轧机窗口间隙对轧制精度影响
2019-10-22顾代权
顾代权
(上海梅山钢铁股份有限公司热轧厂 江苏南京 210039)
1 前言
轧机设备的精度是保证带钢产品轧制质量的基础。而牌坊两侧窗口的刚度差及轧辊正反转测试的两侧压力差是检验轧机设备精度的主要参数。影响这些参数的关键因素是轧辊在窗口的位置关系。故有必要对轧机的工作辊、支撑辊等进行受力分析,以便规范各窗口的尺寸精度及相互的位置关系,并获得窗口与轴承箱的最佳间隙。实现牌坊窗口与轧辊轴承箱的规范化管理,达到轧机精度持续保持的目标。
2 轧机存在的问题
前期的1422产线镰刀弯科研项目,对轧机窗口进行反复调整,使得轧机牌坊的刚度一度得以好转。但仅一年之后,F1与F3轧机的刚度测试指标14%、轧辊正反转测试指标达22%,远高于规范的5%与1%的指标。
查阅原项目结项报告,发现:①原报告没有理论基础做指导,历次检测的内容与数据均不同,故没有进行详细分析与数据整理;② 原设备是通过数据检测,采用临时措施处理设备,没有统一的方案与依据;③ 原方案对不同轧机的处理方法,采用的标准与依据相差很大。
显然,解决上述问题,需要对轧机窗口进行受力分析,并根据分析的结论重新分析前期的遗留数据,制定统一的规则,并现场验证,以期获得一般性的结论。
3 轧机窗口的结构
轧机由牌坊、压下机构、提升机构、辊系、换辊小车等组成。其中:窗口由牌坊、衬板、弯辊块等组成;压下机构由机械的“丝杆丝母副+蜗轮蜗杆副”与液压的AGC油缸组成;提升机构由提升梁、扁担梁、提升油缸组成;辊系由上支撑辊、上工作辊、下工作辊、下支撑辊组成。换辊小车则由小车本体、垫板等组成。具体见图1。其中:上支撑辊与上工作辊组成上辊系,下支撑辊与下工作辊组成下辊系。轧辊轴承箱由牌坊的侧面或锁门板的压力来约束。
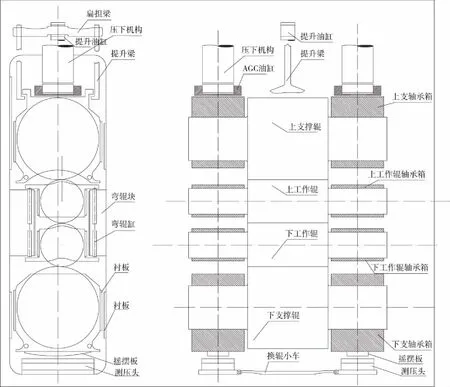
图1 轧机结构示意图
精轧机的主要参数如下:
支撑辊半径R=690mm,工作辊半径r=365mm,支撑辊与工作辊设计偏心(即辊系偏心)δ=10mm。
轧制力P=2000t。金属之间的摩擦系数f=(0.1~0.12)。
支撑辊与牌坊窗口的图纸设计间隙:1.3~1.8mm(极限间隙3.0mm);工作辊与牌坊窗口的间隙:1.6~2.2mm(极限间隙3.0mm);轧制力P=2000t;两侧轴承箱中心距 2500mm。
轧钢前的基本要求是:正反转的测压头压差指标小于1%,牌坊的两侧刚度差指标小于5%。
4 轧辊受力分析
本文受力分析,忽略设备本身的重力、提升梁的提升力、弯辊缸的压力等因素,仅就轧制力及其引起的分力进行讨论。
4.1 支撑辊理想状态的受力浅析
支撑辊的理想状态是轴承箱全部压靠牌坊的入口面。在实际的轧制过程中,支撑辊位置也较为固定,以上支撑辊为例,其受力分析见图2。
根据已知的数据及图2,可以得出上支撑辊垂直方向受力方程:
或K1=0.01P;K3=1.00005P。(同理可以得出图5下支撑辊:K4≈0.01N)
此时,支撑辊的轴承箱压靠入口面,工作辊轴承箱压靠出口面。

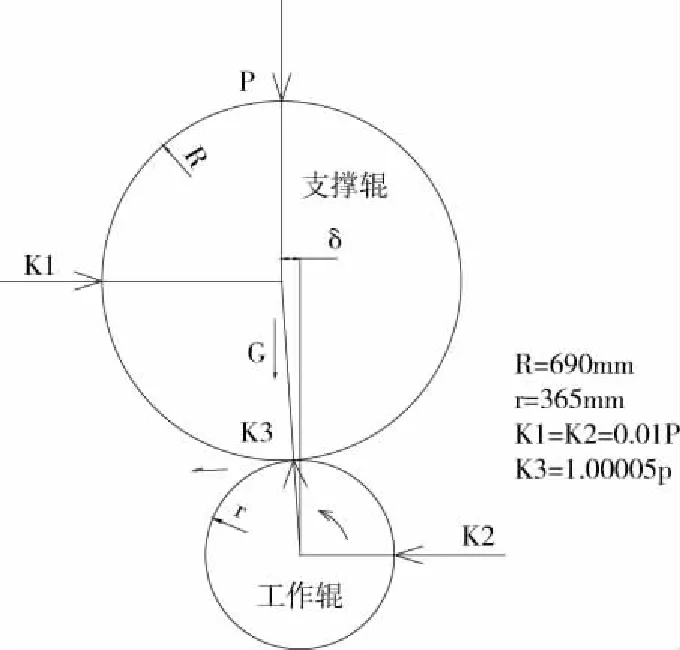
图2 上支撑辊受力分析图

图3 支撑辊与工作辊的象限点关系图
显然,工作辊与支撑辊处于极端状态下,即两侧轴承箱处于最大的水平交叉量3毫米的情况下,将转化为工作辊的水平度偏差仅0.06mm/2.5m。显然牌坊窗口间隙对轧辊的水平度影响,可以忽略不计。
4.2 支撑辊与工作辊产生交叉的影响
根据上述分析,如以支撑辊为参考,工作辊应在支撑辊的象限点出口侧附近的2500×3×0.06的空间内工作。工作辊与支撑辊的交叉将影响工作辊的水平度。其极限影响为0.06mm/2.5m。这对牌坊的刚度影响较小,但影响锁门板的受力的受力情况,也影响两辊等效受力点S的位置,具体分析如下。
由图4可知:在两辊交叉时,主动的工作辊接触处S点的线速度Vg分解为支撑辊的线速度Vz与两者的滑动速度Vh。由于Vh较小,故支撑辊与工作辊将会有轴向的运动趋势,并产生静摩擦力。有关资料显示,当交叉角为0.05°时,产生的摩擦力fP最大[1],fP最大为0.05P[2]。
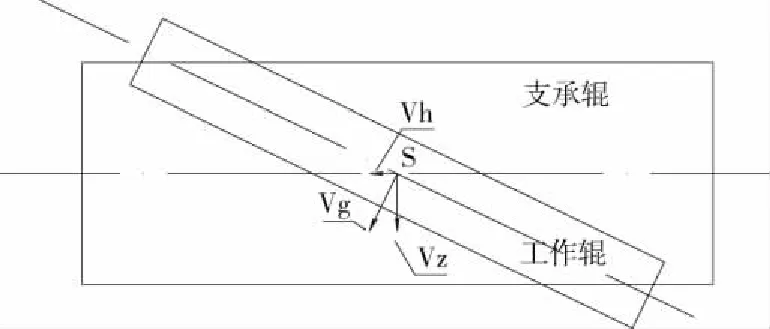
图4 交叉辊速度分解图
此轴向力由轧机的牌坊侧面(或锁门板)的压力来平衡[3],两侧压力(T1、T2),大小相等,方向相反,并形成力偶。故fP≈0.05P是锁门板设计的重要参数。
4.3 下支撑辊受力研究
下支撑辊进入牌坊窗口之后,由于下支弧形摇摆板的滚动功能,在下工作辊的作用力K7及轧辊自重的推动下,整个轴承箱向入口面滚动(B3为摇摆板的下象限点),轴承箱的入口侧面的上端B1点与窗口压靠,产生水平作用力K4,在摇摆板B3处产生水平作用力(静摩擦力)K6。具体见图5。
分析图5,可以得出如下结论:
K4≈0.01P,K6最大值为0.12P,K7作用线永远在B3的入口侧。故下支撑辊的轴承箱不会向出口侧移动。
显然,窗口间隙越大,下支撑辊装辊位置随机性也越大,两侧轴承箱的对称度相差也大,牌坊的刚度指标与正反转试验指标也更差。
4.4 上支撑辊受力研究
上支轴承箱悬挂在提升梁上(见图6),并由AGC油缸下压。其受力分析与下支撑辊类似,结论也类似,即:在轧钢过程中,上支轴承箱位置不动,一直处于初装的位置。上支窗口间隙的缩小,有利于减少轴承箱初装的随机性,有利于轧机刚度的稳定。

图5 下支撑辊受力图
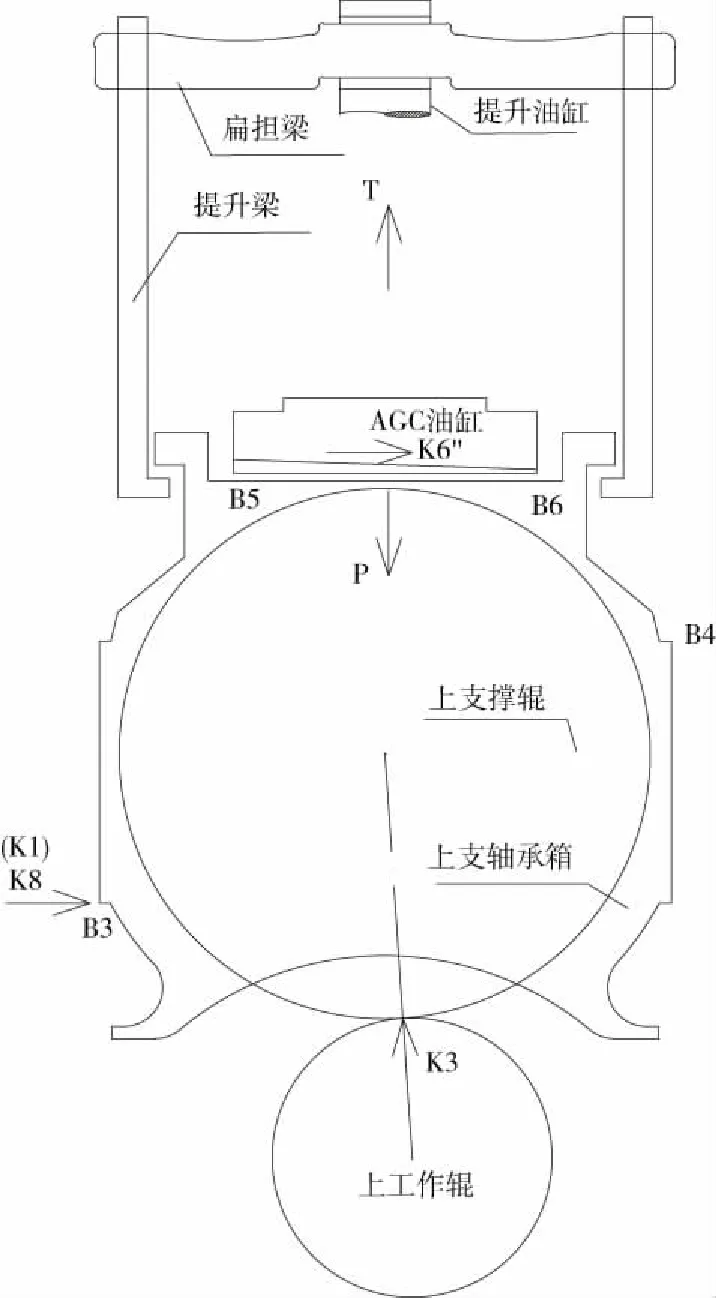
图6 上支撑辊受力图
4.5 工作辊的基本受力分析


图7 工作辊受力图
4.6 工作辊交叉的后果研究
当工作辊存在交叉现象时,参考图8。在工作辊正传的时候,工作辊压靠出口弯辊块。在工作辊反传的时候,由于受到各自支撑辊的约束较小,工作辊轴承箱在辊间的摩擦力fP的作用,上下工作辊的等效交叉点S1的位置会向O点回移,压力差将会减小。
from wordcloud import WordCloud,ImageColorGenerator
在这种情况下,做刚度测试。随着压力的增大,等效交叉点会发生变化,并向中点靠近;在测试的中途,两侧的刚度曲线,有可能会变相(交叉),或突变。
4.7 轧辊交叉产生测压头的压差研究。
轧制力P由最上部的AGC油缸提供,但数据N由窗口底部的测压头检测,图8为轧机的整个辊系的等效受力分析图 。
如果没有交叉辊的存在,或在静止的情况下,AGC油缸下压力都为P/2,那么上下工作辊的等效切点S1为轧辊的中心点O,两辊应该是母线接触。此时N1=N2=P/2,T1=T2=0.
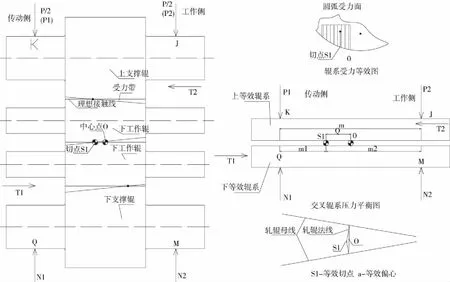
图8 轧辊辊系等效受力分析图
实际情况是上下辊的接触面呈微小交叉,呈微螺旋线接触,在旋转状态下,轧辊轴线方向的受力不均,其等效受力点,应该是两根相邻轧辊法线的交点S1。S1偏离中心点O,并偏向于间隙较大的一侧(见图8的交叉辊系压力平衡图)。同时辊间也产生轴向力,并由T1、T2来平衡例如,若传动辊传动侧间隙大于工作侧,则S1偏心传动侧,此时N1>N2,轧机传动辊刚度大于工作侧刚度。由于轧辊轴向力偶“T1-T2”的作用,有P1 研究图8,还可以发现,在工作辊反转的时候,由于工作辊与上支撑辊的轴向约束较少,致使等效受力点S1向O点靠近,两根工作辊也趋于平行,此时的测压头的压力差值比正转状态的压力差值小。如果两侧的测压头的压力值没有反向超差,可以近似认为两根工作辊不存在交叉现象。 如果S1越过O点到达另外一侧,两侧的测压头的压力值会反向超差。如反转超差值较大,可以推定上下工作辊有严重交叉现象或工作辊的窗口间隙超标。 总结上述分析,可以发现:上支轴承箱与窗口不接触,上支窗口不存在磨损问题。下支窗口面的受力面与下支窗口间隙,关系到下辊系的偏心量,是影响支撑辊的装辊位置的综合因素,它影响了刚度测试的偏差。例如,工作侧窗口的间隙大,则工作侧刚度也趋于变大,反之亦然。 下辊系两侧偏心量的不同,将影响工作辊的水平度、增加支撑辊的轴向力,它是造成锁门板磨损、轧辊轴承箱烧箱的主因。同时,上下支撑辊的交叉,反应在工作辊上是辊面的水平度的变化、辊缝的偏差及工作辊的等效作用点的漂移。其中,等效作用点S1的漂移是影响两侧压力差(刚度差)的主要因素。 工作辊窗口偏差,即工作辊交叉,对工作辊的水平度、辊缝影响较小,但会增大轧辊的轴向力,影响锁门板的使用,引起刚度曲线的变相(交叉)与恶化,也会使带钢表面产生横纹;尤其是反转的时候,会使两侧测压头压差反向超差。工作辊轴承箱仅与工作辊窗口的出口侧接触,故工作辊窗口的出口侧是磨损面,应纳入管理范畴。 针对理论分析的结论,可以判定:① 上下工作辊总是相交;② 轴承箱与牌坊窗口的间隙越大,各轴承箱的随机空间也越大,导致各辊的不平行机会也越多。 显然,窗口的平面度、竖直度越差,安装衬板之后的窗口弹性也越大,窗口的参数稳定性越差。 在此基础上,制定如下的数据整理依据: 统一以上支入口面为基准面。将其余各面的数据,均转化为与基准面的水平距离,以支撑辊入口面与工作辊出口面之间的距离为重点研究对象,整理前期的所有的检测数据。研究发现当满足:①窗口间隙宜在0.95~1.05 mm;② 上(下)辊系的两侧窗口的实际偏心差应小于0.1 mm;③ 上(下)支入口面的平行度小于0.2 mm时,轧机的状况最佳。 根据拟定的标准,采用不同厚度的衬板,调整牌坊窗口的间隙及相互之间的对称度,实现了7台轧机的两侧刚度差小于5%,正反转压力差小于1%的指标,也证明了拟定标准的有效性。 本次对轧机设备的精度攻关及验证,得出影响轧机两侧刚度及正反转压力偏差的主要因数还是要保证窗口内几个指标在管控范围内,即如下三点:1)窗口间隙宜在0.95~1.05 mm;2)上(下)辊系的两侧窗口的实际偏心差应小于0.1 mm;3)上(下)支入口面的平行度小于0.2 mm。在此情况下,轧机的状态最好,有效地提高轧制精度,轧制稳定性也好,生产质量更具有持续性。因板卷轧机具有普遍的类似性,故此次的攻关结果更具代表性,对其他产线机组更具借鉴意义。4.8 对策措施与效果验证
5 结论
