矿渣立磨选粉机下轴承损坏原因分析
2019-09-07王熙峰李汉华徐志远
王熙峰,李汉华,张 静,徐志远
(1.日照钢铁有限公司,山东 日照 276806;2.山东宏业发展集团有限公司,山东 济南 250000)
冶金企业重工业对处理矿渣方式多种多样,卧式磨、球磨、立式磨等磨机将矿渣研磨成粉,立式磨产量占比达60%,立磨在处理矿渣中是重要的设备。本次主要讲述选粉机下轴承损坏原因的技术分析,通过分析总结轴承运行周期和维护标准。
1 立式磨机工作原理
立式磨机内有三台主辊、三台辅辊、磨盘、减速机、选粉机等,减速机带动磨盘物料在磨盘与磨辊间收到挤压、研磨,由粒状变成粉状,进入磨盘外围边缘通过热风带入上部选粉机,经过选粉机筛选,合格物料通过收尘器收集储存,斜槽透气布运输到储存库。不合格物料重新进入磨内进行处理,经过循环往复作业,最终将物料处理完成。
2 选粉机轴承损坏过程
2.1 经过
2019年2月26日早8:10-8:30,电脑提示选粉机下轴承温度由110℃开始涨到165℃,中控手动停机后,进入磨内检查下轴承,打开轴承端盖发现轴承保持架断裂,转检修处理,设备室组织Y75更换下轴承;2月26日凌晨4:20投料生产。
2019年2月25日8:14分,4#立磨选粉机下轴承温度中控显示169℃(115℃报警,120℃跳停)且现场存在较大异响,温度变化曲线如图1所示。
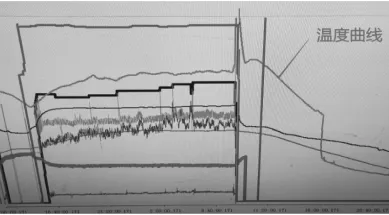
图1
2.2 后果
直接后果:选粉机下轴承保持架损坏。间接后果:立磨停机。轴承保持架损坏,如图2。

图2
3 原因分析
通过拆检发现轴承内外圈全部布满矿渣粉,通过检查轴承外圈与底座间隙大导致轴与轴承内套出现间隙配合,导致轴承跑内套;新备件轴承座端盖与轴之间间隙偏大,密封不严,导致轴承座内进入矿渣粉。
通过拆检下线轴承座发现,选粉机主轴上有明显花纹,结论是轴加工尺寸不合格,装配时,备件制作厂家对轴进行修补,通过对轴进行焊接扎花,造成轴与轴承配合不良,轴承内套跑套。如图3。

图3
轴承座端盖轴加工要求为275mm(偏差为-0.15~0),端盖加工要求为 275(偏差为 0~0.15)。通过用游标卡尺测量该端盖处实际轴尺寸为274mm,端盖尺寸为275mm,偏差1mm,间隙过大,造成矿渣粉物料进入轴承座内部,轴承润滑失效,加上轴承跑内套,使得轴承急剧升温,内圈和外圈急剧升温,造成保持架碎裂。如图4。

图4
4 结 语
选粉机下轴承损坏问题分析,备件属于进口转国产,国内厂家标准要求低,未按照国际标准进行制作。备件到货后验收流程不健全,接收人员未对加工图纸及关键尺寸进行确认。通过此次损坏原因分析,提高国产化制作标准、杜绝类似问题发生。健全备件接收流程,提高人员流程意识。