激光熔覆在邯钢中的应用
2019-10-22姚建新
姚建新
(邯钢设备运行保障公司 河北邯郸 056015)
1 前言
随着冶金设备大型化、自动化程度的提高,对设备运行精度和连续作业时间的要求明显提高,因此对设备修复技术的精准性和供货及时性提出了更高的要求。邯钢热轧、冷轧生产线由西马克等国际著名公司设计、制造,具备国际一流的装备水平,是邯钢高效率出产高质量汽车板的重要保障。由于该设备运行精度要求较高,对备件的尺寸精度、设备的装配精度和维修保养精度提出了更高的要求,同时需要更为先进的修复技术才能保证修复精度和使用效果。2015年邯钢引进激光熔覆技术,并采用该技术成功实施了邯宝热轧厂轧机牌坊在线修复;2017年将该技术应用于大型轧钢厂BD轧辊辊型修复、能源中心进口空压机叶轮修复,连铸连轧厂轧机牌坊修复等,为邯钢解决了设备修复难题,创造了良好的经济效益。本文主要介绍邯宝热支持轧机牌坊和大型轧钢厂BD辊激光熔覆修复的试验方法、实施过程和实施效果。
2 原理
激光熔覆技术是一种涉及物理、冶金、材料学等领域的先进的、具有远大前景的表面改性技术。与堆焊、热喷涂、电镀等传统表面处理技术相比,它具有诸多优点,如适用的材料体系广泛、熔覆层稀释率可控、熔覆层与基体为冶金结合、基体热变形小、工艺易于实现自动化等[1]。它是利用大功率激光束聚集能量极高的特点,瞬间将被加工件表面微熔,同时使零件表面预置或与激光束同步自动送置的合金粉完全熔化,获得与基体冶金结合的致密覆层。
2.1邯宝热轧厂轧机牌坊熔覆材料选择
2.1.1 损坏原因分析
轧机牌坊母材为GS-45,对应国内牌号为ZG230-450,其含C量0.2%~0.5%,Si含量0.3~0.45%,具有较好的塑性和韧性,且焊接性能和切削性能良好,其金相组织为铁素体和珠光体,因此耐腐蚀性较差。轧机工作过程中轧制冷却水遇到红灼的钢坯迅速雾化,夹带着从钢坯表面脱落的氧化铁粉末向四周喷射,这些异物可进入到牌坊的工作面,而工作面还承受着巨大的工作载荷;受冷却水腐蚀、轧制的冲击和氧化粉末等磨粒存在,造成了轧机机架牌坊内侧窗口面、机架牌坊底面、外机架辊平面和内机架辊安装孔等均出现了不同程度的腐蚀和磨损,使轧机机架与轧辊轴承座间隙难以有效控制管理,时常出现轧机机架与轧辊轴承座间隙超出管理极限值现象,造成了轧机工作时机架的冲击增大,加速了机架的磨损,形成恶性循环。因此腐蚀和磨损使轧机牌坊功能精度降低的主要原因。
2.1.2 激光熔覆材料的抗氧化和磨损试验
以Z25钢为基体,检验激光熔覆层和电弧堆焊层在150度水蒸气中的变化。熔覆层材料有镍基、钴基和铁基三种,氧化7 天后,发现除Z25钢增重为0.32g/cm2外,其它材料基本没有变化,说明基体抗氧化性能最差,各种熔覆层抗氧化腐蚀能力均较好,且无明显差异。
采用球盘摩擦磨损试验机试验,检验25号钢与镍基、钴基和铁基熔覆材料耐磨性差异。发现25号钢耐磨性最差,而激光熔覆层中,Ni4、Co1、Co2、Co3、Co4 的相对耐磨性均较高,耐磨损性能远好于基材,约为基体的10~20 倍。
2.1.3 熔覆材料选择
从抗氧化试验和磨损试验结果可知,钴基熔覆材料更能够解决轧机牌坊的腐蚀和磨损问题。
该钴基合金材料是以钴作为主要成分,含有相当数量的镍、铬、钨和少量的钼、铌、钽、钛、镧等合金元素。钴含量一般在35%~70%,并加入5%~25%镍稳定Y奥氏体,加入20%~25%铬改善抗氧化和抗腐蚀性能的高温合金。一般以固熔强化和碳化物强化为钴基高温合金的主要强化手段。
2.2 大型轧钢厂BD轧辊熔覆材料选择
2.2.1 损坏原因分析
从表象来看主要是粘钢和磨损造成辊子失效。邯钢型钢线BD轧辊材质主要为60CrNiMo,轧制过程中,轧辊与高温轧材接触部位的瞬间温度可以达到580℃左右,此时的金相组织为高温珠光体,而轧材的金相组织为高温奥氏体,高温珠光体片层中的铁素体与高温奥氏体的性能极为相近,根据粘着磨损理论中“相近或相同的两种组织,凸点容易‘焊合’”的原理,形成了粘钢现象。粘钢突起物由滑差推力造成犁沟磨损,主要位于滑差大、轧制压力大的立面中间部位并伴有疲劳裂纹,如图1。
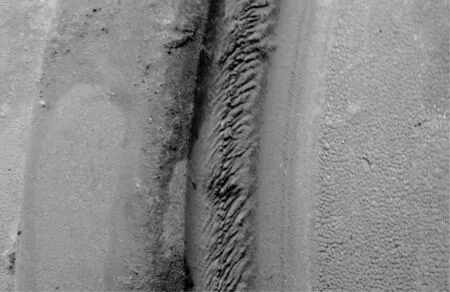
图1 立面粘钢和犁沟磨损的混合体
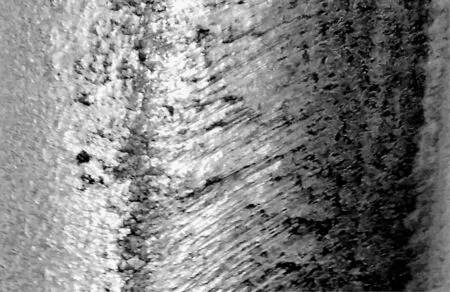
图2 与粘钢、犁沟共生的疲劳裂纹
通过对BD辊材料和失效形式分析可知,改变孔型表面材料、克服粘钢现象、提高耐磨性,实现孔型磨损的可修复性,是提高轧辊使用寿命的成败所在。
2.2.2 熔覆材料适用性研究
熔覆层金相组织与高温奥氏体应有较大差异,才能很好的解决粘钢问题,结合激光熔覆瞬时熔化、凝固的工艺特点,设定化学成分以析出大量碳化物为主要目标,同时考虑耐磨性、抗冷热疲劳性和较好的焊接性能。选择Ni20W15等5种合金粉末进行试验,试验结果如表1。
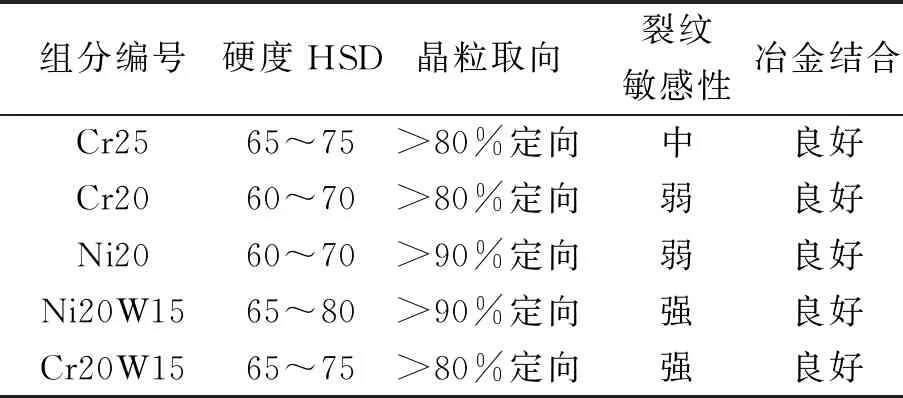
表1 5种合金粉末试验结果
基于试验结果,结合试用中出现的问题进行改进,最终确定了粉料的成分,是以铬和镍作为主要成分,并含有相当数量的钼、钨、少量的硅、锰、硼等合金元素。其中铬含量不低于24%,镍含不低于为19%。
采用该熔覆材料制作试件得到的熔覆层见图4。可见熔覆层金相组织的显著特征是:碳化物几乎占据整个视场,棒状、片碳化物相互呈90度交叉,构成编织物状,定向凝固特征明显。这些碳化物组织在580度时是稳定的,其凸点与轧材凸点接触是不会产生“焊合”现象,因此不会粘钢;轧制时碳化物的显微硬度明显高于轧材显微硬度,因此抗磨损能力较强。如果轧制过程中,辊面温度、冷却水量和温度均达到合适的条件时,熔覆层表面会产生一层坚硬、有极高耐磨性的铬氧化膜,保护了熔覆层表面不被磨损,并进一步提高耐磨性。
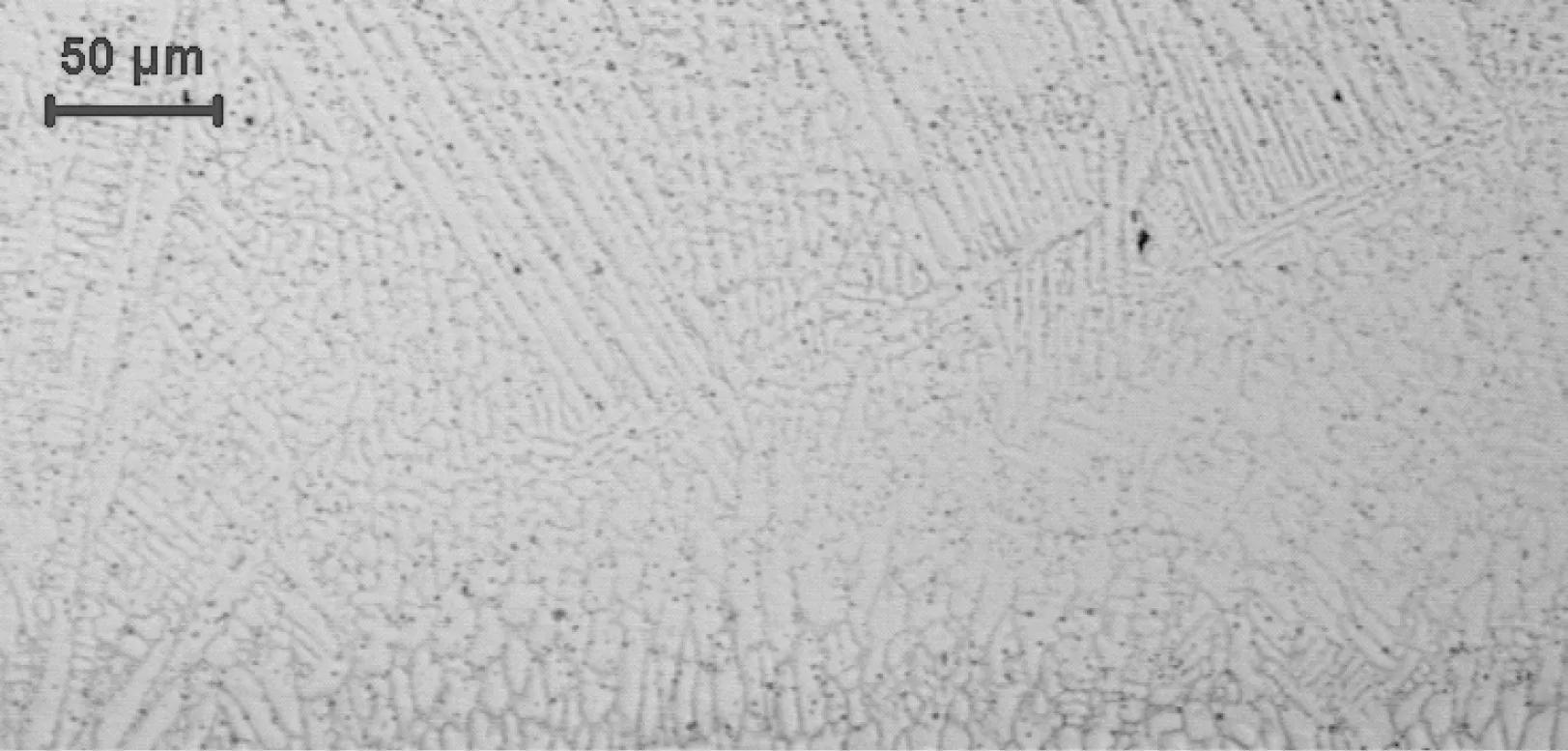
图3 熔覆层表层(500倍显微镜下)
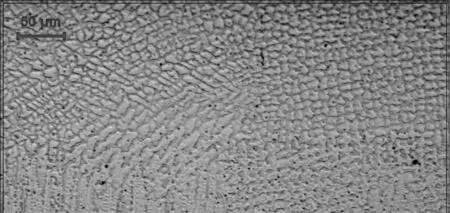
图4 熔覆层内部(500倍显微镜下)
3 方法
3.1邯宝冷轧厂轧机牌坊激光熔覆实施方法
由于轧机牌坊体积庞大、安装精度要求高,回装时间长,则不具备离线修复条件。因此只能利用年修5~7天时间采用移动式激光熔覆设备在线完成修复任务。实施步骤:
1)确定牌坊中线和加工基准。
2)对修复面进行去疲劳层和疲劳组织镗铣加工,以牌坊中线垂线左右对称加工,并将对应面加工到相同尺寸,保证修复后2块衬板厚度一致。
3)机加工后尺寸、精度检测。
4)激光熔覆配合面,材料为钴基合金粉末,熔覆后采用钳工研磨的方式,保证形位公差及牌坊与衬板的接触面积。对牌坊确实的尺寸通过加厚衬板的方式补偿,恢复窗口尺寸。
5)激光熔覆后对局部峰点采用砂轮片打磨、抛光,采用标准直尺进行配合平面度研磨。
6)着色探伤,确定熔覆位置无裂纹等缺陷。
7)激光熔覆表面进行后打磨处理,激光熔覆有效层厚度为0.30~0.35mm,激光熔覆后表面局部峰点用砂片打磨、抛光,用标准直尺进行配合研磨平面度。
3.2 大型轧钢厂BD辊激光熔覆实施方法
采用固定式激光熔覆设备离线实施激光熔覆。实施步骤:
1)车削疲劳层
2)测量孔型尺寸。
3)车削加工出轧辊孔型形状。
4)激光融敷修复孔型,并预留精加工余量。
5)进行手工磨削,达到图纸尺寸,要求表面光滑。
4 结果
1)2015年4月利用热轧产线年修停机时间,采用激光熔覆修复技术对邯宝热轧厂F3精轧机和R1、R2粗轧机牌坊进行了修复,至今使用良好。激光融敷面光滑无明显腐蚀痕迹,无磨损。彻底解决了邯宝热轧厂轧机牌坊腐蚀严重的问题。2017年大修再次对精轧机F5CVC牌坊进行了激光融敷修复,轧机稳定性明显提高。
2)2015年8月,邯钢开始实施大型轧钢厂50轨和60轨两个常用轧辊的熔敷试验。经过近一年时间的工艺改进和合金粉末配比不断调整,克服了熔敷中出现的裂纹、气泡等,2016年7月BD辊激光融敷技术研发成功,过钢量由熔敷前的1500~2000吨左右提高到6500~7800吨,个别辊子达到了13000吨,平均过钢量达到了7000吨。熔覆后BD辊过钢量为融覆前的3.5~4.7倍。
3)随着对激光熔覆技术认知程度的提高,2017至2018年,邯钢先后将该技术应用于进口空压机叶轮的利废修复、减速箱齿轮轴修复和轧辊扁头套修复,修复性价比均高于其它修复手段,使用寿命均不低于新品使用寿命,平均修复周期缩短三分之一,修复费用不足新品的30%。尤其是在进口空压机叶轮的利废修复方面充分凸显了其强大优势,新品采购周期需要八个月左右,采用激光熔覆技术修复周期仅为15天,不但大大降低了备件使用成本,而且极大地缓解了现场急需的状况,保证了设备的正常使用。未来邯钢将进一步扩大该技术的使用范围,如大型轴类的修复、辊道辊的修复和轧辊轴承座修复等。目前正在研制轧辊轴承座内孔尺寸精度恢复的熔覆技术方案。
5 讨论
实践证明激光熔覆修复技术的确有其它修复技术不可替代的优势,并正在逐步推广应用于钢铁冶金企业。随着我国对自然环境保护力度的加大,环保问责将倒逼技术转型。一些常用的修复工艺或因污染环境而逐步退出历史舞台。如传统的电镀工艺,因其产生的水污染、大气污染和固体废物污染对环境均造成恶劣影响,目前已被国家环保部门列为严格控制对象。如果可用其它表面处理技术替代电镀工艺,将减少对环境的污染。
以炼钢系统核心设备结晶器铜板的修复为例,国内广泛应用电镀技术进行强化,主要有单一镀层和复合镀层两种。单一镀层主要包括电镀Ni和Cr[2],复合镀层主要包括Ni-Cr,Ni-Fe,Ni-Co等[3,4],虽然电镀工艺比较成熟,且镀层耐磨性能优于铜板母材,但电镀层与基材之间为物理结合而非冶金结合,结合强度低,在结晶器恶劣工况下容易引起起皮脱落;另外电镀对环境污染严重,属于国家控制和逐步淘汰技术。采用激光熔覆技术制备的Ni基和Co基熔覆层,其平均显微硬度和抗热冲击能力均明显优于Ni基电镀[5],其耐磨性能、耐腐蚀性能和抗热疲劳性能俱佳,可使结晶器铜板寿命大大提高,因此采用激光熔覆技术修复结晶器铜板可作为电镀结晶器铜板的升级替代技术。
6 结论
邯钢从2015年到2018年历经四年对激光熔覆技术进行了应用和推广。实践证明,激光熔覆层的高耐磨性、高抗热变能力和抗腐蚀能力使其非常适用于钢铁厂高温、高磨损和高腐蚀环境设备的修复和表面处理。目前邯钢已成功应用于热轧产线的轧机机架、型钢产线的BD轧辊、进口空压机叶轮、轧辊扁头套和轴类的修复中,并正推广于辊道辊修复、大型轴类修复和轧辊轴承座的修复中,并计划在结晶器铜板中实施试修复。该技术的推广对提高修复性价比、降低备件消耗和减少环境污染具有积极意义。
