焊接参数对轨道交通车辆不锈钢磁控电阻点焊的影响
2022-11-18胡立国刘海伟康丽齐袁海堃
郭 猛 胡立国 刘海伟 康丽齐 袁海堃 周 勇
(中车长春轨道客车股份有限公司工程技术中心, 130062, 长春∥第一作者, 高级工程师)
电阻点焊以其高效率、焊接变形小等优点广泛应用于不锈钢轨道交通车辆生产中。伴随着轨道交通车辆的国际化进程,中车长春轨道客车股份有限公司(以下简为“中车长客”)的不锈钢车辆成功进入巴西、泰国及美国等国际市场以及香港特区市场,客户对不锈钢车辆制造水平的要求亦日益提高。因此,不锈钢车辆的焊接质量、平面度外观质量成为不锈钢车辆制造过程中的重要指标[1]。
电阻点焊参数的选择,尤其点焊电流的选择对点焊质量影响较大。当焊接电流较小时,熔核未完全生长;当焊接参数过大时,形成的粗晶组织同样对点焊强度有较大的影响[2-3]。近年来不少学者对利用电磁搅拌技术提高汽车和轨道交通车辆点焊接头质量进行了研究。文献[4-5]对双相高强钢使用永磁体作为外加磁场进行点焊试验,使点焊接头的剪切强度、熔核直径等均有大幅提高。文献[6]对超高强度合金钢30CrMnSiNi2A进行外加磁场点焊试验,取得了良好的效果。文献[7]分析了永磁体磁场对铝合金电阻点焊力学性能及微观组织的影响,焊点剪切力增幅在4%~25%。文献[8]发现外加磁场对不锈钢点焊质量有明显的改善作用。
中车长客针对不锈钢磁控电阻点焊进行了试验分析,发现利用磁控电阻点焊技术能够提高点焊拉剪强度。本文主要从不同焊接参数下的磁控电阻点焊接头的拉剪强度影响规律出发,分析焊接参数与磁控电阻点焊双层作用下的点焊接头强度,以得到磁控电阻点焊的最佳焊接参数组合,为不锈钢点焊生产提供依据。
1 不锈钢磁控电阻点焊试验材料与方法
试验材料选用板厚组合为2 mm+2 mm轨道交通车辆用SUS301L-DLT不锈钢,其化学成分和力学性能见表1~2。采用日本NASTOA逆变恒流控制点焊机,电极采用球头半径为R100的铬锆铜电极。为验证不同焊接热输入条件下的磁控电阻点焊效果,试验共设置了5组焊接参数(见表3)。

表1 SUS301L-DLT不锈钢的化学成分质量分数Tab.1 Chemical composition of SUS301L-DLT stainless steel 单位:%

表2 SUS301L-DHT不锈钢的力学性能Tab.2 Mechanical properties of SUS301L-DLT stainless steel
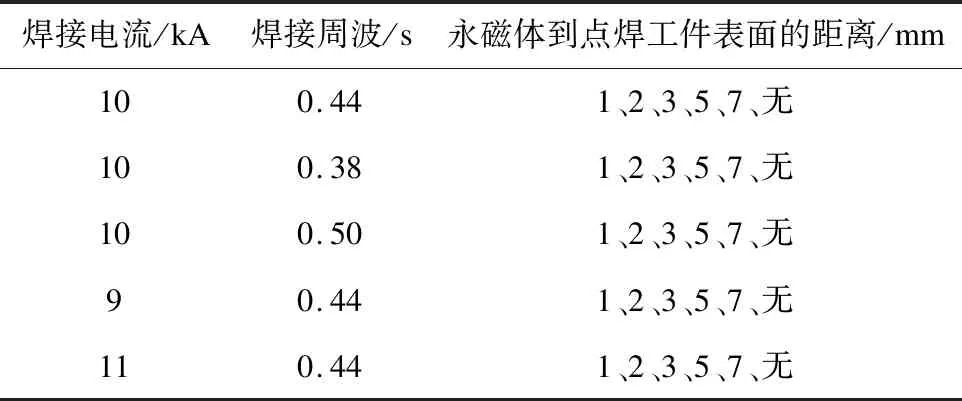
表3 SUS301L-DHT不锈钢磁控电阻点焊试验焊接参数Tab.3 Welding parameters of SUS301L-DLT stainless steel in magnetron resistance spot welding test
本文磁控电阻点焊外加磁场采用钕铁硼永磁体。磁控电阻点焊试验装置(见图1)的设计主要考虑在能够提供足够磁场强度的前提下方便调整永磁体到点焊工件表面的距离,因此,本文设计了便于调整磁场强度的磁体固定安装座对永磁体进行固定。
2 不锈钢磁控电阻点焊试验结果分析
采用磁控电阻点焊技术,当电流通过熔核时在外加磁场的作用下产生洛伦兹力,使熔核金属发生流动和搅拌作用。因此,磁控电阻点焊下的熔核与普通点焊下的熔核形貌相比,熔核直径和熔核宽高比均有不同程度的增加,由此带来点焊剪切强度增加;同时,磁控电阻点焊搅拌作用造成熔核组织晶粒细化,因此熔核的塑性增加,表现为拉伸失效位移增加。因此,本文对外加磁场作用下的点焊熔核形貌和点焊机械性能进行分析,以确定最佳磁控电阻点焊焊接参数。

图1 磁控电阻点焊试验装置Fig.1 Test device for magnetron resistance spot welding
2.1 不同点焊参数下磁控电阻点焊熔核形貌分析
普通点焊时熔核熔化金属只在焊接电流产生的磁场下运动,而磁控电阻点焊过程中磁场为焊接电流产生的磁场和外加磁场综合作用下的复合磁场。此时熔核金属受到的磁力和磁场方向均发生较大变化,具体表现为沿熔核直径方向产生冲刷作用,从而使熔核直径增大,料件焊点的熔深减小。图2为焊接电流为10 kA、焊接周波为0.50 s时,外加磁场作用下熔核形貌的变化情况。从图2中可以看出,当永磁体到工件距离变小,外加磁场强度增加时,熔核的直径逐渐增加,且熔核呈现扁平趋势。
图3~4为不同焊接参数下外加磁场强度对熔核直径和熔核宽高比的影响。由图3~4可见:不同焊接参数条件下,在外加磁场的作用下点焊熔核直径和宽高比均有不同程度的增加。当焊接电流为10 kA时,焊接周波越长,熔核直径和熔核宽高比越大,说明相同焊接电流条件下增加焊接周波对磁控电阻点焊的效果越明显;当焊接周波恒定为0.44 s,焊接电流分别为10 kA和11 kA时点焊熔核宽高比变化不大;当焊接电流为9 kA、永磁体到熔核中心距离大于7 mm时,点焊熔核宽高比较焊接电流为10 kA和11 kA时有明显降幅,说明焊接电流为9 kA且外加磁场较小时磁控效果明显降低;当焊接电流为10 kA、焊接周波为0.50 s时,熔核宽高比增加最为明显,说明此时磁控效果最佳。
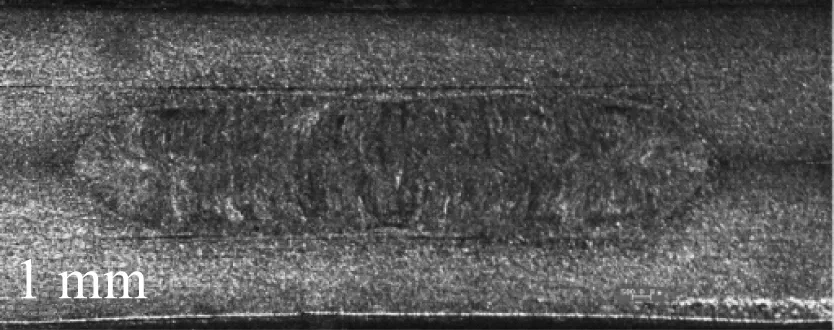
a) 永磁体到点焊工件表面的距离为1 mm
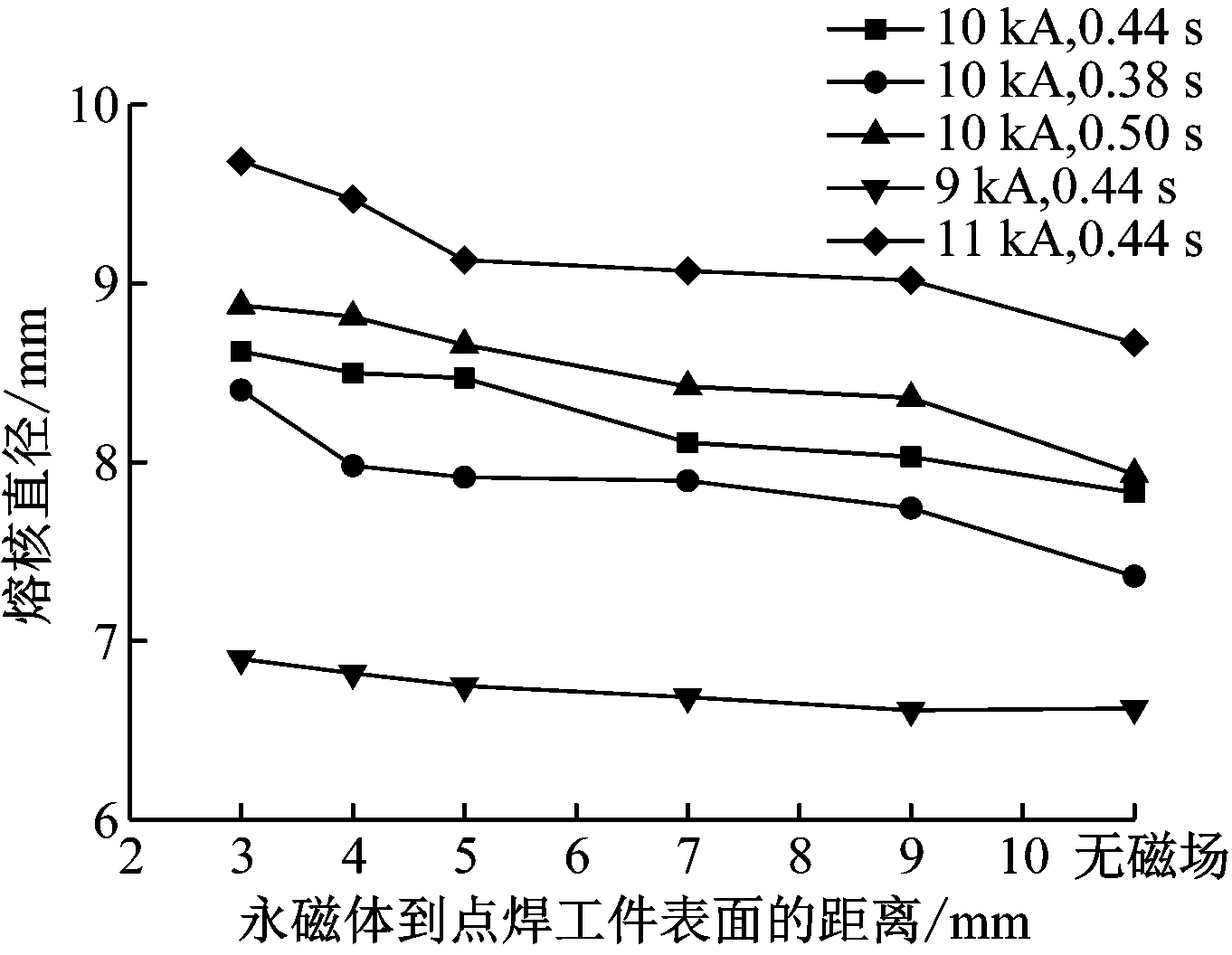
图3 不同焊接参数和外加磁场强度下的熔核直径Fig.3 Diameters of molten core under different welding parameters and external magnetic field intensities
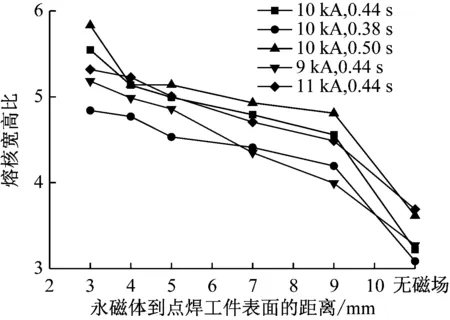
图4 不同焊接参数和外加磁场强度下的熔核宽高比Fig.4 Aspect ratios of molten core under different welding parameters and external magnetic field intensities
2.2 不同点焊参数下磁控电阻点焊拉伸性能分析
点焊试件的拉伸性能是点焊质量最直观的表现,亦是最易检测的点焊质量指标之一。因此,对磁控电阻点焊的拉伸性能进行分析非常必要。
图5~7为不同焊接参数和外加磁场强度下的拉伸强度、拉伸强度增加比和拉伸失效位移对比。由图5~7可见,随着外加磁场强度的增加,不同焊接参数下的试验片拉伸强度增加趋势基本一致,当焊接电流为11 kA、焊接周波0.44 s,以及焊接电流为10 kA、焊接周波为0.50 s时,由于热输入量较大,磁控电阻点焊的拉伸强度增加绝对值也较大。当焊接电流为10 kA、焊接周波为0.50 s时,磁控电阻点焊拉伸强度的增加最为明显。这是因为当焊接周波增加时热输入量较大,熔核熔化金属较多;另外随着焊接周波的增加,有效搅拌时间增加,电磁搅拌效果亦得到了增强。
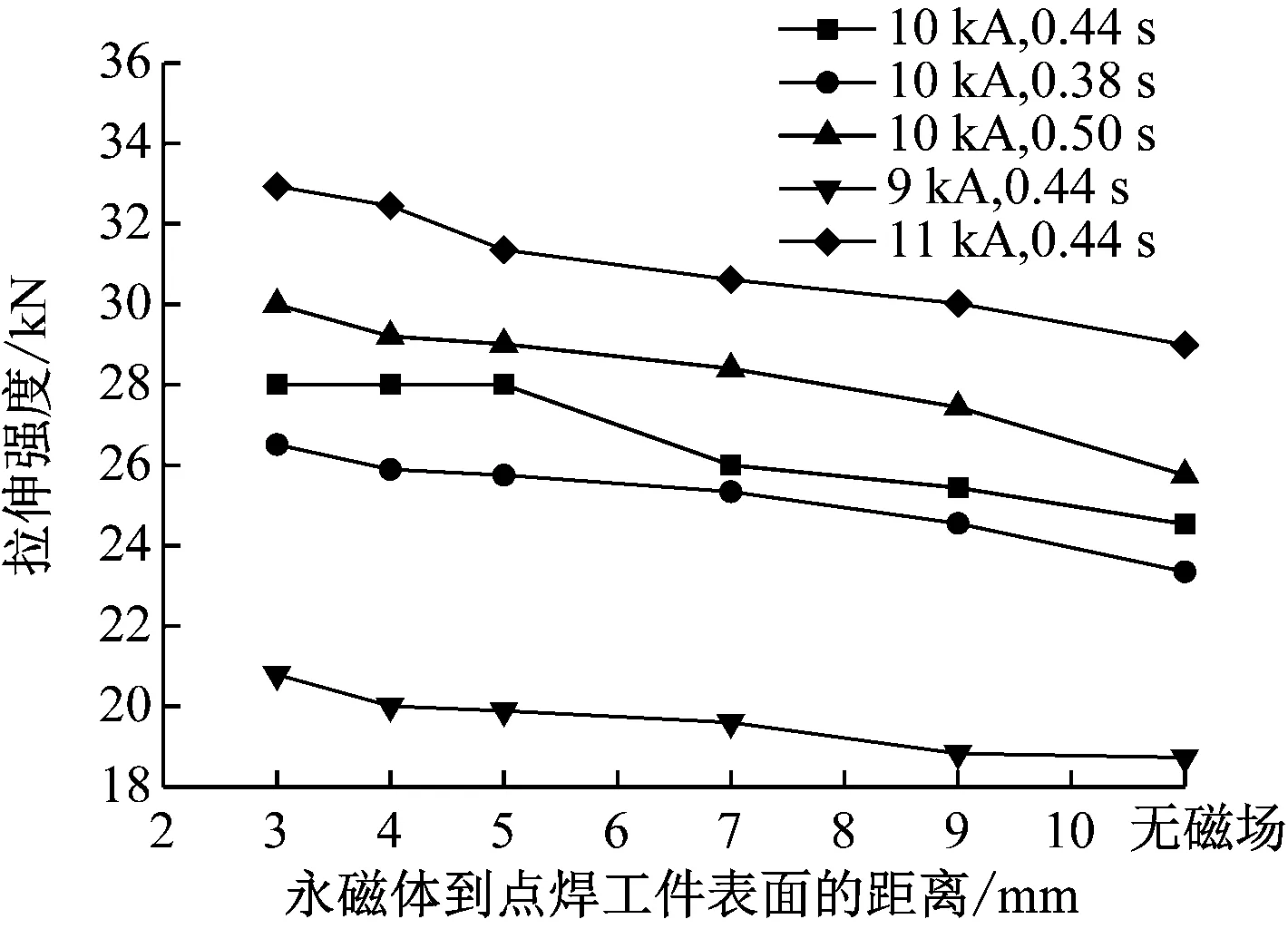
图5 不同焊接参数和外加磁场强度下点焊的拉剪强度Fig.5 Shear strength under different welding parameters and external magnetic field intensities
3 结论
1) 不锈钢磁控电阻点焊过程中外加磁场的方式能够起到提高点焊焊核的拉伸强度、细化熔核组织、提高熔核宽高比、减小点焊凹坑及提高失效位移的效果,且焊接参数增大时效果更加明显。
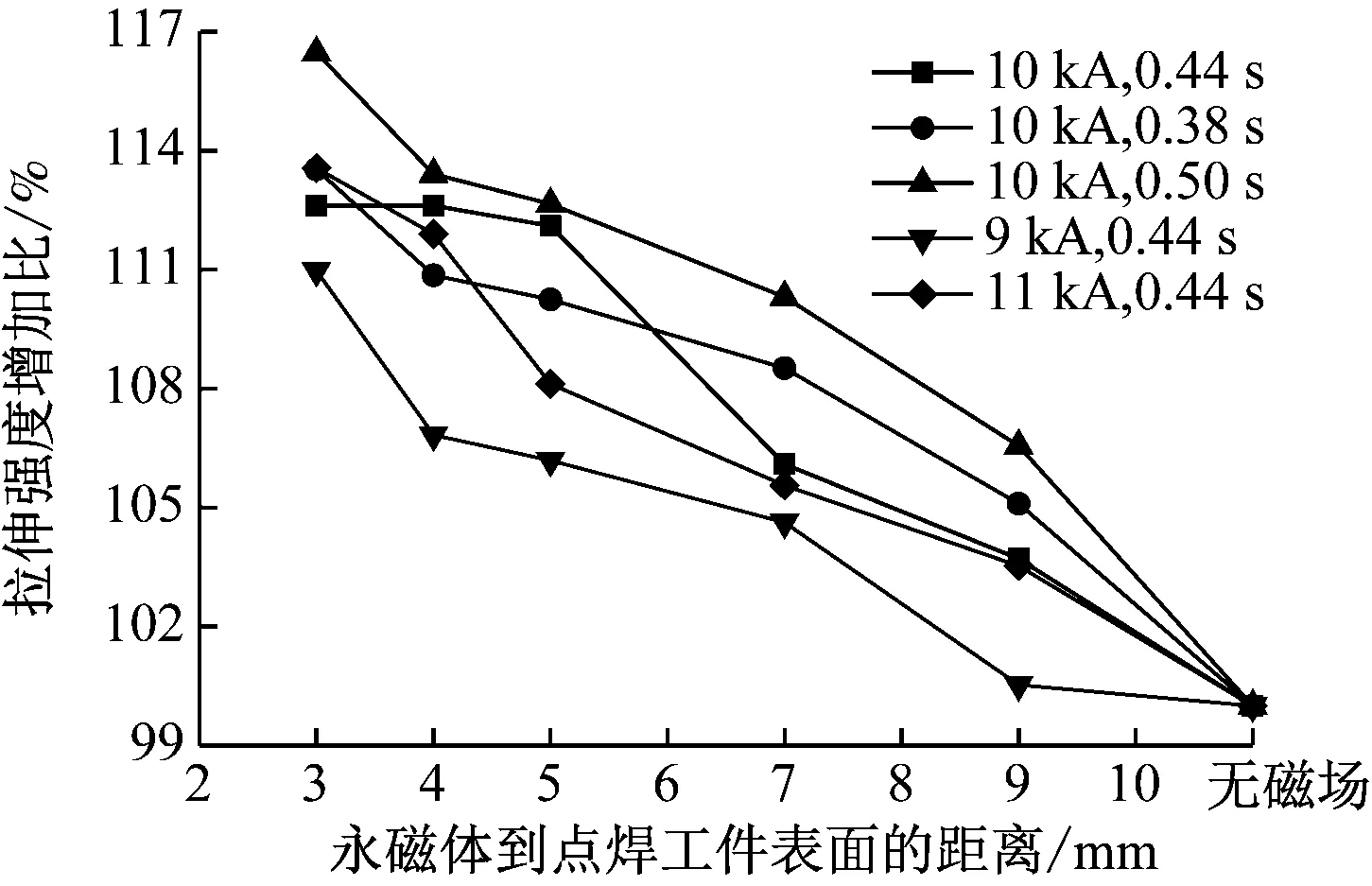
图6 不同焊接参数和外加磁场强度下点焊的拉伸强度增加比Fig.6 Increase ratio of tensile strength under different welding parameters and external magnetic field intensities
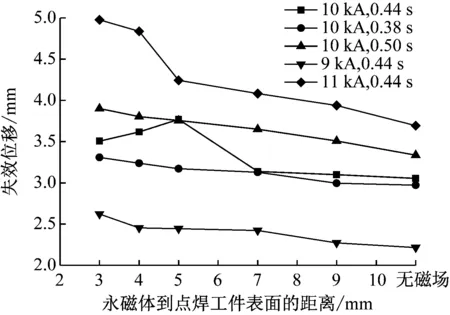
图7 不同焊接参数和外加磁场强度下的拉剪试验失效位移Fig.7 Failure displacement of shear tests under different welding parameters and external magnetic field intensities
2) 不同焊接参数下电阻点焊磁控效果差别较大,影响磁控效果的主要因素为焊接电流和焊接周波。当焊接电流为10 kA、焊接周波为0.50 s时,熔核宽高比和磁控电阻点焊拉剪强度增加最为明显,说明此时磁控效果最明显。通过设置合理的焊接参数,可以有效提高不锈钢磁控电阻点焊的机械性能。
