基于遗传算法的家具生产线优化设计研究
2019-09-10张珂
张珂


摘要:家具生产线的运行效率,直接决定着家具的生产效率以及生产成本,为了提升家具生产效益,需要对其进行优化.基于此,本文将首先介绍家具生产线运行现状,其次,进行家具生产线平衡分析,最后,分析遗传算法基础上家具生产线的优化措施,最终达到对家具生产线进行有效优化的目的.
关键词:家具生产线;遗传算法;优化设计
中图分类号:TP18;TS664.01 文献标识码:A 文章编号:1673-260X(2019)06-0111-03
目前我国经济发展的速度较快,企业在实际发展的过程中需要根据时代的发展不断完善,只有这样才能保证自身的经营发展质量.本文将以家具生产线为例,在遗传算法的基础上对家具生产线进行优化,提升家具生产线的运行质量以及运行成本,不断提升家具生产企业的经营效益,促进我国经济的发展.
1 家具生产线运行现状
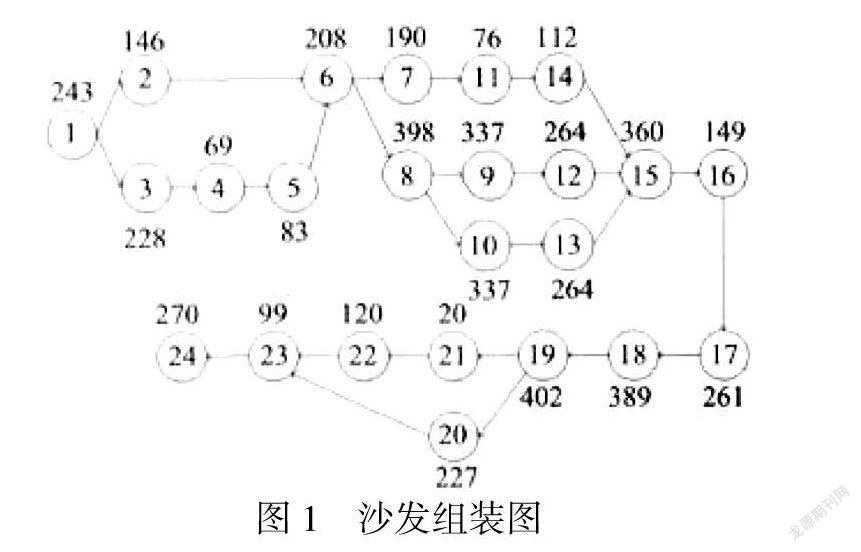
本次研究的家具生产线主要生产的家具為沙发,该沙发在实际生产的过程中,由左三位、右三位以及脚踏构成,在左三位上安装两个枕头.整个沙发的生产过程共需要24道工序,在实际研究的过程中,针对每道工序进行时间测量,针对一项工序共测量6次,进而保证时间检测的准确性,根据6次的测量结果计算平均值,将其作为实际工作时间[1].图1为沙发组装图.
在实际沙发制作的过程中,可以将24道工序分为10部分进行,第一,取木架,第二,钉白纱布、装弹簧、钉网以及安装松紧带.第三,喷浇水、贴三位棉、安装脚踏步.第四,套粘布.第五,钉粘布.第六,钉脚、安装五金架,第七,安装头枕、安装外套,第八,放粘子、放靠包,第九,检验,第十,包装.以上步骤为沙发制作的大致流程,在研究家具生产线优化的过程中,需要根据以上步骤作为主要对象,利用遗传算法对其进行研究[2].
2 家具生产线平衡分析
通过分析家具生产线中各流程使用的时间发现,以上十个流程平均使用的时间分别为243s,526s,398s,375s,500s,410s,339s,140s,99s,270s.通过以上时间分析能够看出,在实际家具生产中,第二阶段所用的时间最长,是影响生产效率的主要影响因素,另外,各个工作流程中所用时间的差异性较大,最少用时为99s,与549s相差450s,这也是导致平均加工时间增加的主要因素之一.在计算家具生产线平衡率的过程中,需要用总时间/最大时间与总人数的乘积=5251s/(526x15)=66.55%,因此家具生产线平衡率为66.55%,则平衡损失率为1-66.55%=33.45%.通过以上计算能够得出,在生产该家具的过程中,平衡损失率为33.45%,平衡损失率为20%,由于33.45%大于20%,因此该项家具生产线处于时间浪费超标的情况,整个家具生产线的效率较低,也就是说,根据这一生产时间,每生产一套沙发,浪费的时间为2639s,整体生产平衡的效果较差,因此需要对其进行优化[3].
在整个生产过程中,最严重的问题就是工作流程时间分配不均衡的问题,时间差异较大,整个家具生产线的生产效率无法提升,另外,这种情况还会导致工作流程之间的加工商品堆积或者供应不足,浪费生产空间以及生产时间,提升生产劳动成本的同时,降低经营利润,最终对企业生产效益产生影响.因此在实际家具生产线优化的过程中,需要针对加工时间分配不均匀这一问题进行有效解决,提升整个家具生产线的生产力,减少时间浪费的情况,最终降低生产成本,提升经企业的经济效益.
3 遗传算法基础上家具生产线的优化措施
3.1 家具生产线优化模型的建立
由于本次家具生产线优化主要针对的对象为时间和指定生产元素,因此需要根据生产的产量,计算相应的生产节拍,保证各个生产流程的独立进行,其中作业元素只能与一个工作站相互对应.在分配工作站时间的过程中,必须满足相应的约束条件,各个工作站的生产时间不能大于约束条件,在此基础上确定工作站数量的最小值.工作站使用矩阵利用B来表示,B(J)=0/1,J=1,2,3…M.如果B=0,则说明该工作站上并不存在作业,当B=1时,则说明该工作站上存在一项工作,I表示工作作业元素的合集,J为工作站的合集.其中I=“1,2,fi,fN,J=”1,2,fj,fM,其中i为时间元素.如果约束条件的计算结果为1,则说明一个工作站智能对应一项作业,在分配作业的过程中,必须将约束条件作为前提条件,同时工作站的运行时间需要与生产节拍相等或者小于生产节拍.根据家具生产线的实际运行情况,可以采用遗传算法数学模型对其进行计算[4].表1为相关参数在遗传算法中的对应关系.
3.2 家具生产线优化算法设计
家具生产线优化过程中的算法设计主要包括以下内容;
第一,编码,这一过程需要利用作业元素序列进行,将作业元素根据工作站的实际情况进行分配,并将其中对应的序号排列成染色体,其中各项作业元素与染色体的基因位置相互对应.编码完成之后,染色体中的各项作业元素需要满足优先级别的条件,编码染色体的呈现形式1,2,3,4,5,6,8,9,12, 10,13,7,11,14,15,16,17,18,19,20,21,22,23,24.其中每个数字代表着一项作业元素,例如2对应着第二个作业项目元素,根据编码的顺序进行工作站排列.
第二,编码翻译,由于以上染色体中只能将作业元素的顺序显示出来,因此在翻译编码的过程中,需要将染色体分配到相应的工作站中,根据对应的生产节拍原则进行翻译.其中作业时间用tt表示,M的初始值为0,翻译过程包括以下步骤,第一,tt=tt+time(xi),若tt≤CT<tt+time(xi+1),则M=M+1,tt=0.若i=N-1,M=M+1,符合以上要求进行第二部分翻译.:i=i+1.若i≤N-1,将其转到第一步翻译中,如果最终结果i=N,则完成全部翻译.
第三,选择算子,可以使用保存最优的方法进行选择,在相应函数值的基础上,除去种群中的劣质个体,保存优质的个体,在遗传算法中,保留最优算法能够将工作站数值中的最小M值代替M值中的最大个体[5].
第四,交叉算子,在此过程中需要利用交叉概率进行,利用Pc针对个体进行相互匹配,两个两个为一对,进而出现新生的个体,采用交叉算子的方式能够将群体中的优质基因保存下来.例如,进行交叉算子相互匹配的个体分别为A1,A2,则得到的新个體为A1’,A2’.在此过程中需要在这两个父代序列中选择交叉点,在[1,N-1]的范围中选择,假如m=8,则二者之间的交叉点为如下所示.
3.3 家具生产线优化算法计算
在算法求解的过程中,需要根据遗传算法理论进行,根据家具生产线的实际情况进行,采用MATLAB进行编程,程序中的生产节拍时间为418秒,s=100,进化代数为200,最优个体数为15,交叉概率为0.8,变异概率为0.06.在实际平衡的过程中,工作站从15个变为14个,最小的工作站数量为14个,节拍时间为410s,平衡率为91.5%,平滑系数ST=157.7.图2为优化完成后个工作站工作对应的时间.
3.4 家具生产线优化效果对比
优化完成之后,家具生产线的运行效益得到了有效提升,在经济方面,家具生产线优化提升效益为29.4%x14x3500x12=172930元,(效益提升数量x作业人数x人均月薪x每年工作月数).由此可以看出,利用遗传算法对家具生产线进行优化,取得了显著的研究效果,无论在经济效益还是在人工劳动成本中,都取得了非常明显的提升,促进家具生产线能够高效的运行,不断提升企业的经济效益,促进我国经济的稳定发展[6].
综上所述,随着人们对家具生产线的关注程度逐渐提升,如何提升家具生产线的运行效率,成为有关人员关注的重点问题.本文通过研究遗传算法基础上家具生产线的优化措施发现,对其进行研究,能够大大提升家具生产线的生产质量,促进今后遗传算法在家具生产线优化中的发展.
参考文献:
〔1〕苏冬胜.家具模块化设计的应用与发展[J].广西轻工业,2008(11):100-101.
〔2〕欧立华科技.安通为瑞典家具巨头Kinnarps提供一站式板式家具生产线[J].林产工业,2017,44(05):54.
〔3〕林时峰.河南襄城始建年产15万m~3秸秆生态板及70万套环保成品家具项目[J].林产工业,2016,41(04):43.
〔4〕刘林.基于先进制造理念的板式家具生产线的规划与设计[D].中南林业科技大学,2016.
〔5〕魏玲.基于EM-Plant的家具自动化生产线的仿真研究[J].哈尔滨理工大学学报,2015,15(02):110-114.
〔6〕林海.家具模块化设计方法实例分析[J].家具与室内装饰,2005(09):20-22.