聚酰胺1212在印刷电路板刀具磨削用金刚石砂轮中的应用*
2019-09-19张高亮史林峰赵延军钱灌文王礼华左冬华朱建辉
张高亮, 史林峰, 赵延军, 2, 钱灌文, 王礼华, 左冬华, 朱建辉, 2
(1. 郑州磨料磨具磨削研究所有限公司, 郑州 450001) (2. 超硬材料磨具国家重点实验室, 郑州 450001)
随着电子信息工业向精密、高效发展,对电子信息行业用印刷线路板[1](Printed circuit board,PCB)加工用刀具(简称PCB刀具)的精密程度和品质提出了更高的要求[2]。PCB刀具尺寸小(刀具直径通常为0.4~1.6 mm,如图1所示),磨削加工尺寸精度要求更高(0.01 mm),生产批量大(单批次产量可达20万支以上),良品率的要求高(99.5%以上)。国内外对PCB刀具的生产及影响PCB刀具产品质量的因素进行了研究分析[3],其中PCB刀具磨削用砂轮的磨损快慢、砂轮的磨削品质等成为制约刀具精度和良品率的重要环节之一[4]。
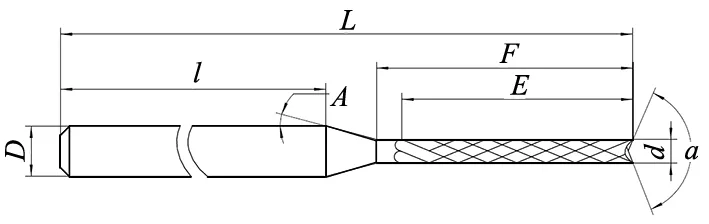
图1 印刷线路板加工用铣刀示意图
用于加工PCB刀具的传统砂轮,大多使用酚醛、聚酰亚胺等热固性树脂作为主要结合剂材料。在加工PCB刀具时砂轮磨损变形,需要频繁修整,导致加工出的PCB刀具精度偏差大,或者因砂轮崩口而导致加工出的PCB刀具的刃口产生锯齿而成为废品。因此需要改善砂轮的耐磨性和磨削质量,以满足电子行业用PCB刀具的高效精密加工要求[5]。
为制备耐用度高、寿命长、加工精度高的树脂结合剂金刚石砂轮,需要在现有的树脂结合剂体系中添加具有良好耐热性、耐磨性和抗冲击性的高分子材料,提高树脂砂轮自身耐磨性、尖角保持能力,从而达到提升砂轮的阻尼弹性、减小磨削过程中的砂轮震动、改善PCB刀具表面质量的目的。
目前国内关于聚酰胺增韧的研究较多[6-10],但将其用于金刚石砂轮结合剂的报道很少。聚酰胺(Polyamide,PA)是一种热塑性高分子,具有良好的韧性、耐磨性和抗震性能[11-12]。赵延军等[13]发现在砂轮体系中加入PA1012,一定程度上降低了砂轮自身刚性,可以改善砂轮磨削性能及刀具的表面质量,并可降低设备工作时的主轴功率。
相比于PA1012,PA1212的亚甲基链更长[14],具有更高的韧性和抗震减震性能[15]。因此从树脂金刚石砂轮制造工艺出发,选取PA1212对聚酰亚胺树脂结合剂进行改性,进而制备聚酰胺/聚酰亚胺复合树脂结合剂砂轮。通过磨削试验及相关测试检测,对比加入PA1212对砂轮的耐用度、寿命,以及加工PCB刀具的良品率、表面质量的影响。
1 试验条件与过程
1.1 样品试制
以聚酰亚胺树脂、碳化硅微粉、氧化铬等原料为结合剂,金刚石为磨料,经过充分混合均匀后热压成型制备得到砂轮A。同时按照表1所示的配方,分别加入不同体积分数的PA1212粉末制成试验砂轮B~E。砂轮规格为: 4A9 150×10×31.75×10×2.5 D1000 B100,砂轮成品如图2所示。
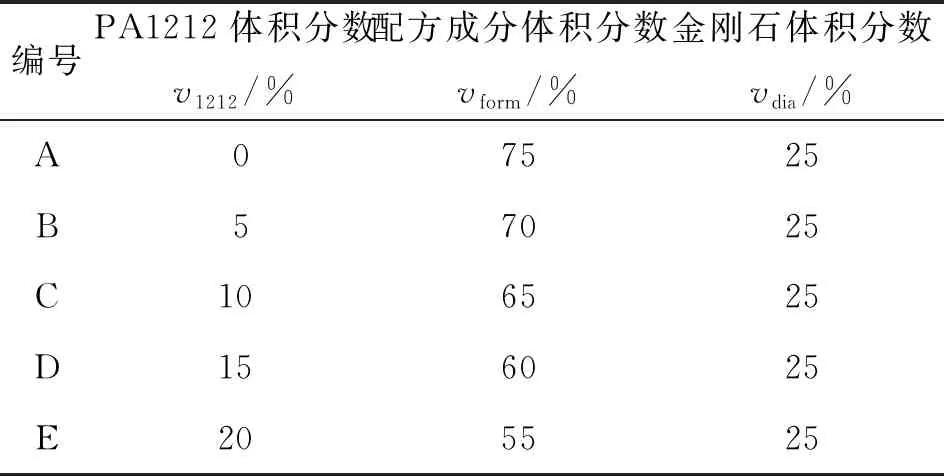
表1 树脂砂轮配方Table 1 Formula of resin bond grinding wheel
注:A为对比样砂轮。
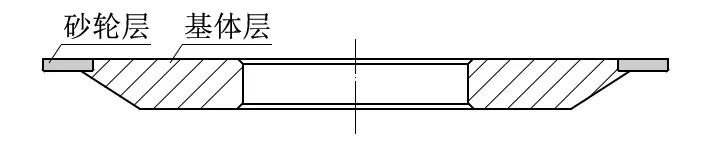
图2 砂轮成品示意图
1.2 磨削试验
磨削工件为硬质合金PCB刀具,磨削部位为PCB刀具沟槽。砂轮修整示意图和部分工件磨削部位分别如图3、图4所示。试验参数如表2所示,检测仪器为VHX-2000超景深三维显微镜。
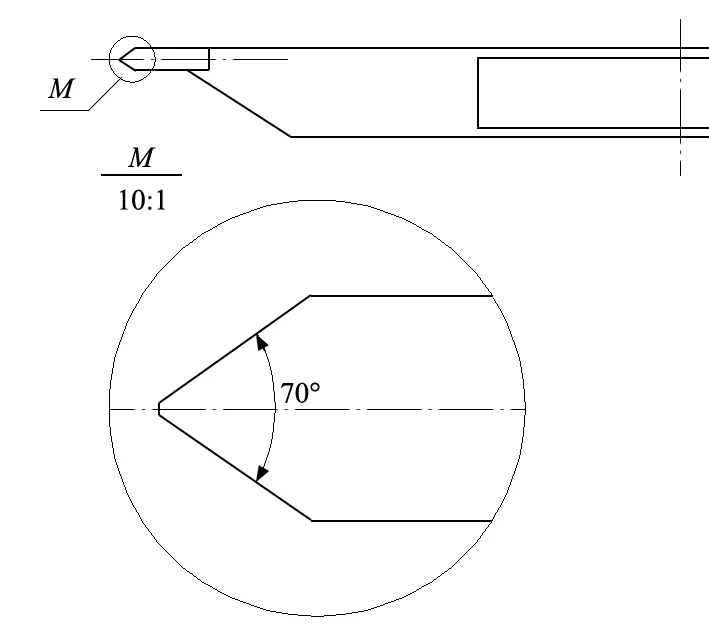
图3 砂轮修整型貌图
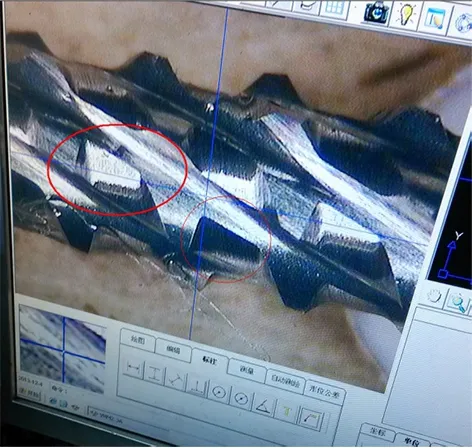
图4 磨削工件形貌图
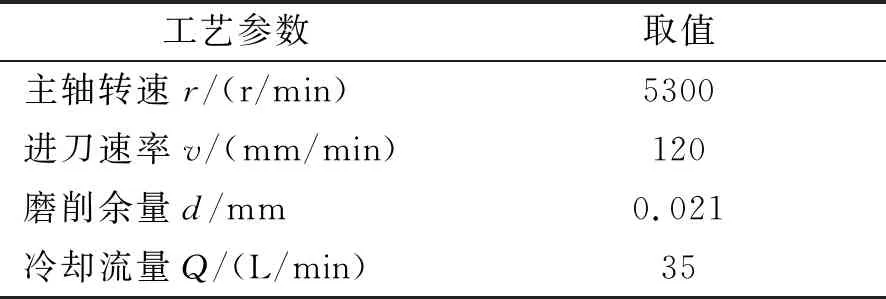
工艺参数取值主轴转速r/(r/min)5300进刀速率v/(mm/min)120磨削余量d/mm0.021冷却流量Q/(L/min)35
注:五款试验砂轮采用同种磨削工艺
2 结果与讨论
2.1 添加PA1212前后的微观结构对比
添加PA1212前后砂轮结构的扫描电镜(SEM)对比如图5~图8所示。
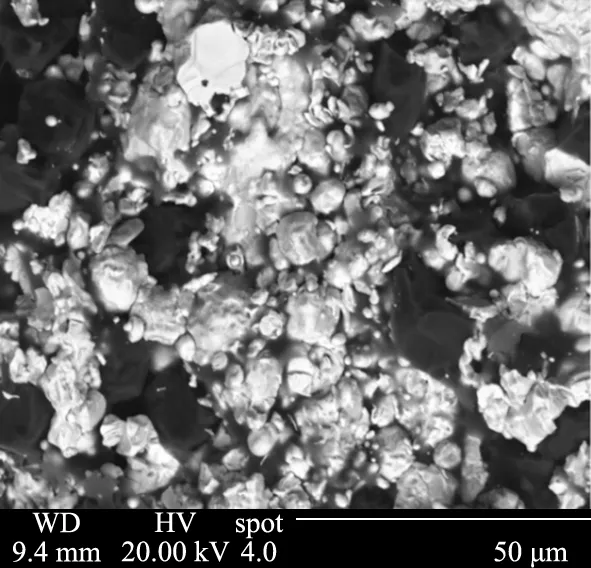
图5 未添加PA1212的砂轮A的SEM图
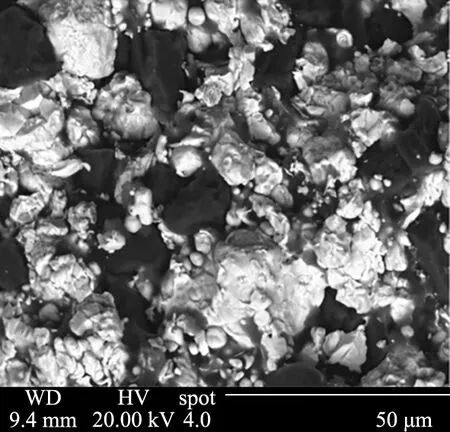
图6 含5%PA1212砂轮B的SEM图
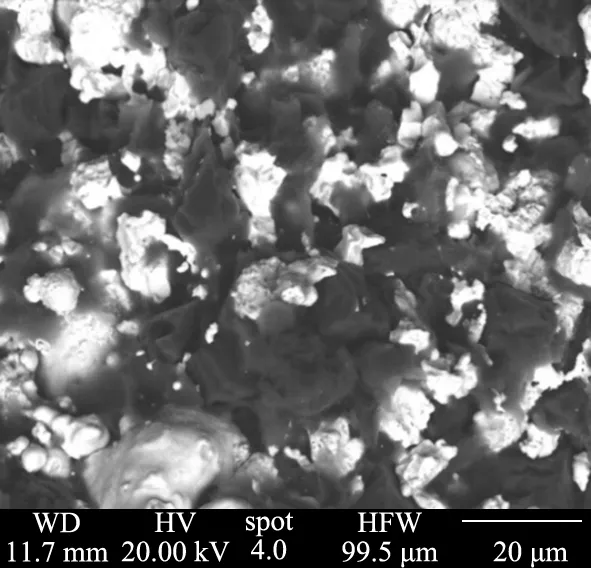
图7 含10%PA1212砂轮C的SEM图
如图5所示,未添加PA1212的树脂结合剂金刚石砂轮A的微观形貌中,在背散射条件下磨料及辅助填料的形貌对比度极为明显,能够看出树脂结合剂对磨料和填料等颗粒料的包裹和浸润不足。通过图5至图8的对比可知:PA1212的加入使树脂结合剂金刚石砂轮层中的磨料、填料及结合剂间形成了流动状层间物,且随着PA1212添加比例提高,流动状层间部分增多。而层间流动状物质是PA1212在一定温度下熔融流动而形成的,其不但加强了对磨料、填料的浸润和包覆,也在相关刚性磨料及填料间形成了缓冲层。含20%PA1212砂轮D的SEM图片与图8类似。
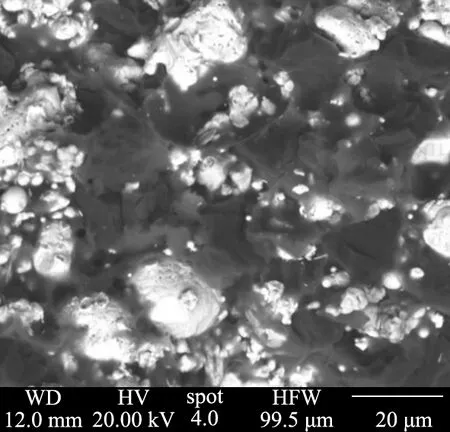
图8 含15%PA1212砂轮D的SEM图
2.2 不同PA1212比例对砂轮性能的影响
随着砂轮对PCB刀具磨削加工过程的延续,高精密PCB刀具的沟槽槽形会随着砂轮磨损及钝化而发生改变。当砂轮磨损到一定程度,加工出的刀具尺寸或槽型精度超出公差要求,产生PCB刀具的不良品(如图9所示)。此时需要对金刚石砂轮进行修整,以满足PCB刀具的加工要求。从修整完毕开始磨削加工到下一次修整期间,磨削加工的PCB刀具的数量称作砂轮耐用度;而从砂轮开始使用到砂轮工作层消耗完毕、砂轮无法再参与磨削时加工的总工件数被称作砂轮寿命。砂轮耐用度和寿命是评价砂轮性能稳定性及性价比的关键参数。
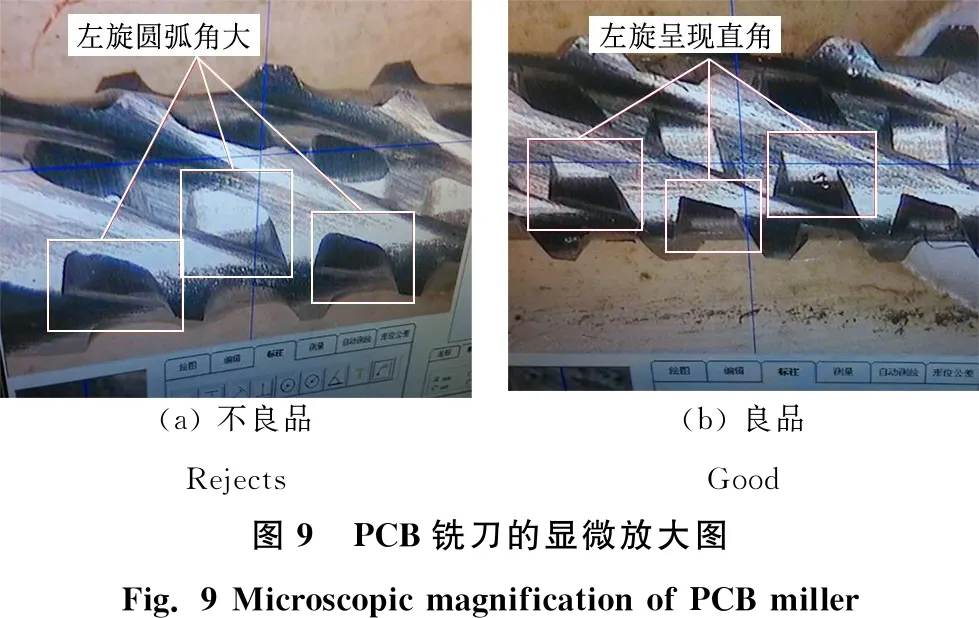
(a) 不良品 Rejects(b) 良品 Good图9 PCB铣刀的显微放大图Fig. 9 Microscopic magnification of PCB miller
用不同的砂轮磨削PCB精密刀具的结果如表3所示。
从表3中可以看出:砂轮中添加PA1212能够有效提高磨削PCB刀具用树脂金刚石砂轮的耐用度和寿命,并提高PCB刀具良品率并改善其表面的磨削纹路。

表3 各树脂结合剂砂轮磨削结果Table 3 Grinding results of each grinding wheel
PA1212对PCB刀具加工用砂轮的耐用度和磨削寿命的提升随着PA1212含量的增多而逐步增加,但在PA1212体积分数为10%时出现拐点。
原因在于加入的PA1212与树脂结合剂中的聚酰亚胺形成性能互补,能够改善砂轮组织结构的抗冲击性能,有效规避因砂轮与刀具磨削时的刚性碰撞造成的砂轮非磨削损耗,降低了因此带来的修整频次,因而能够明显改善砂轮的耐用度及寿命。但当PA1212的体积分数在15%及以上时,树脂结合剂自身的刚性降低,导致结合剂对金刚石磨料的机械嵌合作用降低,进而导致砂轮的耐用度和磨削寿命降低。另一方面,由于PCB刀具直径较小(0.4~1.6 mm)而硬质合金脆性大、韧性小,磨削加工时适量加入PA1212能优化树脂结合剂的整体抗冲击性能,增加砂轮与刀具的柔性磨削接触区域,减少了因冲击造成的刀具崩口及尺寸改变,因而PCB刀具的良品率得到了明显提升。当PA1212的体积分数在10%以下时,随着加入比例的提升,其对崩口尺寸及磨削纹路的有益效果也越发明显;当添加比例在15%及以上时,尽管砂轮对刀具的崩口尺寸和表面纹路控制效果依然良好,但砂轮自身的刚性降低过多,尺寸控制和表面纹路带来的有益效果难以弥补砂轮型面精度失真带来的不良效应,因此耐用度及磨削寿命会出现降低的趋势。
将磨削后的PCB刀具在超景深视频显微镜下观察,得到图10所示的三维显微图。从图10中可以看出:用加入PA1212增韧的树脂结合剂砂轮加工出的PCB刀具纹路更均匀。在聚酰亚胺树脂结合剂砂轮中加入具有较高韧性的PA1212树脂,砂轮微观组织中形成了韧性-刚性的交替分布,在磨削加工硬脆硬质合金刀具时,具有较高韧性的PA1212树脂能够降低刚性接触的冲击力,使得参与磨削的金刚石刃部均匀切削刀具材料,因而磨削纹路较为均匀。
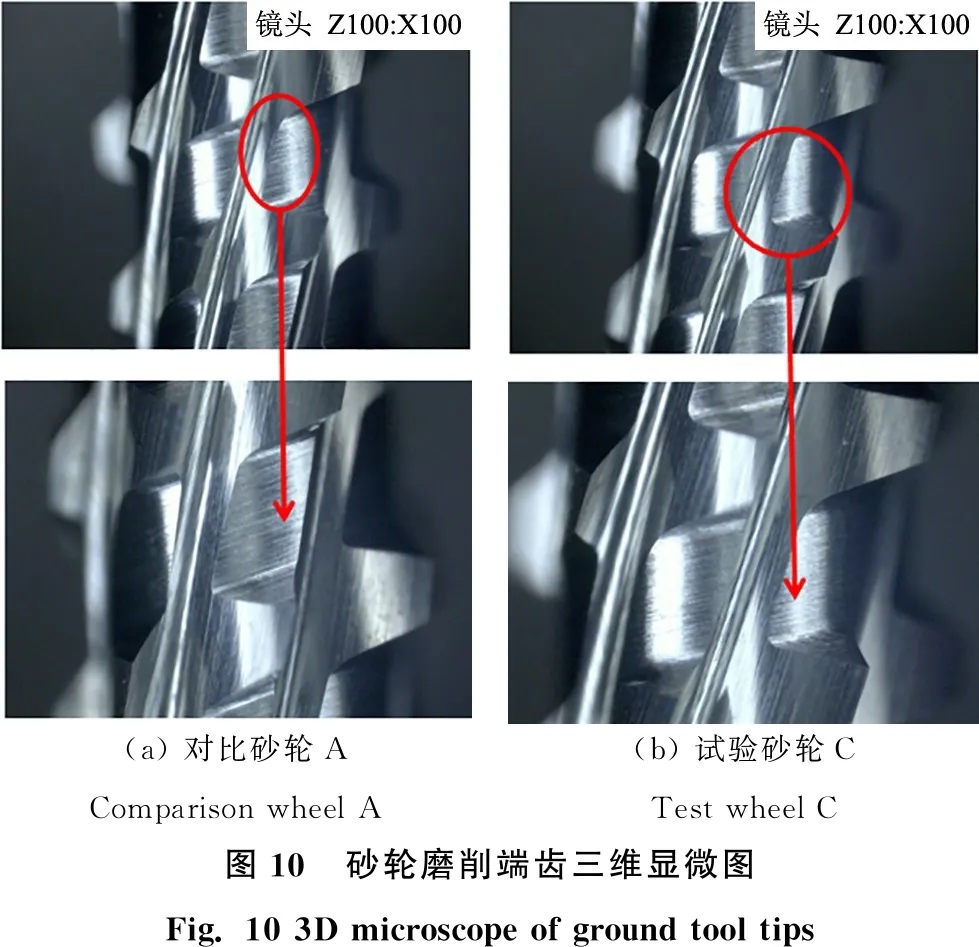
(a) 对比砂轮AComparison wheel A(b) 试验砂轮CTest wheel C图10 砂轮磨削端齿三维显微图Fig. 10 3D microscope of ground tool tips
2.3 PA1212增韧对PCB刀具刃口质量的影响
将不同砂轮磨削后的PCB刀具刃口在VHX-2000超景深三维显微镜下观察,并在同倍率下标注磨削刃上的崩口,其结果如图11所示。由图11可知:树脂金刚石砂轮磨削PCB刀具的崩口情况在结合剂体系中加入PA1212后得到改善,经过PA1212改性的金刚石砂轮在磨削刀具时已经能够避免因为砂轮刚性振动而导致的崩口问题,崩口尺寸及数量随着PA1212的含量增加而降低。
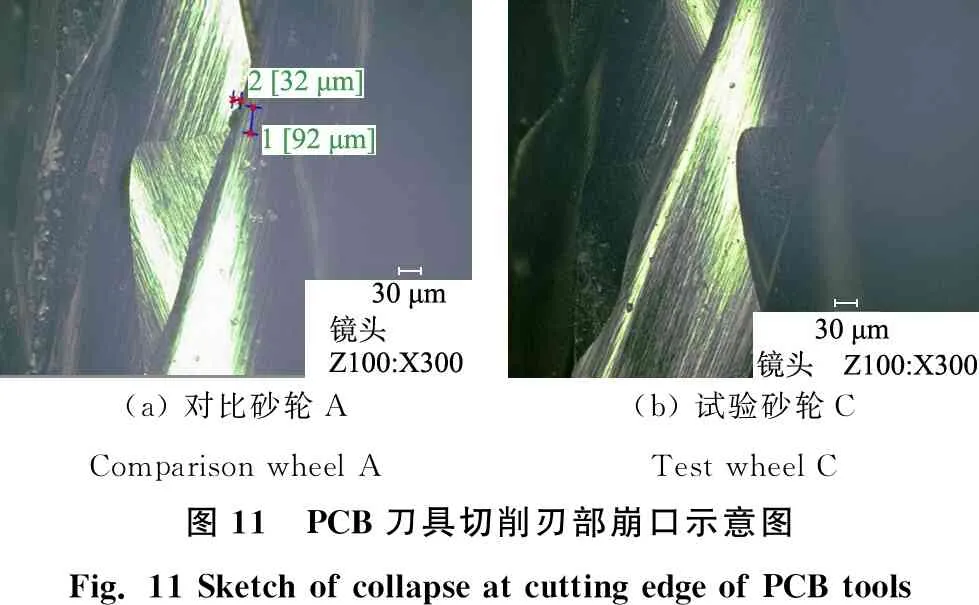
(a) 对比砂轮AComparison wheel A(b) 试验砂轮CTest wheel C图11 PCB刀具切削刃部崩口示意图Fig. 11 Sketch of collapse at cutting edge of PCB tools
因PA1212具有良好的耐热性且和聚酰亚胺树脂具有优异的相容性,结合砂轮的扫描电镜结果(图5~图8)可知:韧性填料PA1212能够与树脂结合剂形成完整、无相间界面的均匀体系,在增加树脂结合剂金刚石砂轮自身韧性的同时,避免了传统异相填料易产生的砂轮组织非均匀性抱团脱落问题,提高了砂轮的磨削均匀性,减少了非均匀磨削造成的崩刃概率。由于常规PCB刀具自身刃径小,且刃部长径比大,磨削时呈现悬臂梁支撑,金刚石砂轮韧性的提高大幅降低了磨削PCB刀具时对其刃部的冲击力,有效规避了磨削PCB刀具崩刃出现的概率。
3 结论
(1)在树脂结合剂金刚石砂轮中添加PA1212能够有效提高砂轮的耐磨性和寿命,同时改善砂轮对PCB刀具的磨削质量、提高PCB刀具的成品率。PA1212在砂轮中的体积分数为10%时,砂轮的耐用度提升59.5%,寿命提升71.2%。
(2)添加体积分数15%及以上的PA1212树脂粉虽然仍能保证金刚石砂轮在磨削过程中PCB刀具具有良好的磨削纹路,但是树脂结合剂自身强度降低,导致结合剂对金刚石磨料的机械嵌合作用减弱,进而影响砂轮的耐用度和磨削寿命。
(3)在PCB刀具磨削用金刚石砂轮中添加PA1212树脂粉,有效降低了PCB刀具的崩口概率和崩口尺寸。