自动玻璃推送装置结构与控制流程设计
2019-09-18刘有余
蔡 力,刘有余
自动玻璃推送装置结构与控制流程设计
*蔡 力,刘有余
(安徽工程大学机械与汽车工程学院,安徽,芜湖 241000)
针对人工放置玻璃原料效率低下的问题,提出一种玻璃原料自动推进装置。利用丝杠副作为传动装置,设计加工架板作为支撑部件,利用直线导轨支撑与引导原料,通过伺服电机提供动力。并且对关键零部件进行了有限元分析以验证结构强度。最后探讨了基于伺服电机的总体控制方案及流程设计,研究了系统控制总体流程。结果表明:该自动推进装置结构合理,精确度高,成本较低,效率高且有效地提高了经济效益。
自动推进,伺服电机,有限元分析,控制流程
0 引言
随着现代化进程的逐步加快,机电一体化技术在工程机械中得到广泛运用与推广,给工程机械注入了新的活力和科技含量[1-2]。玻璃的自动推送是玻璃生产线自动上料过程中较重要的部分。目前市面上的一些推送装置有的为利用凸轮机构进行推送,有的则为离心力推送,存在着精确度不高等问题,或者不适用于玻璃的推送[3-4]。基于伺服电机伺服控制系统的玻璃推送装置可以利用伺服电机的精度高的优点,且能够适用于不同场合不同物料的推送,调整起来简单方便。
1 总体结构设计
推进系统可根据设备要求机驱动形式来选择方案。滚珠丝杠副广泛应用于机械产品的进给系统,低耗能、高精度、高承载,接触静刚度满足功能要求[5],故选择滚珠丝杠机构。本推进机的传动系统选择“丝杠副+伺服电机”的方案,并用直线导轨来支撑与引导负载。
根据玻璃原料框的结构,设计的玻璃推送装置整体结构如图1所示,主要包括:底座;移动架板,用于放置玻璃原料框带动原料移动;直线导轨,用来支撑和引导玻璃原料框,按给定的方向座直线运动;丝杠副,将回转运动转化为直线运动,同时带动架板移动;伺服电机,通过减速机和联轴器与丝杠相连,为丝杠旋转提供动力。
当装置运行时,移动架移至初始位置,放上玻璃原料框,当机械手将第一块玻璃取走后,电机带动玻璃框向前移动一块玻璃的厚度,使下一块玻璃到达初始位置,以便机械手取走玻璃,以此循环,直至最后一块玻璃取走,卸下原料框,移动架移回原位。

1. 移动架板;2. 直线导轨;3. 伺服电机;4. 丝杠副;5. 底座
2 参数计算
2.1 滚珠丝杆副选型计算
根据设计要求,丝杠副为横向安装,选用一端固定、一端铰支的安装方式,这种安装方式,丝杠的静态稳定性和动态稳定性都较高,适用于中速回转,轴向刚度大,适用于位移精度要求较高的丝杠安装。
根据现场情况,最大总负载约为20700 N,驱动伺服电机选用转速为2000 r/min,电机与滚珠丝杠通过联轴器直接连接,传动比为1,最大进给速度为=120 mm/s,依据《机械设计及手册机械传动》进行计算,则丝杆导程为:
直线导轨的静摩擦系数与动摩擦系数差别不大,约为=0.002~0.004[6],满载与空载时丝杠的传动力为:


式中,为导轨滑块阻力。丝杠的当量转速计算为:

式中:滚珠丝杠在各种转速1,2,…下,各种转速占工作时间的百分比1%,2%,…,所受的载荷分别为1,2,…。
当量载荷计算为:
计算的当量载荷约为93.1 N。
预期额定动载荷为:
滚珠丝杠的底径估算为:
式中,为支撑方式系数,一端固定另一端自由或游动时为0.078,两端固定或铰支时为0.039;为滚珠丝杠两轴承支点间距离,常取1.1×行程+(10~14)P。
选定丝杠螺母型号为内循环浮动式的法兰型单螺母,工作寿命长,适用于各种高灵敏高精度高刚度的进给定位系统,为最典型的内预紧结构,使用广泛。按照上述估算的值P、C、2m的值,初步选择南京工艺装备公司FFZD型滚珠丝杠,具体参数如表1所示。

表1 滚珠丝杠副参数表
2.2 电机选型计算
初选电机型号为永坤伺服电机80ST-M03520,额定功率为730 W,额定力矩为3.5 N·m,转子惯量为J=2.63×10-4kg·m2。
外加载荷产生的摩擦力矩为:
式中:为未预紧的滚珠丝杠副效率,1、2、3级精度= 0.9,4级精度下的丝杠= 0.85;为作用在滚珠丝杠副上的外加轴向载荷,不同情况下取值不同即空载启动时为导轨摩擦力,满载时为导轨摩擦力和工作载荷。
丝杠部分的转动惯量为:
外部载荷的负载转动惯量为:

故传动系统的总转动惯量为:

故当电机从静止升速至最高转速时,加速转矩计算公式为:
式中,t为加速时间。
外部载荷产生的摩擦扭矩为式(13)所示:
电机总扭矩计算如式(14)所示:

所选的伺服电机符合要求。
3 有限元分析
有限元分析选用SolidWorks软件中的simulation。SolidWorks软件是一款用于三维机械设计、仿真、模具创建和设计交流的部件,其功能全面、使用灵活[7]。
架板是整套装置中支撑原料框的部件,是所有部件中较为容易发生形变的,故对其进行有限元分析,要求其工作时承受负载不会发生形变。玻璃原料的尺寸为1.4 m×1.1 m×0.0012 m,一筐玻璃为370片,玻璃的密度大约为2.5 t/m3,故负载质量大约为1760 kg。其分析结果如图2所示。施加在平台平面上的最大应力为186.7 MPa,而45号钢的屈服力为530 MPa,故零件所受最大应力远小于材料的屈服力;由图可知,平台的最大位移量为2.3 mm,且为局部形变,这在移动中是允许的,因此装置不会发生非弹性形变;另一方面,机械结构强度是否满足要求,不仅仅应力大于材料强度要求即可,还应具有一定的安全系数。安全系数是考虑计算载荷及应力准确性、机件工作重要性以及材料的可靠性等因素影响机件强度的强度裕度,其值应大于等于1。故对其进行了安全系数的分析,如图2C所示,零件的安全系数即零件所受力与屈服力之比,最小值为2.8,大于1,故此零件强度符合要求。
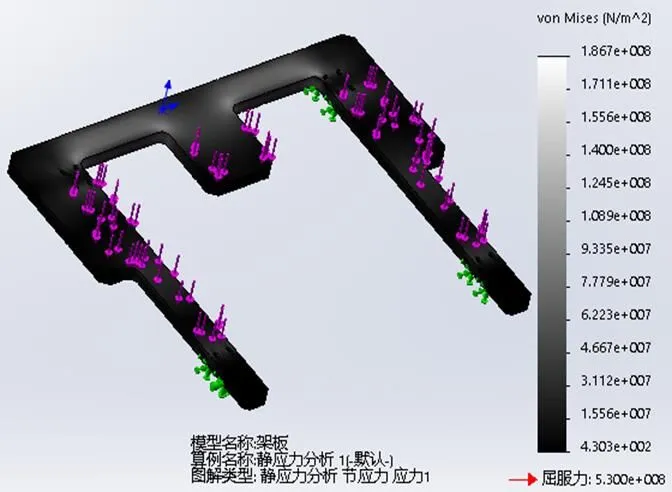
A B C
4 控制流程设计
4.1 单片机与控制
目前大多数的伺服系统均采用电力驱动方式,驱动器的内部通常含有电机位置反馈装置,利用光电编码器或者旋转变压器反馈位置信息,从而达到位置控制的闭环控制。现有的伺服电机的控制方式有脉冲控制、模拟信号控制两种比较常用的控制方式,由于模拟信号控制方式对于速度变化不确定,而且精度很高的场合缺乏灵活性。故通常采用脉冲控制的方式,通过改变单位时间内PWM的导通时间,来控制伺服电机的转速,以此控制单位时间内装置行进的距离[8-10]。
本设计采用的C8051F020单片机可以通过内部的捕捉比较寄存器产生PWM信号。与标准8051的定时器/计数器相比,C8051F020内部的PCA提供了增强定时器功能,因此它所需的CPU干预更少[11]。同时配合外部编码电路,可以根据实际需求实现不同PWM波的输出,因此适用于不同距离传输要求的场合,具有较为广泛的适用性。
4.2 流程设计
软件系统采用模块化编程的思想,将系统分成若干个相互独立的模块,集中管理,分散控制,根据需求依次调用。这种结构可以对各个功能模块分别编程,分别调试,具有良好的维护性和清晰地结构,也利于后续的查错、修改或者管理[12]。软件结构主要包括以下几个功能模块:参数设置模块、自动运行模块、急停处理模块。软件整体结构图如图3所示。
该系统与抓取工序进行配合,故主要为自动运行,在自动运行模式下,只需发送整体运行的指令,系统就会根据流程调用不同的子程序来实施生产控制。该模式主要包括推进子程序、返回子程序、伺服运行子程序及急停子程序等。推进子程序实现原料的推送,按一定的时间节拍运行。返回子程序控制空原料框回归原位,等待更换原料。急停子程序,在推送过程中按下急停按钮,系统会立即暂停所有动作,而当急停按钮复位后系统会继续运行,包括伺服电机会继续走完剩下的位移长度。

图3 软件系统结构
伺服运行子程序:在自动运行模式下,伺服运行子程序是系统的核心运行部分,该子程序的控制流程图如图4所示。在系统初始化完成后,由于伺服电机采取的位置控制模式,所以首先要进行寻零操作,确定零点位置,保证吸取玻璃位置的精确性。同时设置了等待点,当没有准备好时,伺服电机运行在等待位,玻璃一旦被取走,电机带动板前移至取玻璃位。
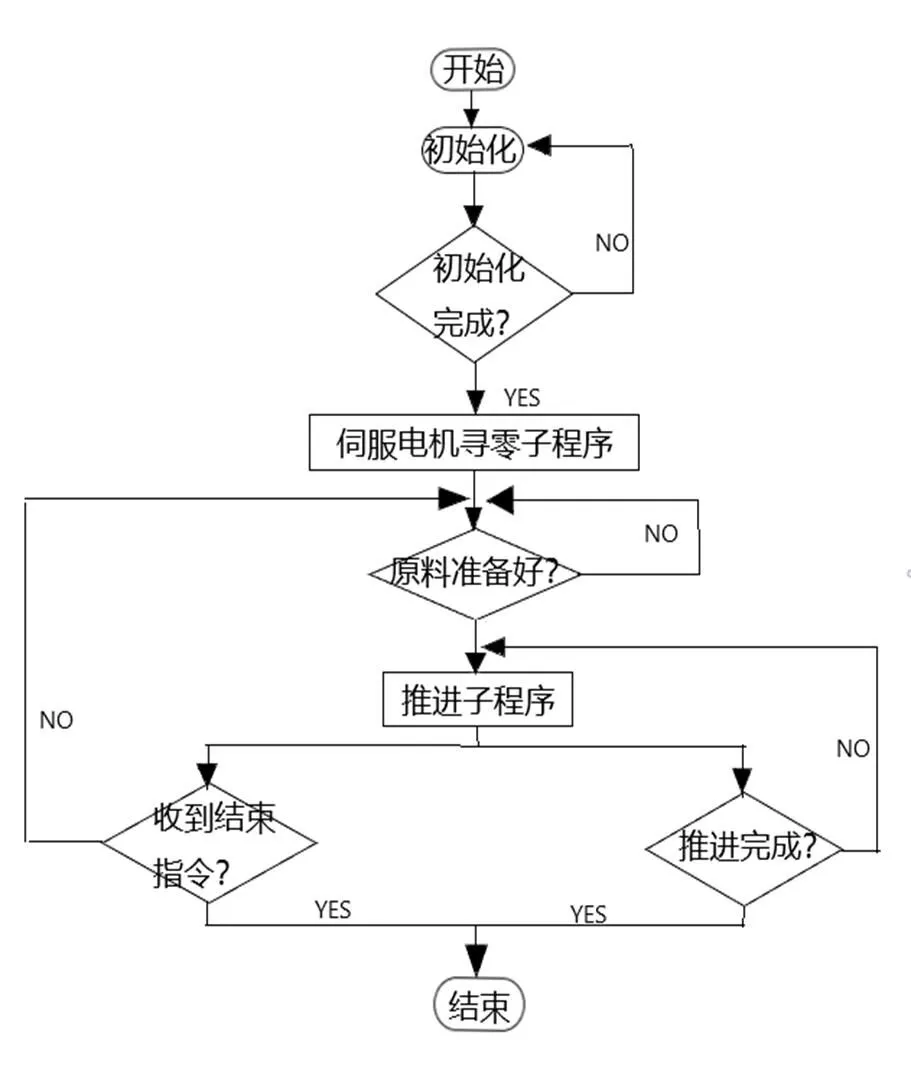
图4 伺服运行子程序流程图
5 样机及调试
根据前述设计方案开发了样机,如图5所示。

图5 推送装置样机
将其与人工推进做测试对比,结果见表2所示。

表2 推进装置实验数据对比表
从表2可以看出,由于单次推进距离只有一片原料玻璃厚度,人工需要大量时间校准位置,且准确率很低,而伺服系统控制准确率远远大于人工,且效率高,完全满足生产要求。综合对比,且效率高。本文伺服推进装置具有推进速度快,准确率高且成本不高的优势,又具备省时省力的优点。
6 结论
1)玻璃推进装置包括底座;移动架板;直线导轨;丝杠副;伺服电机四个部分组成,操作调整方便。
2)对推进装置关键零部件进行分析,结果显示:零部件不会发生非弹性形变,结构稳定,强度高,符合设计要求。
3)推进装置调试后装置运行稳定,准确率高,效率高,节省成本,满足厂家要求,具有实用价值。
[1] 乔兵,朱剑英. 多Agent智能制造系统研究综述[J]. 南京航空航天大学学报,2001,33(1):1-7.
[2] 邵在祥. 机电一体化在工程机械中的应用研究[J].内燃机与配件,2018(23):215-216.
[3] 邢洁洁,徐丽明,袁全春,等. 马齿型玉米种子定向播种推送装置设计与试验[J].农业工程学报,2018,34(17): 9-15.
[4] 李沐桐,李天宇,官晓东,等. 锥盘排种器离心推送结构设计与充种机理分析[J].农业机械学报,2018,49(3): 77-85.
[5] 郐红艺. 自动下料机的机械结构设计与研究[D]. 太原:中北大学,2017.
[6] 耿宝龙. 滚动直线导轨副摩擦分析及试验方法研究[D].武汉:华中科技大学,2012
[7] 马强,陈灿,张志娜. 基于SolidWorks的15MN压力矫直机主液压缸有限元分析[J].机械工程师,2017(3):57-58.
[8] 张玲玲. 基于单片机的伺服电机控制系统设计[J].电子世界,2018(22):146-147.
[9] 邓星钟. 机电传动系统[M]. 武汉:华中科技大学出版社,2001.
[10] 王桂英,贾兰英. 电机与推动[M].长春:东北大学出版社,2004.
[11] 黄慧,张庆武,殷兴辉.基于C8051F020的PWM输出频率分析[J].数据采集与处理,2009,24(S1):229-232.
[12] 刘新乐,殷晓坤,朱佳琪,等. 基于伺服电机的上盖机控制系统设计[J].包装与食品机械,2018,36(04): 54-57.
Structure and control flow design of automatic glass pushing device
*CAI Li, LIU You-yu
(School of Mechanical and Automotive Engineering, Anhui Polytechnic University, Wuhu, Anhui 241000, China)
Aiming at the problem of low efficiency of manual glass material placement, an automatic glass material propulsion device is proposed. The screw pair is used as the driving device, the frame plate is designed and processed as the supporting part, the linear guide rail is used to support and guide the raw material, and the power is provided by the servo motor. The finite element analysis of the key parts is carried out to verify the structural strength. Finally, the overall control scheme and flow design based on servo motor are discussed, and the overall control flow of the system is studied. The results show that the automatic propulsion device has reasonable structure, high precision, low cost, high efficiency and effectively improved economic benefits.
automatic propulsion; servo motor; finite element analysis; control flow
TH122/TB486+.3
A
10.3969/j.issn.1674-8085.2019.05.011
1674-8085(2019)05-0057-05
2019-03-13;
2019-05-20
国家自然科学基金项目(51576001)
*蔡 力(1995-),男,江苏海门人,硕士生,主要从事智能制造系统方面研究(E-mail:925627341@qq.com);
刘有余(1976-),男,安徽桐城人,教授,硕士生导师,主要从事现代集成制造系统方面的研究(E-mail: liuyoyu1@163.com).
