微反应器制备催化材料的研究进展及展望
2019-09-20于海斌王梦迪
于海斌 ,王梦迪 ,吴 巍 ,罗 瑾
(1.河北工业大学化学化工学院,天津300401;2.中海油天津化工研究设计院有限公司)
微反应技术是自然科学与工程技术发展的重要趋势,是化学、化工和机械工程的跨学科研究领域[1],微通道的特征尺寸为 10~1 000 μm。 传统反应器的主导力为重力、惯性力,而微反应器中界面张力取代其占据了主导地位。同传统的间歇与非间歇反应设备相比,微反应器具有强化传质传热[2]、提高收率和选择性、减小反应器体积、过程安全、数量放大取代设备放大等优势[3],可连续制备化学品,实现过程集成优化、并行放大,从而获得更大的化学产量。微反应器目前应用的领域包括纳米颗粒制备[4]、萃取分离技术[5]、石油化工行业[6]、精细化工及医药中间体[7]等。
国际纯粹与应用化学联合会(IUPAC)于1981年提出催化材料的定义:具有产物选择性且存在少量就能调控化学反应速率而本身最后并无损耗的功能材料。工业催化材料按功能可以分为两类[8]:1)决定催化剂选择性和催化活性的功能材料;2)决定催化剂热稳定性、机械稳定性、形状、尺寸等的功能材料。工业催化材料的应用领域有石油化工、电化学、光化学、精细化工等。催化材料的传统制备方式存在反应器体积大、设备及场地投入高、能耗高、安全性差等诸多问题。而微反应器操作简便,易于控制,连续流微反应器更是能将多步反应过程集成为一步反应过程,为制备高性能催化材料开辟了一条新的路径。目前,微反应器在制备催化材料方面的应用主要是多种新型功能微球的可控制备及高性能负载型催化剂的开发[9]。利用微反应技术制备的微粒,其形状、粒径大小及粒径分布具有极高的可控性,借此可以研究微粒的生长机理。由于催化材料存在易氧化失活、易流失、难回收和重复利用等问题,研究人员可以利用微反应技术改变催化剂的物理参数如增大孔容、比表面积等来提高其催化性能,同时也可以利用该技术对催化材料进行改进,如纳米金属等高效稳定的负载。
笔者针对近年来基于微反应器在制备催化材料方面的研究进行综述,包括撞击流微反应器、膜分散微反应器等,并对其工业化应用进行了展望。
1 微反应技术制备催化材料的研究进展
1.1 撞击流微反应器的研究进展
撞击流法是由Elperin于20世纪60年代提出[10],其原理是利用相向流体碰撞产生一个较窄的高度湍流区,增大撞击区的持液量,延长反应物料的平均停留时间,为强化传质传热提供了极好的条件。颗粒经过碰撞、穿透,反复往返渗透,其轴向速度逐渐消失,最终排出撞击区。
1)撞击流微反应器制备纳米催化材料的研究进展。纳米催化材料作为一种催化新材料,具有高比表面积、高表面能、多活性中心、副反应少的特点。纳米粒子的成核和粒子的生长强烈依赖于反应物的局部浓度梯度,所以快速传质混合是高质量成核和形成高收率、高均匀度纳米粒子的主要条件。在微通道内可以通过强化传质过程控制纳米粒子的聚集,自下而上地构建各向异性纳米和微结构[11],得到粒径较小且分布窄的颗粒。
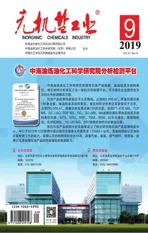
金属纳米粒子因其电子特性以及吸附、力学和热性能优异,在催化材料方面有很大的应用前景。Ghazal Tofighi等[12]采用 3 台旋流微混合器,通过快速还原法制备了Au、Pd合金化纳米粒子,纳米粒子的平均直径约为1 nm,粒径分布较窄,在TiO2上负载了这些粒子,催化剂的活性可以根据合金混合比例的不同来调节。魏开轩等[13]采用集束式对流微反应器(见图 1),以 MnSO4·H2O 和 KMnO4为原料,去离子水为溶剂,制备了形貌与性能良好、颗粒粒径在120 nm左右的超细球形MnO2颗粒,该实验表明集束式能够将单束式对流微通道进行放大构建、强化混合,便于调控操作条件和物料配比,利于工业化放大。
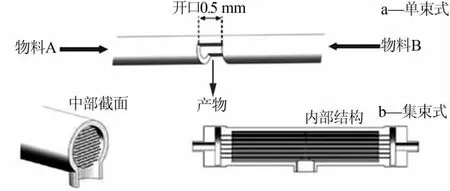
图1 单束式(a)和集束式(b)对流微通道反应器结构[13]
Kumar等[14]利用射流式撞击流微反应器(见图2)通过溶胶-凝胶法连续合成纳米MgO。射流式微反应器是一类通道开放式的反应器,具有稳定的连续流,能够以“无壁环境”避免凝胶堵塞通道,当混合速度高于反应速度时,反应物料快速混合、均匀成核,从而得到高比表面积的纳米颗粒。同时,射流型具有较高的重现性和一致性,对于通过溶胶-凝胶法合成的其他材料具有很强的通用性[15],给工业化应用提供了较好的发展空间。

图2 射流式微反应器实验装置及射流过程示意图[14]
二氧化硅具有比表面积大、稳定性良好、化学纯度高和易于改性等优点,是一种传统的惰性催化剂载体。刘玉敏等[16]以环己烷、正丁醇、表面活性剂(OP-10)、氨水和正硅酸乙酯为原料,采用T型微通道法和一锅法制备二氧化硅。结果表明,T型微通道法可精确调节进样速度,制备的二氧化硅平均粒径为66~300 nm,相比于一锅法所得二氧化硅粒径更小、分布更窄。
2)撞击流微反应器制备多元复合催化材料的研究进展。金属氧化物的引入可以改变酸碱催化剂或氧化还原催化剂的催化活性中心,提高催化剂的抗高温性、耐久性、硬度、稳定性等[17]。利用微反应技术制备多元催化材料是近年来微化工技术的新型发展领域。Zhang等[18]设计一种通道尺寸为1 mm的微撞击流反应器(MISR),用其制备用于甲醇合成用的CuO/ZnO/Al2O3催化剂。与传统搅拌反应器相比,MISR制备的CuO/ZnO/Al2O3催化剂晶粒尺寸小、比表面积大、孔径大、间歇加氢合成甲醇的催化活性更好。与一般T型微通道反应器相比,MISR也较好地克服了连续流合成过程中的堵塞问题。微反应器连续共沉淀法制备的多元催化剂体系的催化性能优于传统间歇反应器常规制备的催化剂,表现出重要的工业性能。
介孔材料具有丰富的孔道结构,在催化、传感和吸附等方面具有很大的优势。Wang等[19]采用同轴微通道一步法制备了Si/Al复合微球。微球粒径为450~600μm,并且可以通过油相流速来调节其大小。因具有高比表面积,这种球体可以作为良好的催化剂载体。Li等[20]利用同轴微通道反应器将钯纳米粒子负载在SiO2上,实现了一步法制备Pd/SiO2复合微球,Pd纳米粒子均匀分散在球体外表面,催化剂负载量可达0.83~4.91 mg/g。此外,利用此方法还成功地合成了Au/SiO2复合微球,证明了该法的通用性。
核壳结构纳米复合材料由内核和外壳组成,在电化学、光化学、催化、涂层等领域具有重要的应用价值。Wang等[21]设计了一种新型高频撞击流反应器(见图3),制备Fe3O4/MnOOH纳米复合材料。该反应器结合了超重力场,24个撞击点使反应溶液高频撞击,实现了反应物快速多尺度混合,避免了Fe3O4粒子团聚,使其在MnOOH中均匀分散。这类结合超重力场的新型高频撞击流反应器为连续低成本生产高性能核壳材料提供了一种设计思路。
图3 结合超重力场微通道结构示意图[21]
撞击流微反应器结构简单,通过撞击区内流体快速接触来强化混合,可以在宽流量范围内实现流体快速混合。对于撞击流微反应器,如何确定不同反应体系下的最佳操作条件,需要通过实验对其规律进行研究,同时根据实验结果优化通道结构和尺寸。接下来研发人员的研究重点是考虑反应过程的限制,结合计算机模拟设计可并行放大的撞击流微反应器,保证生产的稳定性,从而用于工业化生产。
1.2 膜分散微反应器的研究进展
膜反应器于20世纪90年代开始发展应用[22]。膜分散微反器是将待混合气体或液体预先分散,通过压差,分散相通过膜进入连续相进行混合反应。膜分散微反应器使反应物料在一个尺寸相对较小的空间内混合,除了具有混合性能好、传递混合速率快、过程能耗低的特点,其处理量较一般的微通道反应器大得多,可连续操作,易于实现高通量生产。对于快速反应过程,膜分散微反应器可以较好地克服扩散对于反应的影响,达到毫秒级内快速均匀混合,对于快速沉淀合成纳米颗粒十分重要。
γ-Al2O3由于其高的比表面积、良好的热稳定性、适当的酸度和低成本,在石油炼制工业中成为一类重要的催化剂载体。拟薄水铝石是γ-Al2O3前驱体,其性能对氧化铝的性能有着至关重要的影响。清华大学微化工课题组Wang等[23]设计了一种膜分散微反应器(见图4)。他们以CO2与NaAlO2水溶液为原料,制备出大孔容、大孔径的拟薄水铝石(PB),在最佳条件下制备的PB的比表面积达到548.5 m2/g、孔体积达到2.22 mL/g、平均孔径达到16.2 nm。该小组Wan等[24]通过共沉淀法,利用膜分散微反应器,以 NaAlO2和 Al2(SO4)3反应物得到了孔容为 0.95~1.52mL/g、比表面积为403.8 m2/g的γ-Al2O3纳米颗粒。他们为微反应技术制备大孔容γ-Al2O3的工业化发展提供了可借鉴的实验方法。
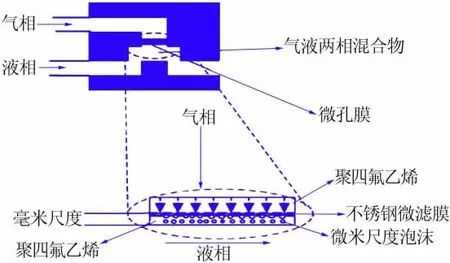
图4 膜分散微反应器结构[23]
Yao等[25]利用膜分散微反应器,以硝酸盐和氨水为原料,制备了粒径尺寸为7~12 nm的CeO2纳米颗粒,与传统反应釜产物相比,其催化性能优异。Wang 等[26]利用膜分散微反应器改善了 In(OH)3颗粒的混合性能,得到了结晶度较高的In(OH)3颗粒和粒径可控的In2O3颗粒。Zhang等[27]研究了在膜分散微反应器中连续生产SiO2纳米粒子的影响因素,证明了产物的产率和比表面积与停留时间和流速等有关。通过优化反应时间和流速等提高二氧化硅产品的质量,连续生产下产物比表面积高于400m2/g。该技术适用于高浓度反应物,稳定可控,利于工业化应用。
纳米氧化锌因无毒和具有高活性,在光催化剂领域具有广阔的应用前景。但是纳米氧化锌粒子分散性差、制备工艺较复杂,因此研发简单高效、易于工业化生产的制备工艺是纳米氧化锌材料的研究重点。 Huang 等[28]以 ZnSO4和 NH4HCO3水溶液为原料,采用膜分散法成功制备了高分散、粒径为7 nm的纳米氧化锌,实现纳米氧化锌的可控制备。
与传统的沉淀法相比,膜分散微反应器具有膜反应器和微反应器两者的优点,组装简单的同时能够极大地强化传质传热过程。此外,与传统的膜操作单元相比,其选择性和透过性由于膜的小型化也会得到强化。研究表明,膜分散微反应器可用于非球形聚合物纳米粒子的合成,例如将椭球状和哑铃状结构的纳米颗粒转变为棒状和链状结构的纳米颗粒[29]。未来的研究重点可以集中在多元复合材料的制备和相应的潜在应用上。
1.3 微孔管式微反应器的研究进展
微混合器(见图 5)通道[30]的设计可分为两部分:第一部分是T形或Y形接头,作为流体的接触单元;第二部分是微混合单元,用于进一步增强混合、提供化学反应或其他转化所需的停留时间[31]。通道内混合长度一般取决于扩散系数、流道入口速度、入口的宽度和高度、流体的黏度和微混合器的几何布局。研究人员可以根据不同物料的反应特性,调节微混合通道孔径大小和长度、方向等参数来改变物料在通道内的流型等参数,从而制备性能各异的颗粒。
螺旋通道能够提供良好的混合、反应和传热环境[32]。Hao 等[33]通过改变孔径参数,成功调节了介孔二氧化硅颗粒的形状、尺寸等性能。Yu等[34]以二氧化硅和氧化铝为原料,采用两个微混合器同时进行分段混合,实现了一步连续合成沸石。该方法节省了分子筛间歇合成的成本和时间,为沸石的制备提供了一种快速、通用、可控的生产方法。
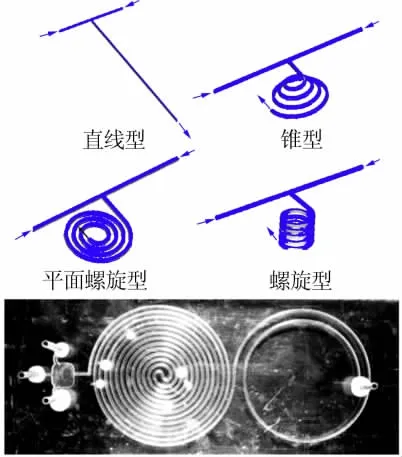
图5 微混合器线圈结构及实物图[30,32]
利用微孔管式微反应器强化混合时,为改善混合效果增加相的接触面积,通常采用减小微通道尺寸以缩短分子扩散距离。这类结构所造成的结果就是需要较高的操作压力,处理能力难以提高,操作弹性不大,并且通道极易出现堵塞。所以在设计反应器时应该考虑以上问题。
2 总结及展望
微反应器制备催化材料具有以下优势:1)微通道提供均匀的反应环境,实现均匀爆炸性成核,在微纳米颗粒的合成上有巨大的优势;2)利用撞击流微反应器强化混合特性制备孔容较大且孔径分布较好的颗粒[35];3)反应物使用量少,传热快,能够优化处理危险反应中不稳定的反应中间体;4)微反应器体积较小的特点克服了常规化工厂和大规模生产的缺点和场地限制;5)精确控制停留时间分布,连续流操作实现能源和化学品的可持续生产;6)通过控制反应参数实现高效、快速、高通量地筛选高附加值化学品和材料,绿色低耗,提供了一种环境友好型的科研手段;7)易于外力场扩展,如附加电场、声场、超重力场等改进反应器;8)自控化程度高,节省人员成本。微反应技术使设备小型化、智能化和连续性[36],能够完成许多之前无法完成的挑战,其并行放大的生产效能更是将小试直接放大生产,迅速响应市场,改变了传统的制造方式,为制备新型高性能催化材料提供了一种新的途径。
开发微反应连续工艺需要科学的原理、细致的前期研究和新的生产操作方法来优化设计新的设备。虽然近年来国内外的研究人员已经对微通道内反应进行深入的理论研究并取得了一定的成果,但是由于通道空间尺度限制、物料性质差异、数据涉密等特殊性,仍未有全面通用的指导标准。微反应器的设计受反应物的性质及反应条件影响较大,在工业生产上具有一定的局限性。同时,研发成本和设备投入较高也阻碍了其在工业上的大规模应用。
近年来,中国微化工技术在工业化生产方面已有突破性进展。中科院大连化物所陈光文研究员团队利用微反应器强化混合的特点,于2009年研发出8万t/a规模的磷酸二氢铵微化工系统;2013年实现了5 000 t/a规模的Mg(OH)2阻燃剂的工业生产,产品具有粒径尺寸可控且分布窄、质量稳定等优点。清华大学骆广生科研团队通过微反应技术实现了纳米颗粒的批量制备和应用,完成了5万t/a纳米碳酸钙、500 t/a纳米氧化锌、1 000 t/a纳米二氧化硅的微反应工业实验,与传统过程相比颗粒粒径小、分部窄,而且重现性高,运行稳定,实现了微纳材料的可控制备。以上实例均证明了微化工技术在工业生产上具有可行性与优越性。根据全球微反应技术专利申请情况来看,知识产权主要由美国、欧洲、日本和中国等国家或地区所持有,虽然大部分公司都关注微反应技术,但各自的研究方向并不相同。例如,德国公司主要集中在改进制造工艺和材料方面进行深入研究,日本则更多地集中在设备以及操作概念上。微反应器专利申请在一定程度上反映出全球化学品生产在地区和实力方面的分布情况。在国外,德国拜耳和巴斯夫、瑞士龙沙、美国康宁等公司成立了微化工技术的部门,研发并推广其微型化工设备产品。欧洲于2009年建立F3工厂项目,包括阿斯利康、赢创等25家企业及研究机构,旨在开发可持续的模块化连续流化工生产装置,用于研发生产新型聚合物及高性能材料等。尽管如此,鉴于对生产技术资料的保密,西方发达国家鲜有微化工设备工业化应用的报道。
连续使用强化设备取代间歇过程的反应工程方法同一般的反应工程方法一样,都需要对其可行性进行前期分析:选择合适的强化点,考虑其限制因素,从商业角度考虑技术的解决方案。将微反应器技术应用在催化材料的工业生产上,需要考虑经济性和操作性等因素。因此,微反应器设计应遵循以下一些原则:1)处理能力高效的同时保证生产运行稳定;2)优化换热网络,通过温控缩短反应周期,减少能耗;3)本质安全,使用寿命长,不易发生堵塞、腐蚀等问题,维护方便;4)设备结构简单,易于大规模加工;5)可模块化升级,节点取样,实现智能化监测与生产。与传统实验法相比,计算机建模与仿真能够辅助化学产品设计,进行初步筛选,成本更低,速度更快。在设计反应器时,应根据工艺的实际要求,对反应设备进行通量匹配的改造和搭建,利用微反应器实现整个生产过程的连续化。结合计算机模拟,以简化及强化工艺为基础,通过将微反应器单通道扩展至多通道、并行放大或通道尺寸选择性放大,将微化工单元无缝衔接至整个系统,使我们能够将单个步骤的设计融合整个过程的构建,并将单个过程置于生产的整体环境中[37]。
微化工技术的工业化应用将会对化工行业产生重大的影响,而微反应器规模化放大更是其工业化应用的关键因素。未来,高校和企业应加快推进“产学研”相结合的研发与生产模式,结合分子理论、模拟和实验手段,从宏观和微观尺度上进行多尺度多学科组合建模与仿真来开发微反应器。同时,以市场情况和政府法令为执行依据,在整个行业形成有效的评估机制,降低运营风险。考虑到行业和客户需求,在开发新型高性能催化材料的工业化应用方面,研发人员需致力于改进现有的工艺条件,设计成本较低、稳定高效的高通量连续流微反应器。