月牙开槽剪在带钢表面处理机组中的应用
2019-10-22丁殿恺
丁殿恺
(中冶京诚工程技术有限公司 北京 100176)
1 前言
带钢表面处理生产线向着高速、连续、高精度方向发展。通过综合考虑,将生产线的速度控制在相对高的水平;通过活套、焊机的设置,实现“无头轧制”,连续生产;通过检测原件、高精度的剪切设备实现高精度生产。焊机将上卷带尾和下卷带头焊接在一起。通常在焊机后设置月牙剪和切边圆盘剪,月牙剪切掉焊缝便于圆盘剪进行切边。某厂镀锡镀铬生产线对切边后的带钢宽度精度要求很高,如按常规将圆盘剪置于入口段,带钢经过工艺段后,宽度会有略微变化,不能满足要求。将圆盘剪置于出口段,影响精度的因素减少,保证了精度要求。由于带钢在炉子中的时间有着严格的要求,当带钢宽度变化时,要求在带钢正常运行中完成切边。月牙开槽剪就是在这样背景下产生的。它是一种新型设备,具有月牙剪和切边剪(对切边质量要求不高时)两种设备的功能。
2 月牙开槽剪的结构及特点
该设备主要由左右剪体、开口度调整装置和去毛刺装置等组成。结构简单,维护方便。
2.1 剪体
两个剪切机构对称布置在机组中心线两侧,上下剪刃固定在回转壁上,回转臂以立柱为圆心通过液压缸驱动进行摆动,液压缸由两个缸组合成一个二级缸,当需切焊缝成月牙形时,带钢静止,液压缸两个行程连续完成;当需对带钢边部开槽时,带钢静止,液压缸完成第一个行程后停止并保压固定,此时剪切成半个月牙(即剪刃位置从1到2),剪刃端面与带钢运行方向平行,带钢开始运行,在运行带钢的驱动下剪刃对带钢边部进行切边,当切边长度满足要求后,液压缸开始第二个行程,切成后半个月牙并摆出带钢(即剪刃位置从2到3),完成开槽。
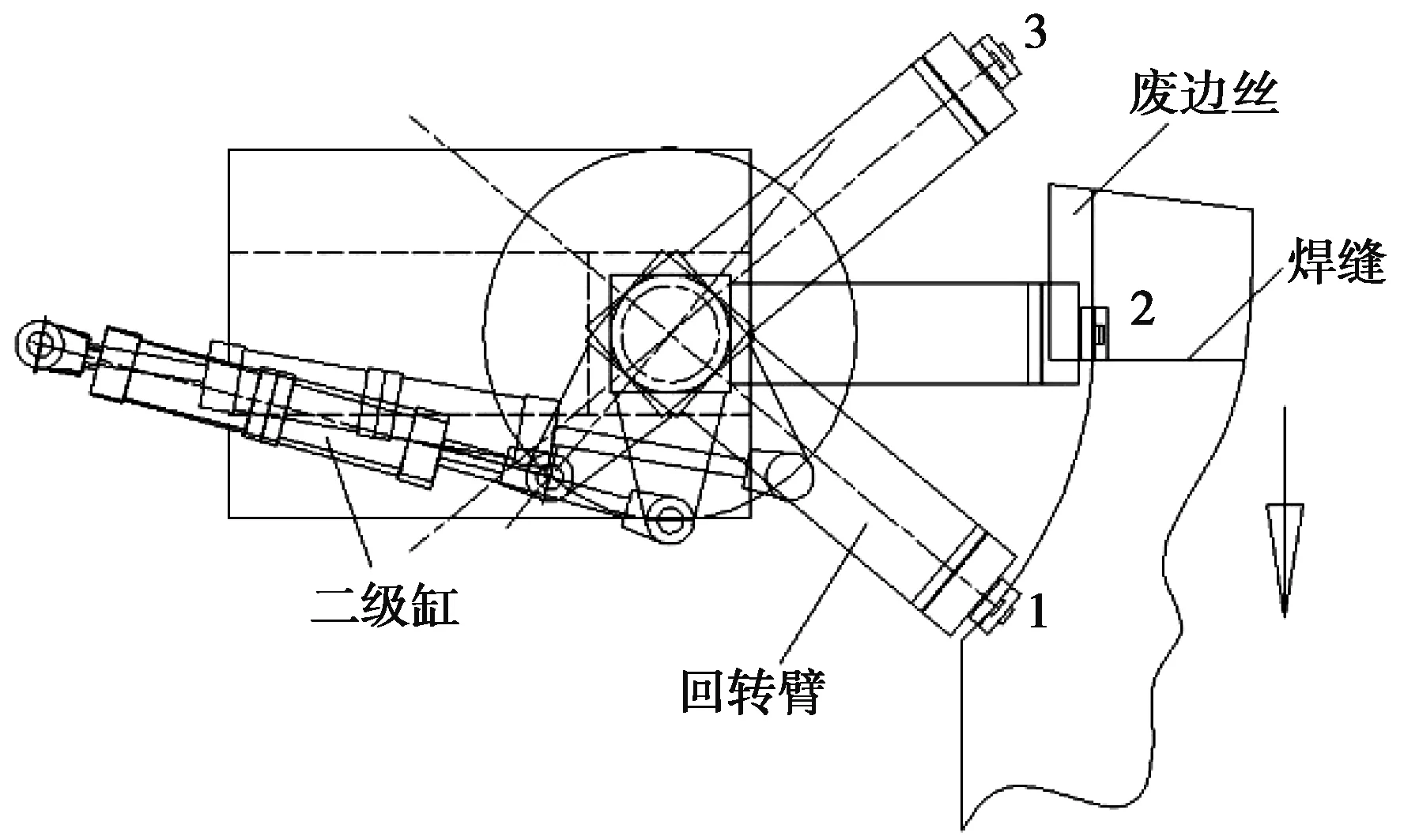
图1 剪体结构简图
开槽(切边)的长度取决于圆盘剪开口度调整装置在带钢运行中完成带钢宽度变化所需的调整时间。这样,在带钢宽度变化时,无需停车,圆盘剪和带钢正常运行中完成切边工作。剪刃间隙和重合度是影响剪切质量的关键因素。维持这两个参数的稳定是设备正常工作的前提。首先,选择合适的材料并进行恰当的热处理,提高剪刃的硬度,增加剪刃的耐磨性;其次,采用简单的调整方法,快捷的换刃方式,尽可能地缩短换剪刃的时间。剪刃的调整见图2。
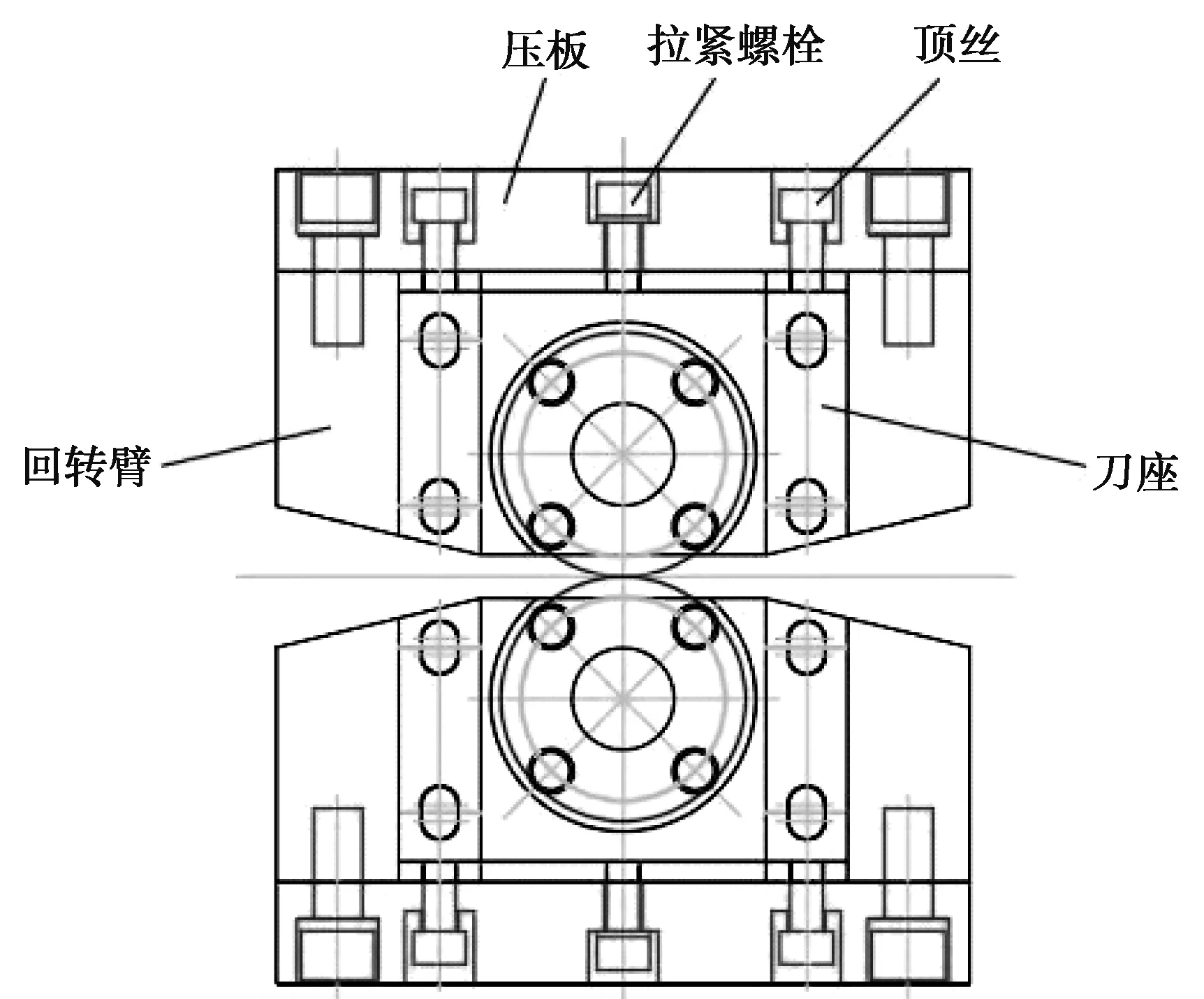
图2 剪刃调整示意图
剪刃及轴固定在刀座上,刀座再通过螺栓固定在回转臂上。通过刀座与回转臂间的垫片调整剪刃的侧隙。压板通过螺栓与回转臂合为一体,通过压板上的拉紧螺栓和顶丝带动刀座上下移动,从而完成剪刃重合度的调整。
2.2 开口度调整装置
开口度调整装置是为了适应带钢宽度变化而设置的。主要由驱动装置、底座和滚珠丝杠等组成。电机通过蜗轮蜗杆减速机驱动左右旋丝杠旋转,左右旋丝杠上有与其相配的螺母且分别与剪体连接,左右旋螺母带动左右剪体沿着带钢宽度方向同时移动,直到满足带钢宽带变化引起的剪体位置要求。

图3 开口度调整装置结构简图
2.3 去毛刺装置
剪后设有去毛刺装置,消除或减小带钢毛刺,否则会划伤后面的胶辊,影响正常生产,造成经济损失。装置与剪体相对固定置于剪体底座上。上下辊分别由气缸驱动沿辊子径向移动调整辊缝,满足板厚需求。
3 相关计算
3.1剪切过程及计算
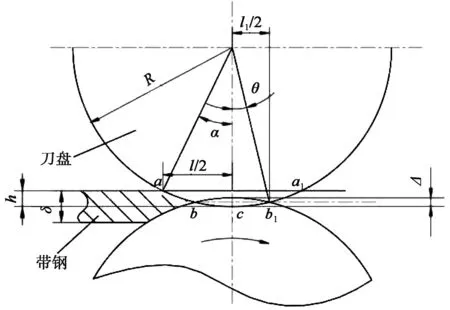
图4 剪切过程示意图
=7.7638°
l=8.1mm
l1=6mm
式中R-刀盘半径,mm,取30mm;
△-刀盘重叠量,mm,取0.25mm;
δ-带钢板厚,mm,取0.3mm;
l-剪切区弦长,mm;
α-咬入角,°;
h-咬入深度,mm,取(δ+△)/2;
θ-剪切终了的角度°;
r-剪回转臂半径,mm,取500mm。
3.2 刀盘与废边干涉计算
剪切月牙时,剪切点处刀片倾角和剪切过程中剪切区各点刀片与带钢切口径向位移。
剪切点刀片倾角β
由剪切点a到c点,刀片离开带钢切口的距离S
S=r-(1-cosβ)=0.016mm
S2=r(1-cosβ1)=0.009mm
由剪切点a到b点,刀片离开带钢切口的距离S1
S1=S-S2=0.007mm
由此可见,此设备的结构尺寸在剪切时刀盘与废边不会产生干涉,而且,月牙曲率越小越不易产生干涉。

图5 剪切月牙时剪刃与废料位置关系示意图
4 结束语
月牙开槽剪是带钢表面处理生产线上的一种新型设备,同时具有月牙剪和切边剪的功能。投产近两年来,运行安全可靠,维护简单易行。为类似生产线提供借鉴、具有参考价值。
