浅析FANUC系统主轴定向功能在ENSHU卧加上的应用
2019-09-10贾敦燕
贾敦燕


摘要:主轴定向又称为主轴定位置停止,是使主轴停止在某一特定位置的功能。该功能在多种数控机床中被广泛应用,比如带有自动换刀机构ATC的卧加、立加等,或者要求刀具以特定角度进入孔内再加工的加工工艺,或者工件以特定位置装夹等这些功能的实现就用到了主轴定向。现代数控机床采用的定向方式不尽相同,文中主要针对ENSHUJE50/50S、JE80G等卧式加工中心用到的定向功能进行阐述。
关键词:主轴定向;FANUC系统;ENSHU卧加
中图分类号:TG659
文献标识码:A
文章编号:2095-6487(2019)01-0123-02
0引言
FANUC系统主轴定向功能的实现方式主要有使用主轴控制单元的功能和使用制动器机械停止两种;使用主轴控制单元的功能时,又可分传感器和位置编码器两种,依靠主轴单元自身进行主轴电机定向,CNC不进行干预;使用制动器机械停止时,通常先使主轴在恒定低转速下运行,再用制动器将主轴停止。在串行主轴控制方式中,主要依靠磁力传感器或位置编码器主轴定向,其中位置编码器方式主轴定向又分为停止位置固定型和外部设定型定向两种。
本公司ENSHU卧加是依靠装有位置编码器的串行主轴控制单元的外部设定型定向功能实现该功能,是通过外部设定的12bit定向外部停止位置指令信号,输入主轴定向指令信号,即可在主轴转动一周过程中的任意定向停止位置(可细分为4096份)进行固定位置停止,精度可达360°/4096≈0.88°。
1硬件及相关参数设定
1.1本系列设备涉及硬件型号
系统:FANUCSeries31i-B
NC模块:FANUCSeries31i-B,A02B-0327-B802主轴模块:aiSP15-B,A06B-6220-HO15#H600主轴电机:aiIT8/15000,A06B-1467-B133#0N21
编码器:A860-2110-V001
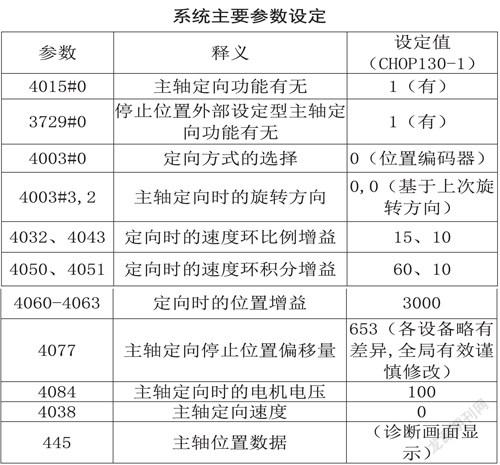
1.2相关参数设定
2主轴定向功能实现的梯形图PMC
2.1与该功能相关的主要接口信号
2.2与该功能相关的PMC
2.2.1CNC程序中执行主轴定向辅助功能M指令时(本公司内卧加使用两个定向角度,M18、M19各代表一个角度,也可根据实际需要加入其他更多的定向M指令,已在CB0P10-2改造成功),经过PMC的M代码译码指令及相关逻辑引起R8.5动作,并且在满足其他相应条件的同时,向CNC发出定向指令信号G70.6,如图1所示(前置互锁逻辑省略)
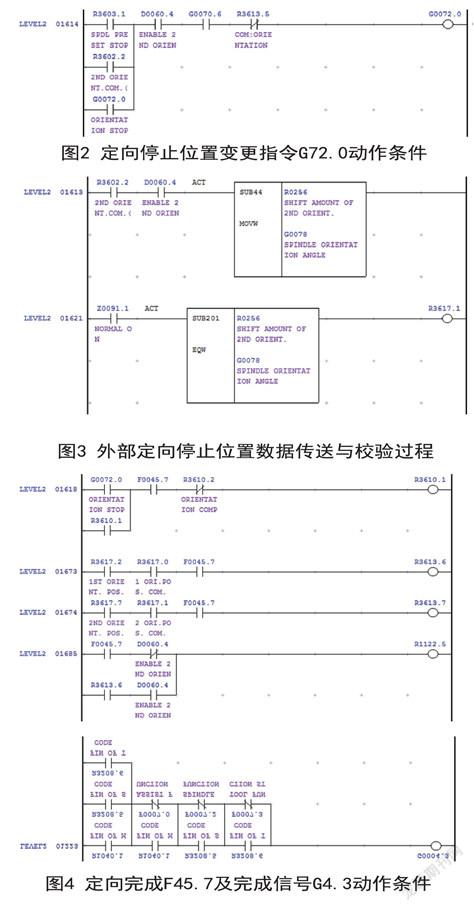
2.2.2在PMC向NC发出定向指令信号时,也有可能发出定向停止位置变更指令G72.0(由外部定向功能使能信号D60.4设定),如图2所示。
2.2.3当使用外部定向功能,且相应定向M代码置1时,PMC将设定的位置数据R256传送到G78.0-G79.3,这时NC接收到来自外部(PMC)的主轴定向指令及定向位置,会作出响应,主轴开始根据参数设定的方向和速度转动,如图3所示。
2.2.4当主轴旋转至相应定向位置时,PMC会接收到来自NC的定向完成信号F45.7,并与其它逻辑将完成信号G4.3置1,从而完成本次主轴定向,NC执行下一步指令,如图4所示。
当PMC接收到主轴定向M代码(以M18为例)信号F10时,先进行译码将信号传送到R2002.2中,再传送到R3603.4,然后分两路信号传递:①当引起R3602.2有上升沿脉冲信号输入时,将外部定向停止位置数据从R256传送至G78,数据长度12bit;②经过多次互锁逻辑后将R8.5置1,在没有发出主轴转动信号等互锁信号时进而向NC发出定向指令信号G70.6、定向停止位置变更指令G72.0。
由此,CNC接收到来自PMC的定向停止位置G78、定向指令信号G70.6,经过运算后将其发送给主轴模块,使其进行定向动作。待定向完成后,CNC向PMC发出定向完成信号F45.7,PMC经过信号处理后向CNC发出功能完成信号G4.3,M18定向动作完成,CNC执行下一程序段。
经过PMC程序的查看,定向功能的实现充分考虑到了各种安全因素,互锁条件极多,有主轴的,有ATC的,还有NC的,所以在增加新的定向位置时同样要考虑全面,防止发生异常。
3参数调整
外部设定型定向功能相关的参数设定,在第2部分中做了详细的概括,下面对定向速度参数No.4038和外部定向停止位置D812进行简单分析。
此处No.4038设定为“0”,并不是定向速度是0,其含义为定向速度由以下公式確定:Nori=60XPGXRoriXGEAR,其中Nori是定向速度,PG是定向时的位置增益,Rori是定向速度的限制比率,GEAR是主轴与电机之间的齿轮比,各参数都已设定,增加定向功能是不需考虑。
外部停向停止位置D812的设定涉及到定向偏移量参数No.4077和诊断画面主轴位置参数No.445(实时显示主轴位置)。具体设定方法为:设定PMC参数D812前,先将主轴转动至所需位置,记录No.445数值a,再记录No.4077的数值b,则D812的设定值为a-b的差,再转换成16进制录入D812。以CH0P130为例,b=631,要想得到a=1024(主轴正向转到90°),则D812的十进制数值为1024-631=393,十六进制设定值为0189。
4结束语
基于位置编码器实现的外部设定型主轴定向功能,与机械定向比较省去了机械部件,缩短了定向时间,纯电气方式定向增加了可靠性,定向位置更细分,调整更方便;与固定型(定向位置只有参数No.4031设定的一个)比较,定向位置更灵活,通过PMC的逻辑运算可实现多个定向位置的自由切换,FANUC系统串行伺服主轴外部定向功能能够快速精准停止,且停止位置灵活调整切换,因此在数控机床中起到了非常重要的作用,得到了广泛应用。
参考文献
[1]李跃宇.FANUC31i系统主轴同步定向功能应用[J].制造技术与机床,2017(5):174-181.
[2]李惠贤,关百军.FANUC系统主轴切换和速度输出切换控制同时在卧式加工中心的应用[J].制造技术与机床,2015(11):52-57.
[3]张凯.加工中心工件测量系统在FANUC中的应用[J].金属加工(冷加工),2012(15):78-79.
