressure,occurs plastic deformation and flow,at last,further improve the speed and upset force,and friction welding process is over,by which high-quality welded joint can be obtained.
As can be seen from the length of the screw,in the later stage of the welding process,under the effect of friction heat and pressure,local plastic deformation occurs at the front end of the screw,the surface part of the end is extruded,and the remaining part is fully agitated and diffused with the hard metal,resulting in the shortening of the screw length.
2.2 RES welding technology application in the body-in-white
Table 2 shows the Audi A8 body RES application of welding technology.It is the joining of hot-forming part and the high strength aluminum alloy part.If using the traditional way of welding,it is impossible to get the high quality joining of these parts.
Fig.5 shows the structure of the new Audi A8 body and the distribution of RES welded joints in a certain region.In order to ensure sufficient rigidity and strength of the body,hot-forming steel plate is adopted in relevant areas.This structural design increases the difficulty of welding,making FDS and other joining technologies impossible to be implemented in some areas due to high hardness and strength of hot-forming steel.
Table 3 gives a summary of the Audi A8 body welding technologies,including the FDS,the RES is used for the first time,which was developed as a new type of joining technology for the body-in-white with the hot-forming steel and aluminum alloy.It solved the bitter problem of welding aluminum-steel structure.There is 236 RES welded point in the body-in-white.
The last generation of Audi A8 consists of almost aluminum alloy body structure,the Volkswagen group used the existing technology,which can realize body joining.But,due to the laws,regulations,the requirements of lightweight car body,emissions and energy saving,single aluminum body structure is difficult to meet safety and crash regulations,especially with the development of new energy car technology,we puts forward higher requirements on strength of the body-in-white.The table 2 listed the related parts using the super-high strength steel plate,such as hot-forming steel plate to strengthen body strength and rigidity so as to meet the relative demands,specially satisfy the requirement of the collision.

Table 2 Welded point distribution of Audi A8 RES

Table 3 New Audi A8 joining technology statistics

Fig.5 A8 body-in-white and RES welded points (a) Bodyin-white (b) RES welded points
2.3 Quality evaluation standard of RES joint
Based on the body-in-white design and testing requirements,many relative experiments are done in order to meet with the car crash demands,such as the joint size,tensile strength,fatigue strength,metallographic structure and so on.The effects of the welded point diameter and the welding fracture shape and length on the joint general mechanical performance are analyzed in details.Fig.6a and Fig.6b are two kinds of typical RES welded joint shape and fracture evaluation standard diagram.black areas stands for unqualified welded joint andDL≤3.5mm,which cannot meet with the design demand for having the lower mechanical strength.gray area stands for deviation permit qualified welded joint and 3.5 mm≤DL≤4.5 mm.dark grey areas being qualified welded joint andDL≥DLmin≥ 4.5 mm.HereDLmeans the diameter of joint zone without fraction,andDLminis diameter of pin.
Inclusions or radial cracks in the welded joint should not be higher than the total length of 1.0 mm (Fig.7).A is aluminum plate base zone,B is steel plate base zone,C is joining element and D is oxide inclusions in Fig.7.
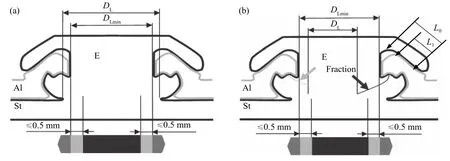
Fig.6 RES welded joint shape standard (a) The nugget diameter requirement (b) Inclusion length requirement
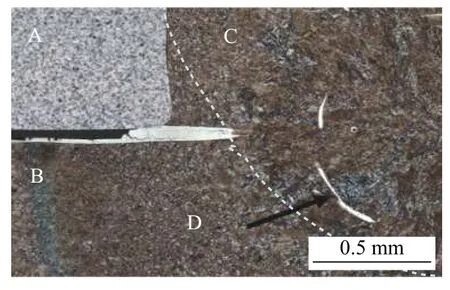
Fig.7 The RES welded joint of high strength aluminum alloy and the hot forming steel
In addition,there are further requirements for space on the top of the screw for light metal alloy extrusion,which requiresL1≥1/3L0.Otherwise,the strength of the welded joint on the side of aluminum alloy is hardly to meet with the design requirements.
3 Conclusions
(1) Traditional resistance spot welding hardly realizes the high-quality welding of aluminum alloy and hot-forming steel plate,but the RES welding technology can obtain high-quality welded joint,these two kinds of materials have been applied to the Audi A8,Q7,etc.Compared with the tensile test of resistance spot welding,the joint has higher plasticity and strength than those of resistance spot welding.
(2) RES makes full use of the advantages of FDS fastening connecting technology and the principle of the friction welding,being a combination of both to solve heterogeneous material joining,such as hot-forming steel and aluminum alloy.
(3) RES provides the necessary technical means for future light-weight car body and meets the relative requirements of collision regulations.
杂志排行
China Welding的其它文章
- A brief review of brazing diamond in cutting tools
- Interface microstructure and properties of submerged arc brazing tin-based babbit
- Welding deviation detection method based on weld pool image contour features
- The microscopic mechanical performance for nonuniform welded joint of nickel-based alloy with nanoindentation
- Performance study of a complex thermal barrier functional coating with an electro-spark deposited burn-resistant layer
- Lap joining Al5052 to Ti6Al4V by GTAW with AlSi5 filler wire