冶炼厂生产车间压缩机气阀故障原因与处理
2019-09-16张慧
张 慧
(盘锦职业技术学院,辽宁 盘锦 124000)
近几年通过对压缩机的管理和维护,发现在压缩机发生的无数次的故障中,因进排气阀损坏造成机组发生故障的几率最高,据粗略统计,因为气阀损坏的原因引起的冶炼厂生产设备突停占非计划停止的40%以上,气阀已经名副其实地成为活塞式压缩机三大易损件之首。因为它的损坏所带来的维修配件成本和维修人工成本也非常可观[1]。针对此种情况,冶炼厂生产车间技术人员对压缩机所出现的气阀故障进行了统计,并加以技术分析,同时针对所出现的各种问题采取一系列措施以降低气阀的损坏率从而保证机组和装置的正常、安全、平稳和连续生产。
1 压缩机气阀的工作过程
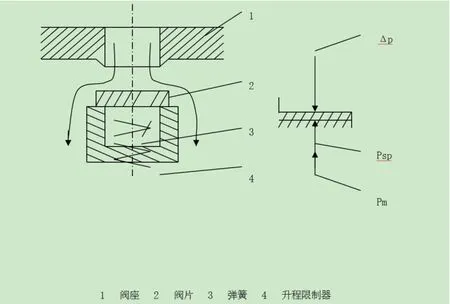
图1 进气阀示意图
下面我们以环状进气阀为例来说明气阀的工作过程。如图1所示,当活塞离开止点位置在气缸中向另一侧运动时,随着缸内容积的增大,缸内气体压力即行降低,当缸内的压力低于吸气管道中的名义进气压力时,在气阀两侧形成压力差Δp,当Δp足以克服弹簧压紧力Psp、阀片和部分弹簧的运动质量惯性力Pm之和时,阀片即被顶开,气体开始进入气缸,吸气过程开始,阀片继续开启,并贴到升程限制器上,气体继续进入气缸内,直到活塞将要到达到另一止点位置时,活塞速度急剧下降,气流速度也随之降低,于是气体对阀片的推力减少,当弹簧力大于气体推力及阀片、弹簧的惯性力时,弹簧随即把阀片顶回,阀片又回落到阀座上,吸气阀重新关闭,进气过程即行结束。气阀是在阀两侧压力差的作用下开启,在弹簧力的作用下关闭的,排气阀的工作情况与此类似。
2 问题的提出
由于在过去的几年里,压缩机出现的各种故障比较多,我们统计冶炼厂生产车间压缩机机组在2008年所出现的有关气阀方面的故障,故障详细情况见表1。

表1 气阀故障统计表

18 2008 9 25 K202A 气阀倒气 气阀内有液阀片断裂 2个19 2008 10 27 K202A 出口温度高 内有杂质,阀片断裂 3个20 2008 10 30 K202C 缸内有杂音 阀片碎裂 3个
从上面的两个表格的统计结果中,我们不难看出,冶炼厂生产车间机组的气阀的数量是不小的,三个机组共有气阀160个,作为压缩机的三大易损件中最易损坏的零件,无论是维修工作量还是维修成本都是一笔不小的支出。从表1对压缩机气阀故障的统计结果来看,更进一步证明了气阀已成为压缩机第三大易损件之首。我们有必要对气阀频繁发生损坏的原因加以讨论与分析。以便采取相应的措施来延长气阀的使用寿命同时降低机组的故障率。
3 气阀失效原因的分析
从故障统计表1中,我们可以看出气阀的损坏主要表现为气阀阀片的损坏,也就是说气阀组件中阀片是最容易发生损坏的运动零件。下面就分析一下气阀频繁损坏的主要原因。
3.1 气阀内进入杂物
从表1中我们可以看出如有杂质进入气阀内部就会造成气阀损坏,这主要是进入气阀内部的杂质和粉尘等脏物堵塞槽道和影响阀片自由运动。同时也会对气阀造成冲击,长时间的运动使阀片产生裂纹甚至是断裂,轻者表现为气阀不能及时开启或关闭,使压缩机的产气量不足,同时造成气阀倒气使压缩机排气温度超标。
3.2 因组件磨损所产生的颗粒进入气阀
K202机组的活塞组件的材质不好,特别是活塞环和支承环的材质不是很好,很容易发生磨损,从对压缩机的维修和维护来看,压缩机的活塞环和支承环的更换次数也是比较大的。
长时间的运行,活塞环和支承环磨损所产生的颗粒随压缩工作的进行进入气阀内部,造成了阀片的损坏。最后不得不更换新气阀。
4 解决问题的对应措施
针对上面所阐述的气阀损坏的原因,采取以下措施来延长气阀的使用寿命以保证机组和装置的安全平稳运行。①改变气阀阀片的材质,使用塑料阀片。②因为气阀的工作主要表现为阀片运动,气阀内的间隙非常小,所以要尽量避免杂质进入气阀内部。③保证工艺气体的清洁。④绝对禁止同一台压缩机上安装不同厂家的或不同型式的气阀,当然特殊情况例外。以避免部分气阀的不同步损坏造成机组甚至装置停工。
5 结论
通过上面详细的分析,作为活塞式压缩机易损件之一的气阀,在连续生产中发生损坏是不可避免的,我们通过采取一系列有效的措施确实使气阀的损坏率有所减小,同时将损坏的气阀加以修复也是一种很好的节约成本的办法,也是非常可行的。
