二氧化硅气凝胶高温稳定性研究
2019-09-20周张健张宏博张笑歌
高 睿,周张健,张宏博,张笑歌
(1.北京科技大学材料科学与工程学院,北京100083;2.中海润达新材料科技有限公司)
《“十三五”节能减排综合工作方案》中要求,到2020年全国万元国内生产总值能耗比2015年下降15%,能源消费总量控制在50亿t标准煤以内。要实现此目标,除大力提高能源使用效率外,通过各种节能技术大幅度降低能耗也是重要途径。因此,采用技术先进、高效保温的材料对热力管道等工业耗能设备进行节能技术改造,降低管线热损失,提高热力管线及高温设备的保温效率,是工业节能保温亟待解决的重要课题。
气凝胶作为新型的无机保温材料具有极低的热导率以及轻质、耐高温等特性,应用前景广阔。由于气凝胶内部平均孔径约为20 nm,远小于空气的平均自由程70 nm,大大降低了对流换热的程度[1-3],因此相比于传统保温材料,气凝胶在隔热方面表现得十分优异[4-8]。在实际工程应用中,很多场合要求保温材料能够在高温下依然保持良好的隔热性能。但是,气凝胶长时间应用于较高温度时,其内部结构可能会被破坏,从而导致热导率显著提升。因此,研究气凝胶在高温下的结构变化,总结变化规律,对于指导气凝胶应用于高温隔热环境有着重要的指导意义[9-10]。 Sarawade 等[11]研究了以硅酸钠为基础制备的气凝胶颗粒在100~500℃热处理后气凝胶小球的性质变化情况:随着热处理温度升高,二氧化硅气凝胶微球的比表面积、累积孔隙体积和孔径均增大。Huang 等[12]研究了气凝胶在 950~1 200 ℃的烧结过程,并提出气凝胶在高温下的烧结过程可以分为3个阶段:表面原生颗粒膨胀、表面孔隙塌陷、内部原生颗粒萎缩和孔隙塌陷。Wei等[13]研究认为,颗粒状和粉状二氧化硅气凝胶的导热系数随温度的升高明显增大,且大孔隙二氧化硅气凝胶在高温下的导热系数增加得更快。但是,目前关于气凝胶热处理后物理性质的变化行为以及热导率变化的微观结构解释还缺乏相关数据测试和机理分析。笔者通过多种测试手段对不同温度热处理后的二氧化硅气凝胶的微观结构进行观察和比较,系统总结和阐述了气凝胶在高温下热导率的变化规律与微观结构的关系。
1 实验部分
1.1 实验原料
气凝胶粉为普通市售亲水型气凝胶粉。气凝胶粒径为0.5~5.0 mm,密度为82.6 kg/m3,颜色为半透明白色,使用温度为-50~650℃,比表面积约为600m2/g,气孔率为95%。
1.2 热处理方法
为探究不同温度条件下气凝胶热导率的变化情况以及产生变化的原因和机理,采取不同的温度对气凝胶进行保温处理。热处理设备为SX2-12-12箱式电阻炉,选取的温度范围为常温~900℃,温度间隔为100℃。升温速率为3℃/h,升温完成后保温10 h,保温结束后自然冷却。然后对不同温度热处理后的试样进行性能测试。
1.3 测试方法
1)采用SDT Q600型热分析仪对气凝胶进行热分析:取0.808 g气凝胶,放置在铝质坩埚中,在氮气气氛下以10℃/min的升温速率从25℃升温至1 000℃,统计样品的质量损失和差热数据。2)热导率测试:将热处理后的试样用TC3000E型便携式导热系数测试仪测量其热导率。3)容重测试:测量热处理后气凝胶的松装体积和质量,容重即为质量与体积的比值。4)物相分析:采用D/MAX-2500型X射线衍射仪(XRD)分别对未经处理以及经过700、900℃热处理的气凝胶进行物相分析。5)微观形貌观察:采用QUANTA FEC250场发射扫描电镜(SEM)观察400、700、900℃热处理后气凝胶的微观形貌。

图1 二氧化硅气凝胶TG-DSC曲线
2 结果与分析
2.1 TG-DSC分析
图1为二氧化硅气凝胶TG-DSC曲线。由图1可知,在100℃之前有一个很高的吸热峰,且伴随3%质量损失,根据气凝胶制备过程可以判断这是气凝胶内部残余低沸点有机物蒸发导致的吸热峰和质量损失[14-18]。在 400℃时有一个吸热峰,同时在 200~400℃的质量损失较为明显,约为10%,可以判断这是一些常温下难以挥发的残留有机物如硅酸乙酯的分解或二氧化硅表面的有机基团如羟基、甲基等的脱去[19]。已有研究表明,当二氧化硅气凝胶热处理温度在500℃左右时,由于羟基、甲基等表面基团的分解或氧化造成明显的质量损失[20]。在600℃之后,材料的质量损失率不再发生变化,说明此过程气凝胶已经不再发生化学反应[11,21-22]。
2.2XRD与SEM分析
选取未处理以及700、900℃热处理的亲水型气凝胶进行XRD分析,结果见图2。图3为400、700、900℃热处理后气凝胶SEM照片。由图2可知,3种样品最强XRD峰对应2θ为23°附近,与二氧化硅晶体XRD峰对应的2θ相同。热处理温度为700℃时,样品XRD峰型仍是包峰,与未处理的亲水气凝胶XRD峰型相比几乎没有变化,团聚二氧化硅颗粒仍是非晶体,对比400℃和700℃热处理后的SEM照片发现,700℃热处理后气凝胶颗粒的直径只是略有增加,微观孔结构少部分被破坏,骨架内孔道的变化和骨架的坍塌现象不明显。热处理温度为900℃时,样品XRD峰型变得尖锐,说明高温处理后二氧化硅气凝胶颗粒有由非晶体逐渐向晶体转变的趋势,通过观察900℃热处理样品SEM照片发现,多孔结构几乎全部坍塌,颗粒长大并聚集在一起。但是结合热分析结果来看,900℃热处理温度尚未达到完全晶化的温度。另外,从样品XRD谱图看出,随着热处理温度升高,气凝胶XRD峰半高宽逐渐减小,峰高逐渐增加,说明气凝胶颗粒尺寸在增加[12]。而从样品SEM照片发现,气凝胶颗粒随着热处理温度升高逐渐聚集,颗粒直径逐渐增大,导致多孔结构被破坏。
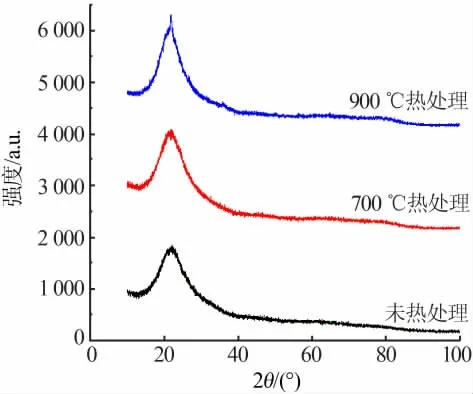
图2 未处理以及700、900℃热处理后气凝胶XRD谱图

图3 400、700、900℃热处理后气凝胶SEM照片
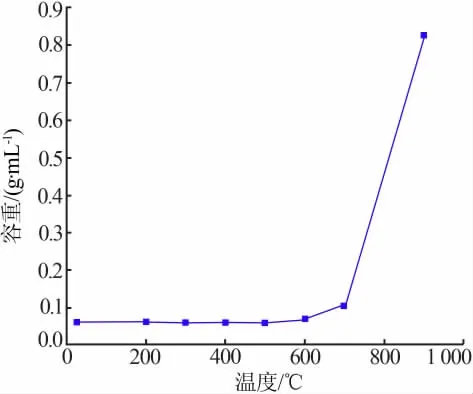
图4 气凝胶容重随热处理温度的变化
2.3 容重分析
图4为气凝胶容重与热处理温度的关系。由图4看出,当热处理温度低于600℃时,样品的容重几乎没有发生变化或者略有增加;当热处理温度高于700℃时,气凝胶的容重显著增大。气凝胶的内部结构和孔隙率与其密度大小密切相关,可以推测热处理温度低于700℃时,仅是骨架内孔道的变化,而骨架的坍塌现象不明显;热处理温度高于700℃后,骨架结构随温度的升高急剧坍塌收缩,体积变小,颗粒增大,内部微孔消失。当热处理温度高于700℃后,样品容重的急剧增加来源于气凝胶的骨架结构被破坏[9],纳米多孔结构消失,这将会导致热导率明显升高。
2.4 热导率变化分析
对不同温度热处理后的气凝胶进行热导率测试,数据记录结果为至少两次测量结果的平均值。图5为气凝胶热导率与热处理温度的关系。由图5看出,气凝胶热导率随着热处理温度的升高先降低后升高,在400℃时达到最小值。根据TG-DSC分析,当热处理温度在400℃及以下时,存在明显的吸热峰和质量损失,对应易挥发有机物等残留杂质的去除,这将有效降低气凝胶热导率。结合图3看出,适当温度的热处理使得气凝胶内部孔道中的杂质和骨架表面的有机物和有机基团清除完全,而此时气凝胶内微孔结构未被破坏,孔径仍小于空气分子的平均自由程,微孔中的空气不能对流,气凝胶表现出低于空气热导率的固体导热,此时热导率最低;随着热处理温度从400℃逐步升高,气凝胶内部的微孔孔径逐步变大,孔中的空气对流逐步加强,因此气凝胶整体的热导率在400℃之后快速增加。

图5 气凝胶热导率随热处理温度的变化
3 结论
通过多种测试手段对不同温度热处理后的二氧化硅气凝胶的微观结构进行观察和比较,系统总结和阐述了亲水型气凝胶在高温下热导率的变化规律与微观结构的关系,得出以下结论:1)当热处理温度低于400℃时,气凝胶热导率随热处理温度的升高而降低,这是因为较低温度的热处理去除了气凝胶内部大部分杂质,并且使气凝胶内部孔隙结构更加均匀;2)当热处理温度为400~700℃时,更高温度的热处理使得气凝胶内部孔径明显增大,气凝胶颗粒增大,使得热导率随热处理温度的升高而增加;3)当热处理温度高于700℃后,气凝胶颗粒开始烧结,骨架结构坍塌,密度显著增大,热导率也急剧上升,此时已不具备气凝胶轻质多孔的典型特征,可以认为已经失效。实验结果对亲水型气凝胶的应用给出了一定的指导:可以对气凝胶在400℃进行一段时间的保温;工作温度应在700℃以下;气凝胶在700℃以上时会失去其绝热能力。