Lap joining Al5052 to Ti6Al4V by GTAW with AlSi5 filler wire
2019-10-22AkhtarAwaisDongHonggangXiaYueqingLiPeng
Akhtar Awais, Dong Honggang, Xia Yueqing, Li Peng
Akhtar Awais,董红刚,夏月庆,李鹏
School of Materials Science and Engineering,Dalian University of Technology,Dalian 116024,China
Abstract Lap Joining of 5052 aluminum alloy (Al5052) to Ti6Al4V titanium alloy (Ti6Al4V) was conducted by gas tungsten arc welding(GTAW) process with AlSi5 filler wire.Microstructure examination revealed that non-uniform persistent reaction layer developed in Al5052/Ti6Al4V interfacial area,and the intermetallic compounds (IMCs) layer of Ti(Al,Si)3phase formed with the partial substitution of aluminum by silicon.The thickness of IMCs layer varied from less than 1 μm to more than 5 μm in accordance with rise in welding current.Aluminum,silicon and titanium elements in the IMCs layer and weld zone were identified by electron probe microanalysis (EPMA).The results demonstrated that sound Al5052/Ti6Al4V joints can be achieved in the range of 50 A-60 A welding current.The maximum tensile shear strength of 293 N/mm was attained at the optimized welding parameter and the joint fractured in the weld zone.Additionally,the micro-Vickers hardness at Al5052/Ti6Al4V interface was relatively higher in comparison with that of the weld seam and Ti6Al4V base metal as a consequence of IMCs formation.
Key words gas tungsten arc welding,Al5052,Ti6Al4V,intermetallic compound,mechanical property
0 Introduction
The progressive demands of structures with high comprehensive properties in modern industrial field strongly incite the composite structures implementation.Recently,dissimilar materials joining of aluminum/titanium (Al/Ti) alloys has demonstrated promising execution in the automobile and aerospace industries[1].Al/Ti hybrid structures owing to dominance of lightweight requirements along with strength against individual material are used in industrial sectors[2].However,the thermal joining of Al/Ti is greatly challenging as a consequence of massive differences in their melting properties,crystal structures,linear expansion coefficients and heat conductivities.Thus,the huge differences in metallurgical and physical properties give rise to poor weldability of Al/Ti joints[3].The ineluctable brittle intermetallic compounds (IMCs) establishment during welding operation has a significant effect on the resultant joint efficiency.The concentrated development of IMCs at Al/Ti joint interface weakens the welded joint.Hence,appropriate thickness of Al-Ti intermetallic phase is requisite for a strong joint.
Recently,several welding techniques were established specifically for the dissimilar materials joining of Al/Ti alloys.Namely,friction stir welding[4],laser-welding[5],explosive welding[6],diffusion bonding[7],resistance spot welding[8]and transient liquid phase (TLP) bonding[9]were employed to join Al/Ti alloys.However,these methods have narrowed practical application due to limitations in joints configurations with low productivity and high cost.
Gas tungsten arc welding (GTAW),as an efficacious welding technique,is featured of high efficiency,resiliency and supreme joint quality.This process offers significant potentiality to join dissimilar materials given its slight dependence upon expensive apparatus and complex joining methods.Furthermore,dissimilar metals possessing huge differences in their physical properties can be joined efficiently by this technique,e.g.Mg/Ti[10].Xu et al[10]employed TIG welding-brazing for Mg/Ti joining and studied the effect of welding parameters on the resultant joint.Mg/Ti joint exhibited dual welding-brazing characteristics with fusion welding occurred among Mg base metal and filler material,while brazing phenomena developed between filler material and Ti base metal.The optimal resultant joint exhibited 193.5 MPa tensile shear strength,and the joint fracture location was from fusion welded zone,demonstrating that the Mg/Ti interface remained stronger during the tensile test.Taking into account of the above demonstrations,gas tungsten arc welding (GTAW) would be appropriate for Al/Ti joining likewise.
Type 5052 aluminum alloy has good weldability,high fatigue-strength,and excellent corrosion resistance to marine and industrial environment.5052 aluminum alloy is widely used in aircrafts,marine,heat-exchangers,fuel tanks and sheet metal work.Ti6Al4V is the most commonly used titanium alloy owing to its excellent corrosion resistance,mechanical properties and good machinability.Ti6Al4V offers best comprehensive performance for various weight-reduction applications in marine equipment,automobile and aerospace.In this work,sound dissimilar lap joining of Al5052 to Ti6Al4V was successfully accomplished with AlSi5 filler wire by GTAW process.The influence of welding current on the microstructure,mechanical strength and fracture properties,respectively,were investigated by experimental investigations.
1 Experimental procedure
The welding experiments were carried out with a GTAW (YC500WX4N) machine.Commercially Ti6Al4V Ti alloy (Ti6Al4V) and 5052 Al alloy (Al5052) sheets were employed as base materials and both fabricated with the similar dimension of 200 mm × 80 mm × 2 mm.AlSi5 alloy wire with 1.2 mm diameter was used as the filler material.Nominal composition of base materials and Al alloy filler metal are presented in Table 1.

Table 1 Nominal composition of base metals and filler wire (wt%)
Before welding,the overlapping surfaces of both base materials were manually ground to eliminate oxide layers and subsequently cleansed with acetone and dried.Both Al5052 and Ti6Al4V base materials were assembled in overlap configuration with aluminum alloy sheet placed on the upper surface of titanium alloy sheet as exhibited in Fig.1a.During welding,shielding was provided by argon gas from welding torch on workpiece surfaces in order to avoid the oxidation of liquid materials.Table 2 presents the optimized welding parameters that have been exercised in this study.
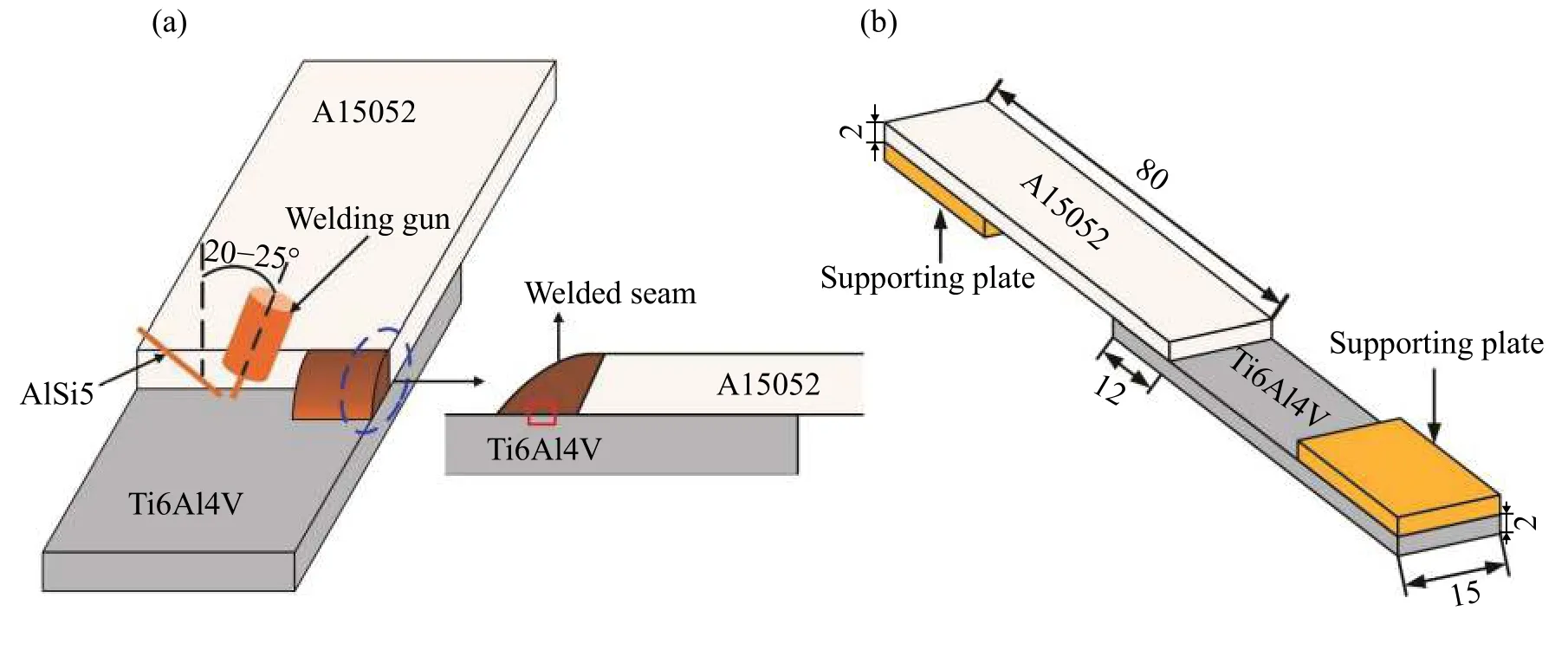
Fig.1 Schematic of GTAW process and sample for tensile test (a) Representation of GTAW process (b) Dimensions of tensile test sample (mm)

Table 2 Experimental welding parameters
After welding,Al5052/Ti6Al4V weldment was fabricated into rectangular shape with 15 mm width and 148 mm length.Two supporting discs were fixed on the edges of tensile test specimen to keep the load in parallel way to the workpiece surface as exhibited in Fig.1b.The tensile test was carried out by universal tensile testing (DNS-100) apparatus with continual 1 mm/min travel speed.To enhance the reliability and accuracy of the results,three testing joints were machined for each group of welding parameter.Metallographic specimens were also cross-sectioned from the weldment for microscopic analysis.Following the standardized methods of grinding and polishing,the microstructural behavior of weldment was examined by optical microscopy(OM) and scanning electron microscopy (SEM).Moreover,investigation of Al5052/Ti6Al4V interfacial region was carried out by electron probe microanalysis (EPMA) to examine the distribution of alloying elements and to recognize intermetallic compounds (IMCs) formation across the weldment owing to elemental diffusion.Fractured parts of overlapped testing joints were inspected by SEM equipped with energy dispersive X-ray spectrometry (EDS).The microhardness examination of Al502/Ti6Al4V joint near the interface and transition area was executed by microhardness testing machine,with 200 g load and 10 s dwelling time.
2 Results and discussion
2.1 Macroscopic cross-section of the joint

Fig.2 Macroscopic cross-sectional view of Al5052/Ti6Al4V joint at 50 A welding current
The macroscopic cross-section of Al5052/Ti6Al4V welded joint performed by GTAW is displayed in Fig.2.Owing to arc heat influence,AlSi5 filler wire was completely melted and therefore mixed with Al5052 base metal to form fusion weld zone,which thereafter utterly spread on the Ti6Al4V surface.However,the solid Ti6Al4V base metal slightly melted due to low working temperature than the melting point of titanium and interacted with molten material,which resulted in the formation of interface at Ti6Al4V side of the joint.No macroscopic cracks were detected between the interface of titanium alloy and weld seam,nor were incomplete fusion or undercuts observed in the aluminum alloy side of the joint.Internal flaws like cold-shuts were not found.Sound Al5052/Ti6Al4V joints were produced.
2.2 Optical microstructure
The representative optical microstructures at transition region,weld zone and Al5052/Ti6Al4V interface of weldment are shown in Fig.3a -Fig.3c at 50 A welding current,respectively.Three distinct regions,namely,weld zone(WZ),heat-affected zone (HAZ) and base metal (BM) observed near transition region are exhibited in Fig.3a.The coarsening of grains occurred in the heat-affected zone and its microstructure featured columnar grains that were joined with fine grains and coarse dendritic grains of base metal and weld zone,respectively.The inhomogeneity of thermal cycle induced the coarsening of grains.Furthermore,the growing path of HAZ was considerably upright to the fusion line.This particular orientation has been driven by large cooling rate and preferential conductive thermal flow direction in cooling process.Fig.3b represents the typical microstructure of the weld zone which consists of recrystallized grains during gas tungsten arc welding process.The weld seam exhibited mainly dendritic structure.AlSi5 molten filler metal reacted with Al5052 base metal to form fusion weld zone.Chemical evaluation of weld zone by EDS revealed that this zone is made of α-Al grains and Al-Si eutectic at grain boundaries with Al and Si atomic percentage of 63 at% and 37 at%,respectively.
Fig.3c exhibits the optical microstructural image of Al5052/Ti6Al4V interfacial zone in lap joint formation.During GTAW,mixing of liquefied fillers and Ti6Al4V substrate is avoided effectively.Owing to relatively low working temperature than titanium melting point during GTAW operation,Ti6Al4V base metal slightly melted at 50 A welding current and therefore,chemically reacted with molten filler and Al5052 with the establishment of IMCs layer.The heat conductivity of Ti6Al4V base metal assisted the IMCs layer formation[11].

Fig.3 The optical microstructures of Al50502/Ti6Al4V joint at (a) Transition area (b) Weld seam and (c) Interface,respectively at 50 A welding current
2.3 Microstructure of Al5052/Ti6Al4V interfacial zone
To investigate the influence of different welding currents on the microstructural behavior of IMCs at Al5052/Ti6Al4V interface,corresponding areas were selected in different joints to conduct microscopic examination.The position where interfacial region was analyzed is marked in Fig.1a.Fig.4 illustrates the backscattered electron representation of IMCs reaction layer development at the interface of Al5052/Ti6Al4V with varied 40 A to 70 A welding current.SEM images evidently demonstrated that formation of continual layer of IMCs occurred in the Ti6Al4V and weld interface.It was proposed that the bonding at the interfacial region between Ti6Al4V and weld possibly ascribed to the wetting of liquefied filler and followed by the IMCs formation.Heat input has a considerable impact during the GTAW operation and performs a crucial role in the microscopic morphology of intermetallic compounds[12].

Fig.4 SEM images at the Al5052/Ti6Al4V interface with welding currents of (a) 40 A (b) 50 A (c) 60 A (d) 70 A
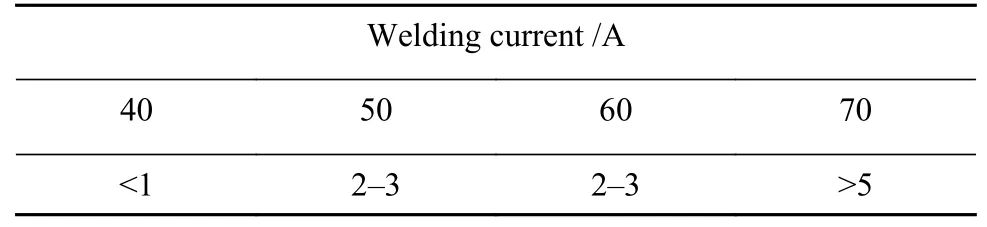
Table 3 IMC layers thickness indicated in Fig.4 (μm)
A thin uneven reaction layer formed at the Al5052/Ti6Al4V interface with an average thickness of <1 μm at lower welding current of 40 A,as displayed in Fig.4a.Table 3 presents the average thickness of intermetallic compounds layer at different welding currents.This IMCs reaction layer varied directly with welding current and continued to grow vertical from interface towards weld zone at higher welding currents.Fig.4b and 4c show that from 50 A to 60 A,reaction layer with average thickness of 2 μm to 3 μm appeared at Al5052/Ti6Al4V interface.The IMCs layer displayed lamellar behavior and stuck at the weld seam with serration-type morphology.Moreover,since the increment in temperature and diffusion time of reaction layer at interfacial region increased with the rise in welding current,a portion of Ti6Al4V base metal melted in the liquid metal at higher welding currents which resulted in the continuous formation of interfacial IMCs layer with >5 μm thickness and producing several club-shaped ruptured IMCs in the weld seam at maximum welding current of 70 A,as exhibited in Fig.4d.The developing direction of IMCs layer was nearly perpendicular to the solid/liquid periphery,caused by preferential path of thermal conduction and high cooling rates[13].These brittle IMCs reduced the mechanical strength of the joint.Furthermore,to ascertain the phase composition of intermetallic compounds layer,EDS analysis was executed on marked points in Fig.4 and the obtained results are listed in Table 4.The results demonstrate that the interfacial reaction layer was comprised of binary TiAl3intermetallic compound with maximum 13% dissolved silicon in it.EDS results reveal that silicon atoms gathered at the joint interface and participated in the development of IMCs reaction layer.As reported in the first-principles study[14],silicon atoms possess clear tendency to substitute aluminum atoms in consequence of energy stabilization effect.Following the TiAl3IMCs layer formation,some silicon atoms as a result of lower chemical potential in TiAl3as compared with liquid-mixed metal[5],diffused into brittle TiAl3IMCs layer and subsequently ordered lattice substitution ofaluminum by silicon,TiAl3phase developed to Ti(Al,Si)3.
Back scattered electron image and distribution of major alloying elements aluminum,silicon and titanium in and across the Al5052/Ti6Al4V interface at 60 A welding current are shown in Fig.5a and Fig.5b -Fig.5d,respectively.At interfacial reaction layer,main distributed elements are aluminum,titanium along with small amounts of silicon,representing that the IMCs at the interface composes of ternary Al-Ti-Si IMCs.Enhancement of silicon between weld and Ti6Al4V interface was due to increased diffusion rate of silicon instead of aluminum.Depletion of aluminum and enrichment of silicon occurred in the weld seam owing to formation of Al-Si eutectic phase at grain boundary and it was confirmed through elemental mapping as demonstrated in Fig.5b and Fig.5c,respectively.At lower welding currents,the maximum temperature that Al5052/Ti6Al4V interface attained was low and consequently intermediate IMCs reaction layer formed owing to short reaction period.Silicon atoms concentrated at the Al5052/Ti6Al4V interface due to its reduction in chemical potential which was induced by dissolution of titanium.However,at higher welding currents,the dissolving rate of titanium enhanced owing to increase in temperature,thereby various IMCs were developed deeply in the weld seam which deteriorated mechanical properties of the resultant joint.
2.4 Mechanical properties
The tensile-shear strength of resultant Al5052/Ti6Al4V welded joints at welding currents of 40 A to 70 A is presented in Fig.6.It can be seen that the welding current played a significant role on mechanical strength of Al5052/Ti6Al4V lap joint.Upon tensile loading,the tensile specimen owing to asymmetric configuration suffered dual shear and tensile forces.Thus,tensile shear strength of the resultant joints was given in N/mm as it was complex to separate shear and tensile stresses[15].The maximum joint strength was achieved at 50 A and 60 A welding current with optimal value of 293 N/mm and 292 N/mm,respectively.At 40 A welding current,typical interfacial failure occurred due to insufficient spread of aluminum based molten fillers on the Ti6Al4V substrate and tensile shear strength with an average value of 215 N/mm was attained.However,stable and sound joining was obtained in the range of 50 A to 60 A welding current,exhibiting excellent bonding strength with the development of IMCs layer.As the welding current raised to 70 A value,the tensile strength decreased due to melt of Ti6Al4V substrate and occurrence of aluminum alloy diffusion at high heat input which resulted in the formation of thicker IMCs and welding defects,representing poor process stability.

Fig.5 EPMA analysis of Al5052/Ti6Al4V joint (a) BSE image and (b),(c),and (d) represents the elemental distribution mapping of Al,Si and Ti,respectively,across the Al5052/Ti6Al4V joint interface at 60 A welding current
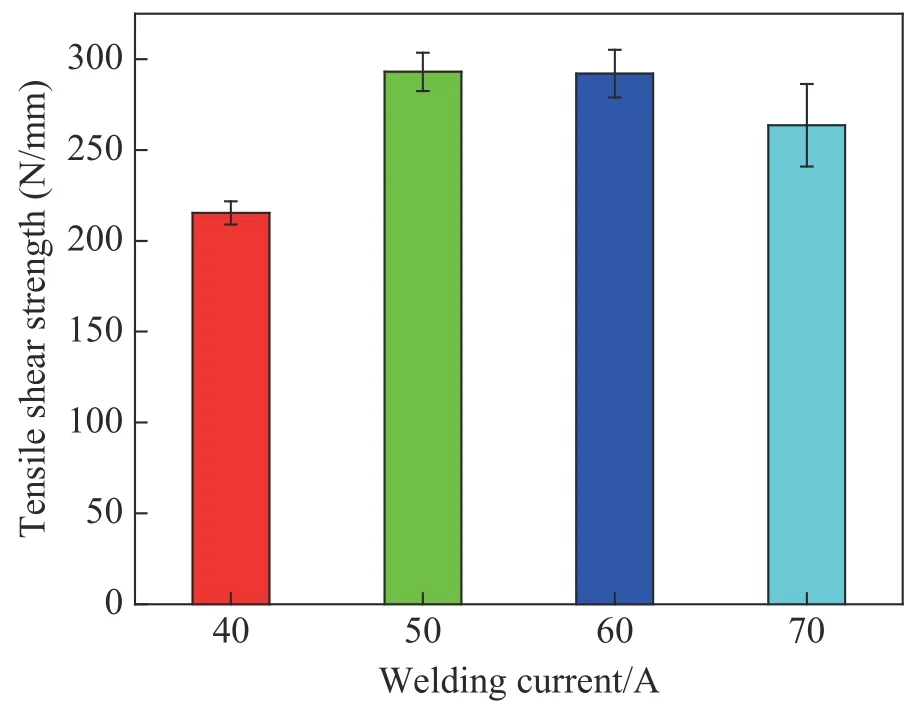
Fig.6 Variation of average tensile shear strength of Al5052/Ti6Al4V joint with welding current
Fig.7a and Fig.7b represents the results of microhardness measurements on the Al5052/Ti6Al4V joint at 50 A,near the transition area and across the interface,respectively.Microhardness value declined from weld seam to base metal as exhibited in Fig.7a.The average hardness of HAZ with 33 HV value was lower than the weld seam (WS)owing to slight grains elongation.However,HAZ hardness was slightly higher than that of the BM which in turn was advantageous for the Al5052/Ti6Al4V joint strength.The microhardness distribution across the Al5052/Ti6Al4V interface is depicted in Fig.7b.It clearly indicates that the average hardness of 150 HV at Ti6Al4V is notably higher as compared with that of WS (43 HV).On the other hand,hardness (163 HV) of Al5052/Ti6Al4V interface is comparably higher than both of WS and Ti6Al4V base metal as a result of brittle IMCs development at the joint interface.From past work[16],TiAl3is a hard phase.However,microharndess of IMCs layer is associated with the existence of distributive aluminum phase and a certain level substitution of aluminum atoms by silicon atoms in the brittle TiAl3phase.
2.5 Fracture mechanism

Fig.7 Hardness distributions (a) Weld seam to base metal (b) Across the Al5052/Ti6Al4V interface at 50 A welding current

Fig.8 Fracture locations and fracture surfaces at (a) 40 A,(b) 50 A,(c) 60 A and (d) 70 A welding current
Fig.8 exhibits fracture positions and fracture surfaces of Al5052/Ti6Al4V joints at varied welding currents.The representative images clearly revealed that failure phenomena of resultant joints are closely correlative to the welding currents.At the 40 A welding current,typical interfacial failure occurred and crack initiated and propagated through the interface.So,inadequate heat input produced improper metallurgical bonding and insufficient spread of molten fillers on the Ti6Al4V substrate as displayed in Fig.8a.Thus,the inadequacy of sound bonding weakened the Al5052/Ti6Al4V interface.However,under the average heat input of 50 A and 60 A,fracture location was observed in the weld seam as represented in Fig.8b and Fig.8c,respectively.Fig.8b -Fig.8d demonstrates cleavage fracture with flat facets.The EDS analysis results in Table 5 confirmed that these flat facets marked by areas A,B,C and D were of Al-Si eutectic zones.Fracture at the flat areas occurred due to brittle silicon phase crystals.In the flat zones,silicon platelets perhaps torn-off out of the aluminum matrix,leaving the surface with flat facets.Such facets were possibly developed as a consequence of brittle silicon phase crystals fracture.During tensile testing,applied stress initiated severe plastic deformation nearby the silicon platelet in the aluminum matrix,which resulted in the debonding of Al-Si and development of micro-voids at Al-Si boundary.These micro-voids during tension may connect together and form microscopic crack.The existence of crack induced high stress-concentration at the tip along the Al-Si interface,which resulted in both silicon platelet fracture and nucleation of new crack inside the aluminum matrix.Thus,the crack propagated by the micro-cracks of the matrix coalescence along the Al-Si boundary.Simultaneously,this cleavage fracture was accompanied by some broken IMCs in the weld zone[17].Moreover,when the welding current was raised to 70 A,more titanium dissolved due to higher heat input by which brittle IMCs layer grew thicker at the interface and became the weakest part of the joint as shown in Fig.8d.The fractured surface morphology of Al5052/Ti6Al4V at 70 A reveals a quasi-cleavage fracture with lamellar tearing pattern and brittleness of the joint caused by fractured path via interfacial layer.

Table 5 EDS analysis at the marked points in Fig.8b-Fig.8d
3 Conclusions
In this study,sound Al5052/Ti6Al4V lap joint was achieved by GTAW process and the effects of welding heat input on the microstructure and mechanical properties of joint were investigated.Several conclusions were drawn as follows:
(1) Under various welding currents,serrated ternary IMCs layer of Ti (Al,Si)3phase with maximum 13 at.%silicon solubility formed at the interface of Al5052/Ti6Al4V joint,owing to chemical reaction of titanium with liquefied fillers.
(2) The thickness of IMCs layer at interface extended with an increase in welding current and mechanism of interfacial layer progression was directed by titanium atoms dissolution and diffusion in the molten AlSi5 filler wire.
(3) At higher welding currents,the thickness of IMCs layer increased,which reduced the mechanical strength of the joint.
(4) The optimum tensile shear strength 293 N/mm of joint was attained at 50 A welding current,and the joint fractured from the weld seam caused by brittle silicon phase crystals accompanied with broken IMCs during tensile test.
(5) The microhardness measurement showed that the hardness at the Al5052/Ti6Al4V interface was higher than that in weld seam and Ti6Al4V substrate due to the formation of brittle IMCs.
猜你喜欢
杂志排行
China Welding的其它文章
- A brief review of brazing diamond in cutting tools
- Principles and application of RES welding technology
- Interface microstructure and properties of submerged arc brazing tin-based babbit
- Welding deviation detection method based on weld pool image contour features
- The microscopic mechanical performance for nonuniform welded joint of nickel-based alloy with nanoindentation
- Performance study of a complex thermal barrier functional coating with an electro-spark deposited burn-resistant layer