中频逆变直流点焊与工频交流电阻点焊技术 优势比较
2019-09-21刘芯娟邵刚
刘芯娟,邵刚
(安徽江淮汽车集团股份有限公司,安徽 合肥 230022)
前言
电阻焊是工件通过电极施加压力,利用电流产生电阻热进行焊接的方法。电阻焊焊接时不需要填充金属,成本低、生产效率高、焊接变形小、接头质量容易控制,被广泛用于汽车白车身的焊接。
电源控制系统是电阻焊机设备中的源头动力部分,其性能的优越与否直接影响焊接的效率和质量。逆变电阻电源因为其高质低耗的优点,从而成为电阻焊电源的发展方向。
1 中频逆变直流电阻焊控制电源原理比较
1.1 工频交流电阻焊电源
在实际应用中,电阻焊接焊机应用较广泛的的是工频交流电源供电,单向工频交流电源基本电路和波形图如下图所示。

图1 工频交流电路和波形图
工频交流电源由于原理简单,制作容易、成本低廉等原因,在目前实际应用占有比较大的比例。
1.2 中频逆变直流电阻焊控制电源
中频逆变电源是由三相交流电通过变压、整流转化成为直流电,再经由逆变电路和变压器,降压整流形成波纹极小的直流电输出给电极。电路和波形原理如下图所示。
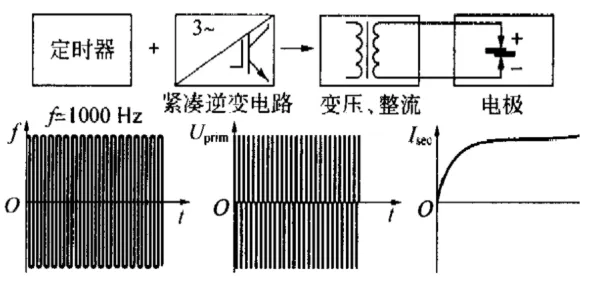
图2 电路和波形原理
2 中频直流焊机的优点
2.1 焊接精度提升明显
下图描述了中频直流电源电流的调整过程。由图可见,中频逆变直流的电流调整速度和调整精度都比较优异。
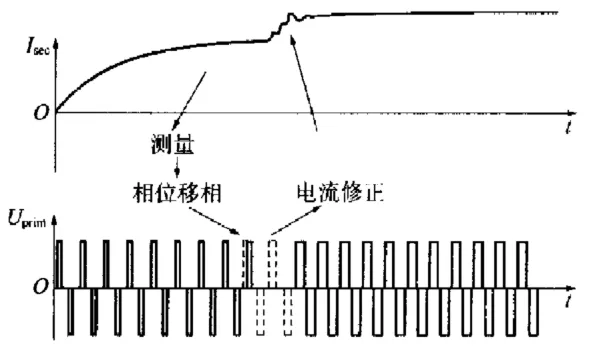
图3 中频直流电流调整图示
逆变中频直流电阻焊机输出的是脉动很小的直流电流,没有过零效应,所以在轻合金、精密件、耐热钢等其他焊接质量要求高的地方具体非常大的优势,如汽车白车身的镀锌板的焊接。
2.2 焊接控制质量好、可控性强
中频逆变直流电源的工作频率是1000HZ.其焊接电流能很快的达到设定的工艺要求电流,焊接速度更快,焊接过程更可靠,可控性强,基于中频逆变系统,可以有效、准确的分析改进焊接参数达到最佳值。
2.3 焊接变压器质量轻、体积小
变压器计算的基本公式为:U=4.44f*n*S*B,其中:U变压器绕组电压,n 为变压器绕组匝数,S 为铁芯截面积,B为铁芯磁通密度。
从公式得出,可以通过提高工作频率来减少绕组匝数和铁芯截面积,逆变直流的工作频率为1000HZ,重量最多可减少4/5-2/3。
2.4 成本低廉
2.4.1 一次投入成本减少
采用中频直流电阻焊接设备系统可以降低一次的投入成本,主要有几个方面:①对称的变压器可直接供给三相平衡负载,不用进行电力补偿。②中频直流点焊机可采用一体化焊钳,减少供水冷却投入③可设计为一体化供电方案,减少为机器人和焊接电源提供两套供电系统增加的投入。
2.4.2 使用成本低
中频直流焊机输出直流焊接电流功率因素可达0.95,对供电容量的要求比同等容量的交流焊接少一半。
由于直流焊接电流的焊接集束作用和没有过零效应,在同等情况下,使用逆变直流焊接所使用的焊接电流比交流焊接时可减少25%-35%,从而得出其焊接消耗能量要比交流焊接时少25%-35%。
下表是同样焊接一个焊点,交流与直流焊机焊接能量消耗的对比。交流焊机焊接能耗为3.54×10-3kVA·h,逆变直流焊接能耗为2.46×10-3kVA·h,是交流焊接的69.5%。

表1 交流与直流焊机焊接能量消耗对比
中频逆变直流点焊机电机冷却要求有所降低,可以有效减少冷却水消耗;同时中频逆变直流点焊机直流焊接电流的集束作用极少产生焊接飞溅,提高电极使用寿命1 倍以上,并节省了电极修磨时间,提高生产效率。
3 应用
近年来,因中频逆变焊接的优越性,多家汽车企业开始将中频点焊设备投入到焊装车间的白车身焊接,例如上海大众、吉利、广汽本田、江淮汽车等主机厂都已将中频焊机运用到自动化线焊接或人工点焊。目前,江淮汽车在瑞风、纯电动轿车等多款车型的自动化线均应用了中频机器人焊钳,承担了包括总拼焊接、顶盖和侧围焊接、前后地板焊接等多个主要位置的点焊焊接。如下图所示为江淮焊接自动化线上应用了中频直流焊接技术的两个工位。

图4 江淮自动化线上的中频点焊设备
4 结论
目前,中频逆变技术发展已经比较成熟,在汽车行业的应用也已经越来越广泛。中频逆变直流电阻焊因为其多方面的优势已经越来越多应用与相关行业的工业生产制造中,其应用值得推广。