吐丝温度对ER50-6盘条性能的影响
2019-09-23曹英杰刘学森
曹英杰,刘学森,李 探
(天津钢铁集团有限公司,天津300301)
0 引言
中国是世界上焊接材料第一生产大国和消费大国,随着焊接自动化水平的不断提高,气体保护焊丝被广泛应用于车辆制造、工程机械、船舶、石油化工、压力容器等行业。CO2气体保护焊具有高的生产效率、低耗能、低成本、应用范围广等特点。其主要使用ER50-6实芯焊丝,在焊接时具有良好的电弧稳定性和焊接性能[1]。
作为制作实芯焊丝用的ER50-6盘条,需经多道次大变形拉拔,整体变形量可达97.88%,即要求盘条具有良好的拉拔性能。因此对母材的力学性能及金相组织要求较为严格。较低的抗拉强度水平能防止拉丝变形中强度进一步增高,降低加工硬化率;同时应避免盘条中存在不宜变形的贝氏体组织及晶粒不均(混晶)等问题,防止拉拔断裂。
1 质量问题
ER50-6盘条作为常用气保焊丝的原料,其下游加工工艺为:酸洗→硼化→预拉拔(5.5 mm→4.8 mm)→粗拉(4.8mm→2.1 mm)→精拉(2.1 mm→0.8 mm)→镀铜→分卷→打包→入库[2]。
ER50-6盘条在拉拔Φ0.8 mm细丝过程中存在拉拔断裂的现象,对试样断口处进行金相检测分析。在断裂试样心部存在不规则V字形裂纹,该裂纹不断扩展导致断裂,如图1(a)所示;纵向铁素体及珠光体组织随拉拔变形显示具有强烈的流变,但之间分布着不规则的硬相组织难以变形,对正常基体变形产生阻碍作用,最终两者结合处产生裂纹并随变形量的逐渐增大,裂纹不断扩展直至开裂,如图1(b)所示,该硬相组织为贝氏体组织。
2 轧制关键工艺
2.1 工艺流程
150 mm×150 mm连铸方坯→蓄热式加热炉→高压水除磷→卡断剪→粗轧机组6架→飞剪→中轧机组6架→预精轧机4架→飞剪→精轧机组10架→水箱→吐丝机→斯太尔摩风冷线控冷→集卷→P/F线运输→精整→检验→打包→称重挂牌→成品入库。

图1 断口处金相组织
2.2 控冷工艺
2.2.1 吐丝温度
吐丝温度是控制相变开始的关键参数,其高低对奥氏体的稳定性和盘条的性能有重要影响。随着吐丝温度的逐渐降低,奥氏体晶粒长大的倾向会减小,相变过程过冷度也会减小。在同等冷却工艺下,吐丝温度高时相变点也相应上升,而吐丝温度低时能获得细而多的奥氏体晶粒,有利于相变之后的组织形态。
ER50-6硅和锰含量较高,其淬透性增加,致使CCT曲线向右下方移动,推迟并延长了组织相变时间。通过低吐丝温度控制,将使细小的奥氏体晶粒分解转变成较细的(铁素体+珠光体)组织,利于避免贝氏体组织的形成。
2.2.2 斯太尔摩风冷
斯太尔摩风冷线是控制相变的重要设备,通过对辊道速度、风机开启量、保温盖开闭及风门开闭等参数的控制,精准控制盘条的冷却曲线,最终得到理想的组织性能。
由于ER50-6要求盘条具有较低的抗拉强度和良好的塑韧性,以及均匀的(铁素体+珠光体)组织,因此ER50-6盘条在斯太尔摩风冷线上采用延迟型冷却,使其在接近等温条件先进行铁素体转变。为防止盘条在相变区间内未充分相变而落入集卷桶后快速冷却,应采用低的辊道速度及高效的保温手段,延长盘条在相变区间的停留时间,避免其快速冷却或组织转变不充分时析出贝氏体等异常组织。
2.3 动态CCT曲线
由焊丝用钢ER50-6的动态CCT曲线[3](如图2所示)可知,ER50-6在相变过程中,当冷却速度大于1℃/s时,盘条组织中会产生异常金相组织(贝氏体或马氏体);低于该冷速时,可获得理想的金相组织(铁素体+珠光体)。一般铁素体及珠光体转变温度区间在800~600℃,盘条在组织转变控制过程中应延长该温度范围的保温时间,保证铁素体及珠光体的充分转变,实现组织转变的有效控制。

图2 ER50-6动态CCT曲线
3 试制方案及分析
3.1 化学成分
为研究ER50-6热轧盘条在不同控冷工艺下对组织与性能的影响,本实验采用坯料化学成分如表1所示。

表1 化学成分/%
3.2 试制工艺
本次试验依据CCT曲线中铁素体及珠光体转变温度,并结合斯太尔摩风冷线的实际参数情况,在同一化学成分,同等加热及轧制工艺下,设计出3种不同吐丝温度的控冷工艺,进行现场试制,如表2所示。
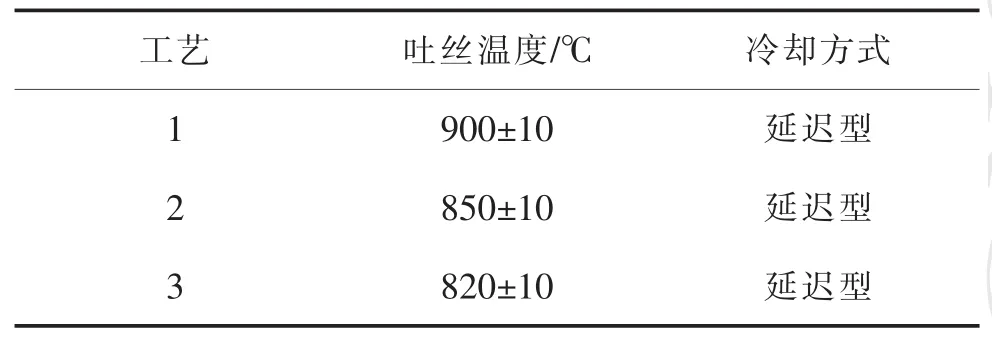
表2 控冷工艺试验参数
3.3 组织性能检测
3.3.1 力学性能
对3种不同控冷工艺下的盘条试样进行取样分析,各工艺力学性能数据如表3所示。
从表3中可以看出,工艺1抗拉强度整体偏低,但散差达40MPa,存在性能不均的现象;工艺2中抗拉强度适中,散差在15MPa内,各项力学性能良好;工艺3中抗拉强度整体偏高。随着吐丝温度的降低,抗拉强度逐渐增高,同时吐丝温度较高存在盘条力学性能散差大的情况。

表3 各工艺力学性能
3.3.2 金相组织
各工艺试样金相组织及晶粒度情况如图3及表4所示。

图3 各工艺金相组织
从图3和表4可知,工艺1中金相组织晶粒度级别为8.0~8.5级,且存在贝氏体异常组织和混晶组织;工艺2中金相组织均为(铁素体+珠光体),组织正常,晶粒度级别为 8.5~9.0级;工艺 3中金相组织均为(铁素体+珠光体),组织正常,晶粒度级别为9.0~9.5 级。
3.4 试验结果分析
当吐丝温度为900℃时,晶粒为等轴铁素体和少量的珠光体组织,晶粒比较粗大,对应的抗拉强度较低。但由于相变前时间较长,斯太尔摩风冷线保温时间有限,导致部分奥氏体未完全相变时盘条已移出保温盖,冷速过快盘条心部形成贝氏体组织。同时保温过程中盘条搭接点与非搭接点温差逐步拉大,导致力学性能散差较大。
当吐丝温度为850℃时,相变能够在保温盖中充分进行,金相组织较均匀,晶粒度在9级左右,抗拉强度520 MPa,同时搭接点与非搭接点温差相对较小,抗拉强度散差在15 MPa左右。
当吐丝温度为820℃时,距铁素体初始转变温度相接近,在保温盖中组织转变时间较充分,获得9.5级的细小铁素体晶粒,但造成力学性能偏高,不利于盘条后续的拉拔。
4 结论
ER50-6盘条相变冷却速度控制在1℃/s以内时,能够得到理想的铁素体和珠光体组织,避免贝氏体的产生,铁素体及珠光体转变温度区间在800~600℃。
随着吐丝温度不断升高,热轧盘条的抗拉强度不断降低,晶粒度逐渐减小,且吐丝温度较高时抗拉强度散差大,易出现贝氏体及混晶的现象。
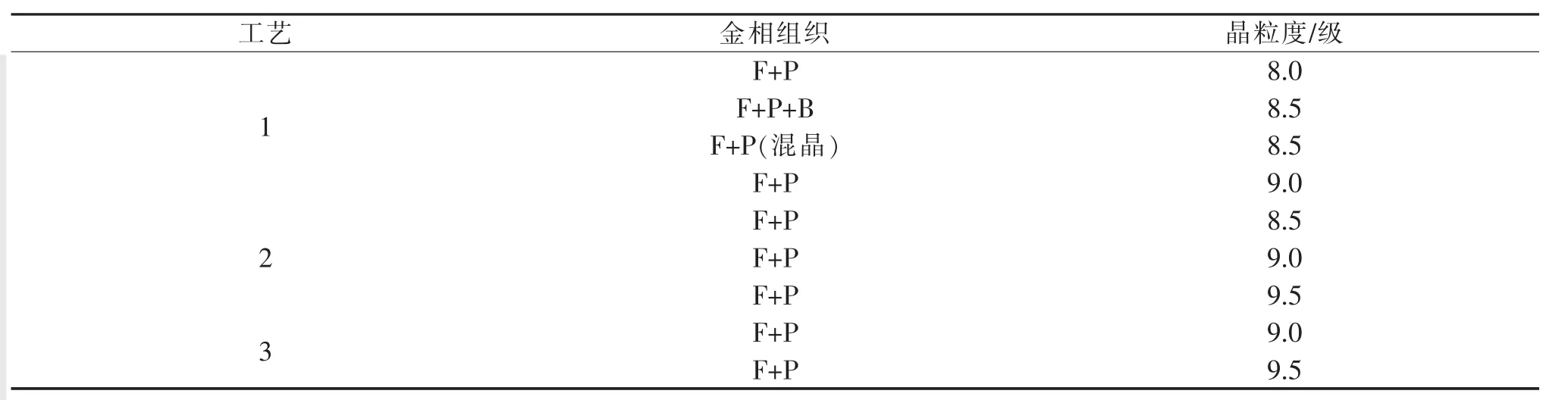
表4 各工艺金相组织及晶粒度
实验结果表明,吐丝温度为850℃时,ER50-6盘条具有均匀的铁素体和珠光体组织,力学性能适中,盘条能够获得理想的组织性能。