简析水性漆环保涂料在涂装中的应用
2019-09-10张良平潘友书
张良平 潘友书



【摘 要】当前我国经济发展速度加快,人们越来越重视环境保护工作,国家也开始对大气的VOC排放进行重点控制。在规划的过程中,逐步控制污染物的总排放量,提升车间的清洁生产要求。传统的涂装车间在重视高防腐性以及涂装装饰性的同时,还需要注意进一步革新工艺,合理的使用先进的设备,采用新材料,以符合行业发展的具体要求。水性漆稀释剂在运用的过程中可以进一步降低VOC的排放量,其主要成分为水,取代了传统的溶剂型油漆,成为了环保型涂料的典型代表。
【关键词】水性漆;环保涂料;涂装应用
1水性涂料的基本内容
在社会发展的过程中,因为环境意识较为淡薄,造成非常严重的环境问题,对经济的可持续发展产生了严重的限制,也威胁了人们的健康。在涂装工作过程中使用一些溶剂型涂料,这些涂料当中会有大量的VOC,这也是导致环境污染的重要因素。首先这些挥发性的有机化合物会和大气层当中的相关物质进行反应,比如说,尾气排放物、氮氧化物、硫氧化物等,产生一些PM2.5,其次VOC也会造成酸雨和光化学污染,与此同时空气当中碳氧化物会和挥发性有机化合物之间进行反应,产生臭氧,威胁人们的健康,导致各种疾病的出现。水性漆环保涂料的应用能够让VOC的排放量大幅度减少,防止出现一些有害物质,符合环境保护的具体要求,另外也可以防止损害人体健康。
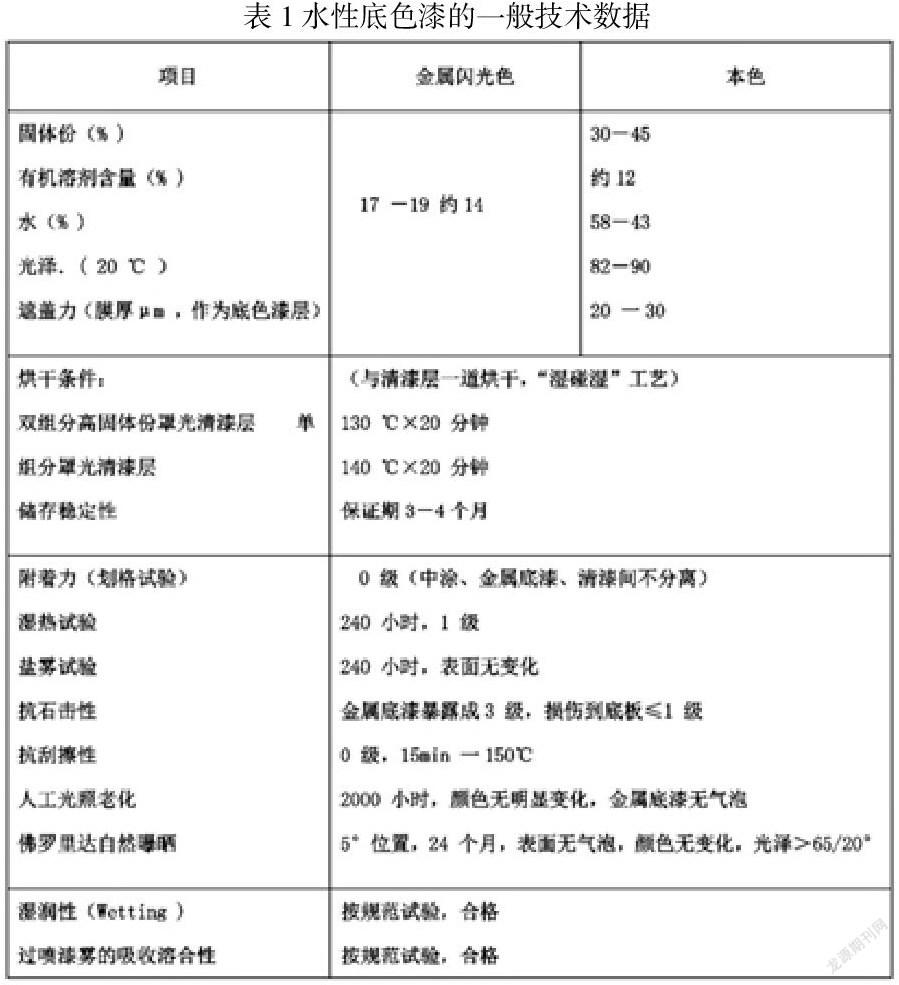
封闭性异氰聚氨酸酯型树脂漆和水性聚氨酸酯基树脂漆是当前水性涂料当中非常重要的两种类型。水性中涂漆的烘烤温度能够达到140摄氏度到160摄氏度,其施工温度能够达到20摄氏度到30摄氏度。在施工的过程中还需要对湿度进行控制,控制湿度在65%-85%,相比溶剂型中涂漆膜,这种漆膜在使用的过程中性能不会下降,而且能够大幅度提升抗石击性能,水性聚氨酯漆和水性丙烯酸氨基漆是当前水性底漆当中非常重要的两个部分,对水性底色漆进行应用的过程中,一定要注意对底色漆铝粉的定位进行控制,为了确保闪光铝片的最佳展平和取向要求,需要在施工的过程中合理的使用流变处理技术,使之产生触变性流体。在实际应用的过程中,通过增稠剂或者流变控制剂,具有较好的效果。和市场上溶剂型底漆相比,水性金属底色漆在定向方面更为具有优势,可以产生更佳的闪光效果,另外可以搭配溶剂型罩光清漆和水性清漆的共同使用,让涂装效果提升。
2 水性漆的特点
水性漆与溶剂型漆相比具有低挥发速率、高表面张力、高导电性、腐蚀性以及易产生气泡的特点,导致水性漆在设备和施工工艺方面与溶剂型漆相比有所不同。水与一般溶剂的特性比较如表2所示:
相比于溶剂型漆,水性漆具有抗腐蚀性能力、高导电性和高表面张力,造成水性漆在设备和施工方面和溶剂型漆具有较大的区别,水性漆和一般溶剂的特性比较如下所示:
水性漆当中水挥发主要是喷漆室的温湿度决定的。在溶剂型漆使用的过程中可以对水蒸发速率进行调整,以便对涂着固体份进行调整,水性色漆在涂着固体份方面一般情况下为20%-30%,溶剂型色漆的涂着固体份可以达到60%-70%,由此可以发现水性设计具有较好的平滑性,而且适当的让闪干区加热,以避免出现气泡和流挂的情况。
在水性漆设计的过程中,涂料流变性的控制是非常重要的,水性设计的流变特性如下图所示,在喷涂水性漆的过程中在高剪切力的条件下会造成水性漆粘度大幅度下降,确保涂料具有良好的微颗粒效果。在剪切消除之后,又可以将高粘度状态恢复,确保金属原料具有较好的抗流挂性和定向效果。
一般情况下,水的表面张力为油性漆的2.5倍,无法将底材浸润,很容易出现缩孔,只有增加一定量的表面活性剂,让表面张力降低,才能够提高其浸润效果,避免出现缩孔。
水性漆和溶剂型漆相比具有很大的优点。最大的优点是不会出现大量的VOC,不同工艺当中VOC的排放量如下所示:
3 水性漆环保涂料在机械涂装中的应用
3.1 水性漆的施工工艺
3.1.1 前处理工艺
水性漆涂装的质量要求比溶剂型提高,需要保证工件表面无油,所以在使用前需要通过水洗以及抛丸、除锈等方式进行处理,烘干水分以确保工件表面的干净整洁。
3.1.2 喷涂工艺
在喷涂的过程中使用面漆、底漆为全水性漆进行喷涂,底漆及面漆在喷涂的过程中,均在水旋式喷漆室当中进行操作,漆雾的去除率可以达到99.7%,通过高压混气静电喷枪以及高压无气加空气辅助的方式进行喷涂,喷涂的过程中成膜厚度需要控制在50mm,能够让着漆率提高,又可以符合其表面质量要求,与此同时需要对喷漆过程中的温度进行严格的控制,保证其处于10摄氏度到35摄氏度之间,湿度控制在50%-75%,以保证喷漆的效果。
3.1.3 闪干及烘干工艺
在喷漆的过程中需要进行闪干工序的设置,以便快速的挥发大量的水分,保证漆膜的外观、光泽。闪干工序完成之后还需要进行烘干,以便让其彻底干燥。
3.1.4 输送工艺
在本次涂装线设计的过程中,需要依照结构件产品涂装的具体要求合理的进行喷漆线的设置,使用环状强制流水生产线,将自行葫芦线输送的作用充分的发挥出来,在组装之后不需要進行整体喷涂,只需要少量喷涂损伤部件。
3.2与水性漆配套的涂装工艺
3.2.1除锈
利用自动抛丸、除锈等方式均匀的进行除锈,与此同时还需要进行人工清洁室的设置,通过压缩空气来对工件表面进行处理,以便进一步吹扫粉尘、沙粒、表面氧化皮等,符合工件表面清洁度的具体要求。
3.2.2除油
在水性漆涂装环节当中一定要注意水的表面张力较高,在实际应用的过程中可能会导致工件表面残余的油出现跑油等情况,所以一定要注意加强质量控制。必须要彻底的进行除油除锈,有必要还需要进行表调处理,保证工件具有完整的水性涂膜基础。
3.2.3喷漆
在喷漆室当中进行水性漆喷涂的过程中,水从液态变成水蒸气的时候,体积会大幅度膨胀,就会瞬间升高喷漆室的湿度,在湿度超过90%或者低温下水的蒸发速度会变慢,会导致漆膜出现流挂的情况,对喷涂质量产生影响,因此一定要对环境温度和湿度进行控制。
在喷涂的过程中做好通风工作,保证喷涂时的水汽能够及时的排除,尤其是在北方一些寒冷的区域,一定要注意进行加热、送风的处理,这样可以保证环境的温湿度符合要求,这也是水性漆控制过程中的基本要求,然而在此过程中会导致运行成本加大,设备投入量增加,依照环境条件的具体要求,进一步调整水性涂料的施工参数,保证涂料质量不会出现问题。
3.2.4闪干
在喷涂的时候,一定要注意在水性漆的漆雾到达基材前挥发的组份主要是水。在挥发量方面明显少于溶剂型涂料的挥发份,所以水性漆湿膜当中大量水挥发出来,为了避免大量水分的湿漆膜在水分蒸发前进入烘干炉,导致起泡或者出现湿膜流坠,在进入加热烘干工序的时候,一定要注意进行合理的设置,使用闪干工序,在此过程中会挥发出大量的水分,通常挥发率可以达到95%-98%,在使用挥发、闪干工序的过程中一定要注意加强通风,控制时间在10分钟到15分钟,温度一般控制在45摄氏度以下,如果涂料非常厚,在闪干的过程中,可以适当的让时间延长,否则可能会导致溶剂和水分无法及时的挥发,通过高温烘烤之后可能会出现一些痱子、针孔等漆膜缺陷,因此一定要注意在闪干室进行防护措施的设置,使用渗铝板或者不锈钢。
3.2.5烘干
在生产线设置闪干工序的条件下进行后续烘干的过程中,溶剂型涂料和水性涂料的差异不大,主要是水性涂料烘干的时间较长,在实际操作的过程中烘干温度也较低,通常控制在80摄氏度以下,时间一般在半小时左右。
4 水性漆环保涂料的应用前景
在我国进行涂装工作的过程中,水性漆的应用量逐步增加,由于我国工业发展水平逐步提高,水性漆溶剂具有较强的环保性,在各个领域得到了广泛的使用,溶剂型涂料逐步开始丧失市场。水性漆在使用的过程中符合我国低碳理念发展推行的具体要求,在我国汽车涂装线当中,主要使用的是溶剂型中涂、溶剂型底色漆以及单组份罩光清漆体系的组合,由于水性漆环保涂料的性能逐步提升,应用也越来越广泛,因此一定要注意在使用的过程中符合环保工艺的具体要求,提高涂装工序,将水性漆环保的作用充分的发挥出来。
结束语
溶剂型漆在应用的过程中会排放大量VOC,严重影响周边的环境和人体,与我国当前倡导的绿色化生产理念的要求格格不入。而水性漆环保涂料在涂装中的应用,具有较好的环保性,能够让挥发性有机化合物的排放大幅度降低,避免和大气成分进行化学反应,符合环境保护的具体要求,可以让油漆对工作人员的身体危害大幅度减小,而且在光泽、鲜映性等方面具有非常明显的优势。
参考文献:
[1]张贵智,王秀锦,申标,等.浅谈水性漆环保涂料在涂装中的应用[J].汽车实用技术,2018(21):263-264.
[2]李孟君.工程机械涂装水性化研究与应用[J].工业设计,2017,6(5):144-145.
[3]覃永剛.水性漆在汽车零部件涂装中的应用研究叨内燃机与配件,2018(08):221-222.
[4]左贞,唐骅,靳艳丽.水性漆在工程机械涂装工艺设计中的应用分析[J].涂料工业,2016,46(6):65-69.
(1身份证号码:429004198812030976;2身份证号码:320323198704233016)