淀粉用量对植物纤维基泡沫材料结构与性能的影响
2019-09-10修慧娟李金宝崔雨馨董慧玲
修慧娟 杨 雪 李金宝 崔雨馨 董慧玲 赵 欣
(陕西科技大学轻工科学与工程学院,轻化工程国家级实验教学示范中心,陕西西安,710021)
泡沫塑料因具有质轻、吸能性好、保温隔热等优点而广泛应用于人们的生活和生产中,且需求量越来越大,但是泡沫塑料因难以生物降解而对环境造成了严重污染。日益严重的环境问题使人们意识到开发新型可降解缓冲泡沫材料的重要性。
植物纤维具有资源丰富、可再生、价格低廉、完全或部分可回收、可生物降解等优点[1-2],因而在制备可完全降解泡沫材料方面具有极为广阔的前景。目前,很多研究者都在可降解泡沫材料方面进行了大量的研究,如纳米纤维素基泡沫材料[3]、水玻璃/植物纤维复合泡沫材料[4]、聚乙烯醇(PVA)/废纸浆复合泡沫材料[5-6]等,但以上研制出的材料也存在一些问题,如纳米纤维素作为原料成本较高,采用冷冻干燥的方式进行固化能耗太大,PVA等物质降解性较差等。
为有效解决上述问题,本研究以植物纤维为原料,采用热风干燥方式制备出可生物降解的植物纤维基泡沫材料。将淀粉作为结构增强剂,通过分析表征不同淀粉用量下泡沫材料的微观形貌、结构参数、静态压缩性能,研究其结构与性能调控技术,从而得到结构与性能较佳的植物纤维基泡沫材料。
1 实 验
1.1 实验原料
漂白硫酸盐阔叶木浆板,由我国某造纸厂提供。(支链)淀粉,由天津市大茂化学试剂厂提供。十二烷基硫酸钠(SDS),由天津市福晨化学试剂厂提供。
1.2 实验仪器和设备
TD15-A标准纤维解离器,瑞典Lorentzen&Wettre公司;DCS-041P PFI磨浆机,日本KRK公司;W201CS恒温水浴锅,北京科伟永兴仪器有限公司;SDF400分散磨砂机,枣阳市有发机械有限公司;101-0A电热鼓风干燥箱,北京科伟永兴仪器有限公司;Vega 3 SBH场发射扫描电子显微镜,捷克TESCAN公司;AI-7000-NGD高低温伺服拉力试验机,台湾GOTECH。
1.3 泡沫材料的制备
(1)将浸泡后的阔叶木浆板经标准纤维解离器完全解离[7],然后使用磨浆机对浆料进行处理,采用肖伯尔氏打浆度仪测定其打浆度,得到打浆度为60°SR左右的纤维原料。
(2)将淀粉与去离子水混合搅拌均匀,置于恒温水浴锅中进行糊化处理20 min。
(3)将糊化后的淀粉与经过处理的纤维悬浮液按照不同比例配制成固含量为2%的淀粉/纤维混合物,其中淀粉用量(占固体物质总质量的百分比)分别为0、2%、4%、6%、8%、10%;加入十二烷基硫酸钠(SDS)0.025%(占固体物质总质量的百分比);然后将纤维/淀粉/表面活性剂/水混合物在分散磨砂机中进行搅拌处理,得到具有一定空气含量的微泡沫体系;接着将湿泡沫置于特制圆柱形容器中进行注模;最后将容器放置在电热鼓风干燥箱中干燥固化12 h,制得植物纤维泡沫材料。
1.4 泡沫材料的结构与性能表征
1.4.1 微观形貌观察
采用场发射扫描电子显微镜对泡沫材料的横切面进行观察,采用Image J图片分析软件对泡孔的平均孔径、平均孔面积和泡孔密度进行分析。各向异性比为最大平均孔径D1与最小平均孔径D2的比值,其数值越接近于1表明泡孔越接近于圆形[3]。
1.4.2 表观密度
泡沫材料的表观密度ρ通过公式(1)[7]计算。

式中,m为植物纤维基泡沫材料的质量,kg;V为植物纤维基泡沫材料的体积,m3,其体积利用圆柱体的体积公式计算。
1.4.3 孔隙率
孔隙率Q通过公式(2)计算。

式中,ρ'为泡沫样品的理论密度,kg/m3;理论密度ρ'通过公式(3)[8]计算。

式中,wi为泡沫体系中各组分的质量分数,%;ρi为泡沫体系中各组分的密度,g/cm3,阔叶木纤维密度[9]为 1.50 g/cm3。
1.4.4 发泡率
发泡率M为发泡前后混合体系在容器中高度方向上尺寸的增加率[7],反映了发泡体系中空气的含量,通过公式(4)计算。

式中,h0为泡沫体系发泡前的高度,mm;h1为泡沫体系发泡后的高度,mm。
1.4.5 收缩率
收缩率N为样品固化干燥前后在高度方向上尺寸的缩减率[7],通过公式(5)计算。

式中,H0为泡沫材料干燥前的高度,mm;H1为泡沫材料干燥后的高度,mm。
1.4.6 静态压缩性能
泡沫材料的静态压缩性能在室温下使用高低温伺服拉力机进行测定[10]。压缩夹具的移动速率为2 mm/min。经过Originl软件数据分析,得到应力-应变曲线。
2 结果与讨论
2.1 淀粉用量对泡沫材料微观结构的影响
图1为不同淀粉用量下泡沫材料的SEM图。表1为不同淀粉用量下泡沫材料的泡孔结构参数。由图1和表1可知,随着淀粉用量的增加,泡沫材料的结构总体来说变得更加密实,泡沫材料的泡孔孔径和平均孔面积减小,泡孔各向异性比也减小,且泡孔的形态变得更加接近圆形,泡孔密度呈现先增大后减小的趋势。这说明淀粉与植物纤维之间形成了某种连接,这是由于淀粉与纤维素具有相似的化学结构,二者都是由葡萄糖单元组成、通过糖苷键连接的链状大分子[11],因而分子之间容易形成氢键结合。淀粉分子既可以与纤维骨架结构的分子形成氢键结合,也可与微细纤维间形成氢键结合。
由于淀粉具有长度不同的分支侧链[12-13],当淀粉用量在一定范围内增加时(0~8%),氢键数量也增加,这使得淀粉能够与植物纤维更好地相容从而形成更多孔的网络结构,此时(8%)泡孔的各向异性比减小到1.26,孔形状近似于圆球形,孔径尺寸分布变得均匀,泡孔面积减小到5295.37 μm2,但泡孔密度增大到1.47×105个/cm3。当淀粉用量继续增加时(10%),产生的致密结构也逐渐增多(图1(f)),这是由于当淀粉用量过多时,糊化淀粉的黏性也增大,因而糊化后的淀粉溶液紧密黏附在植物纤维表面,使得泡沫体系在形成泡孔结构的过程中阻力变大,故干燥后泡孔尺寸较小(见表1)且分布不均匀。上述分析表明,可以通过改变淀粉用量调节泡孔结构,但最佳的淀粉用量还需通过其他结构参数与性能来确定,因此进一步研究了不同淀粉用量下泡沫材料的其他结构参数与性能。

图1 不同淀粉用量下泡沫材料的SEM图(×100)

表1 不同淀粉用量下泡沫材料的泡孔结构参数
2.2 淀粉用量对泡沫材料结构参数的影响
为进一步探索淀粉用量对泡沫材料结构的调控作用,研究了淀粉用量对泡沫材料表观密度、孔隙率、发泡率和收缩率的影响,结果见图2。从图2可知,随着淀粉用量的增加(0~10%),泡沫材料的表观密度呈现增大的趋势,收缩率随着淀粉的用量先增大后减小,孔隙率与发泡率随之减小。
当淀粉用量较小(2%)时,淀粉所占体系固含量的比例很小,少量均匀分散于纤维周围,形成氢键结合,糊化淀粉所具有的黏度会使泡沫材料的发泡率和孔隙率略有减小,表观密度和孔隙率增大。当淀粉用量不断增加(2%~8%)时,淀粉在固相中所占比例必然增大,由于糊化淀粉的黏性随着淀粉用量的增加而增大,因此黏结作用增强,形成的氢键结合逐渐增多,纤维在发泡过程中因体系间的黏结力增大,发泡率减小。当淀粉用量增加到8%时,泡沫材料发泡率减小到209.80%,收缩率增大到84.83%,泡沫材料在竖直方向上收缩较多,因而表观密度会增大,增大到44.45 kg/m3,孔隙率减小到95.57%。当淀粉用量继续增大(10%)时,由于糊化淀粉用量增加,因而淀粉的黏结作用不断增强,淀粉比例过高,糊化后的淀粉溶液将纤维骨架结构黏合在一起,因而在干燥过程中,纤维和淀粉、淀粉和淀粉之间的结合更加紧密[14],当淀粉用量达到10%时,泡沫材料发泡率降低,表观密度必然增大,而孔隙率和收缩率减小。
2.3 淀粉用量对泡沫材料压缩性能的影响
静态压缩性能是衡量泡沫材料性能的一个重要指标。图3为不同淀粉用量下泡沫材料的压缩应力-应变曲线的变化趋势,可分为线弹性阶段、屈服平台阶段和强化阶段。表2为不同淀粉用量下泡沫材料的静态压缩力学性能参数。分析图3和表2的结果可知,淀粉用量对泡沫材料的静态压缩强度有一定的影响,100%植物纤维泡沫材料的强度较差,加入淀粉后,泡沫材料的强度总体是增加的。
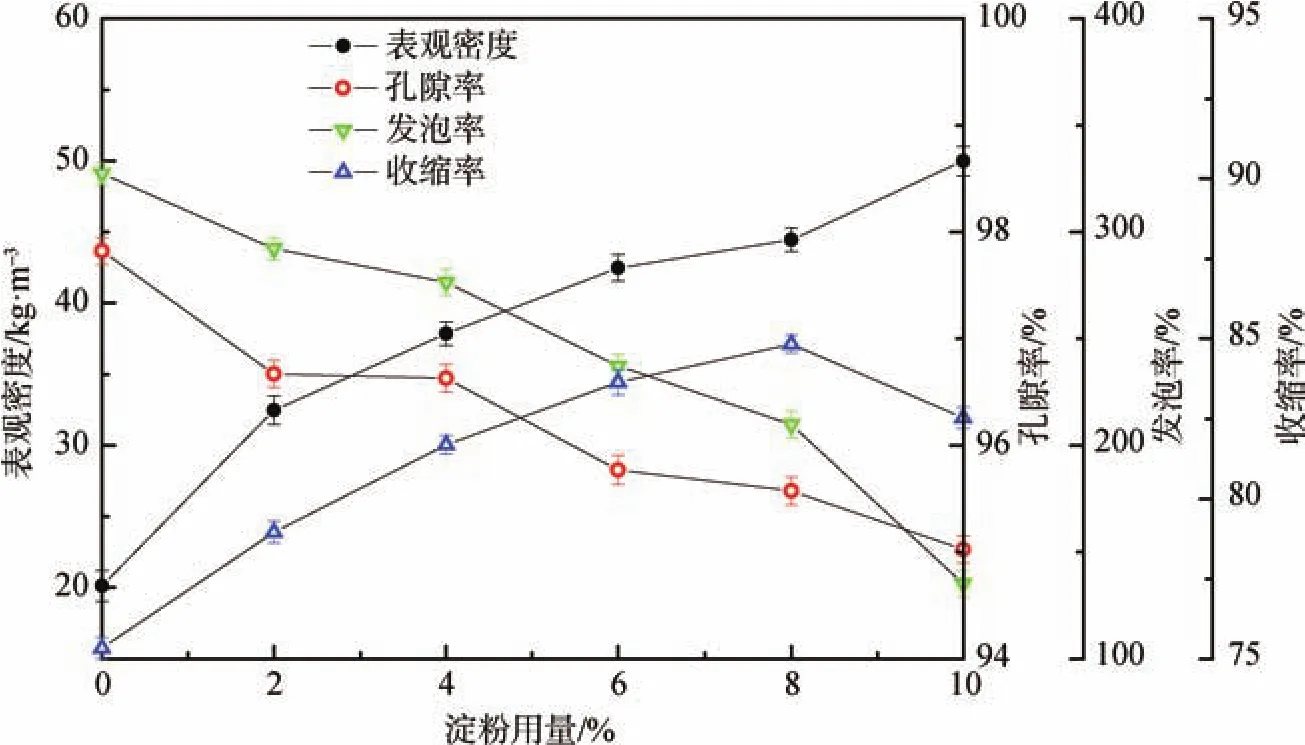
图2 不同淀粉用量下泡沫材料的结构参数

图3 不同淀粉用量下泡沫材料的压缩应力-应变曲线图

表2 不同淀粉用量下泡沫材料的静态压缩力学性能参数
当淀粉用量较小时(2%),杨氏模量、屈服强度、能量吸收值会略有下降,但总体来说,随着淀粉用量的增加(2%~8%),线弹性阶段模量值、屈服平台段的屈服强度及能量吸收值也在不断地增大,这说明泡沫材料的抗冲击能力在不断地提高,淀粉逐渐起到结构增强的作用。此时泡沫材料的泡孔孔径不断减小,泡孔数量增多,泡孔分布变得均匀,从而泡沫材料的杨氏模量从27.59 kPa增加到51.55 kPa,对应的应力应变曲线的屈服平台段变短,该阶段对应的屈服强度由44.70 kPa增加到104.08 kPa,能量吸收值由1.04×103kJ/m3增加到 2.32×103kJ/m3,此时缓冲形变较小。当淀粉用量较大时(10%),可以看出泡孔之间的密实化结构明显(图1(f)),但是泡沫材料具有更好的压缩性能,抗压缓冲效果较优。
综上所述,淀粉最佳用量应根据泡沫材料的微观结构及力学性能等指标综合评价,最终确定为8%。
3 结 论
本研究以植物纤维为基材、(支链)淀粉为结构增强剂,采用热风干燥方式制备出可完全降解的植物纤维基泡沫材料,重点研究了淀粉用量对其微观结构与压缩性能的影响。
3.1 以植物纤维为原料制备可完全降解的泡沫材料能有效降低原材料成本;采用热风干燥的方式固化样品能有效降低固化能耗。
3.2 适量的淀粉作为结构增强剂可调控植物纤维基泡沫材料的泡孔结构,从而达到提升其性能的目的。随着淀粉用量的增加(2%~10%),泡沫材料的结构更加密实,泡孔的形状更接近圆形,泡孔孔径更均匀,泡孔密度先增多后减少,静态压缩性能各指标随着淀粉的用量增大而增大。当淀粉用量为8%时,可得到结构与性能较佳的植物纤维基泡沫材料,此时泡沫材料的最小平均孔径减小到70.38 μm,分布较均匀,各向异性比减小到1.26,更接近圆形,泡孔密度增加到1.47×105个/cm3,表观密度会增大到44.45 kg/m3,孔隙率减小到95.57%,杨氏模量、屈服强度、能量吸收值都比空白样品有较大提升,其中屈服强度约是空白样品的2倍。