成品高架库兼容三种运输模式的柔性设计分析
2019-09-04张永寿吴伯刚吴贵文
张永寿,吴伯刚,杜 晶,吴贵文
(红塔烟草(集团)有限责任公司 装备技术部,云南 玉溪 653100)
1 引言
随着物流技术的发展,烟草行业无论是工业还是商业,成品件烟的储存普遍采用立体高架库,工业、商业在内部物流基本都实现了成品件烟出入库的全自动化,但由于历史的原因,在工商交接的环节,自动化程度还较低,仍存在大量的人工装卸作业,为进一步提高工商交接的自动化程度,2007年,国家烟草专卖局颁布了《烟草行业联运通用平托盘》标准,推动成品件烟工商托盘联运模式。目前,烟草行业成品件烟的运输形成了浙江中烟为主的30件托盘联运模式、福建中烟为主的24 件纸滑托盘联运模式以及传统的单件件烟装卸三种模式并存的局面。从现代物流的发展趋势来看,发达国家已经普及托盘运输,托盘运输是现代物流的重要标志,目前由于工商在用的托盘标准尚不统一、工业码垛件烟数不统一、车辆装载率低、托盘费用管理问题、工业原有高架库和运输车辆必须改造才能满足托盘联运要求等因素限制,烟草行业的成品件烟装卸运输模式短时间难以统一,具体以哪种模式为主尚不明确。
2 卷烟成品三种装卸模式比较
2.1 传统件烟装卸模式
传统件烟装卸模式目前仍然是多数工业公司使用的模式,该模式的运作流程为:卷烟工厂生产的件烟(如图1所示),由机器人在托盘上按两层立箱两层平箱的方式进行28 件码垛(如图2所示),码垛完成的实物托盘,由RFID读写器在预先安装于托盘上的RFID电子芯片中写入28件烟的一号工程码,然后由入库输送设备整托盘送入高架库存储。
卷烟工厂成品出库时,先由出库输送设备把整托盘件烟送至机器人拆卸站台进行拆垛,拆垛后的件烟经合流分拣系统、伸缩链板机直接送入配送车辆内,人工在车厢内对件烟进行装载,配送车辆到达商业公司后,人工对件烟进行卸货,然后按商业的组盘要求,以人工(或自动码垛)的方式在托盘上重新码盘,码盘完成后在托盘的RFID电子芯片中写入托盘件烟的一号工程码,整托盘入库存储。该模式的主要优点是:
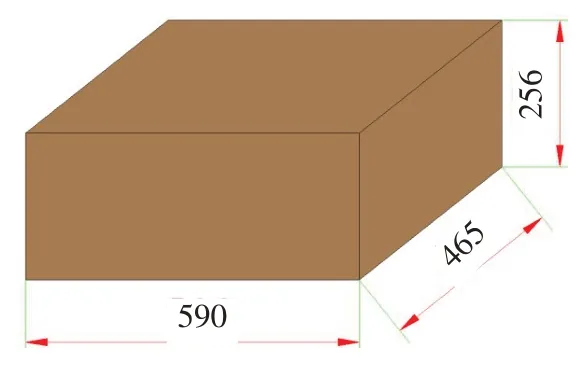
图1 件烟箱
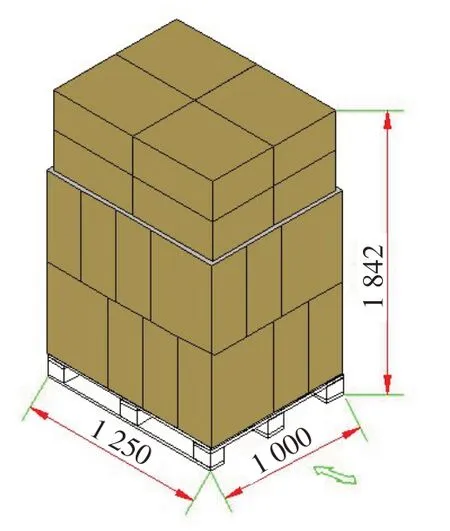
图2 28件件码垛方式
(1)由于是单件烟装车,几乎可以100%利用配送车辆的空间,运输费用低,特别是对于在全国销售的大品牌,可以节省大量的运输费用。
(2)以件烟形式运输到商业公司,工业不需要周转托盘,商业也不需要保管托盘,可以节约托盘采购、回运、存储管理费用。
(3)件烟在商业公司重新组盘,人工组盘能适应各种特殊规格的件烟的码垛要求,可以灵活适应商业公司的储存模式,充分利用商业的存储空间。
主要缺点是:
(1)工业人工件烟装车,装车效率很低,大约800件/h[1],人工费用高,工人劳动强度大,人工装车过程中件烟的破损率较高。如果订单数量不是28件的整数倍,最后一托盘的件烟在装车过程中需要对拆卸下来的发货件烟逐一人工扫描一号工程码,效率低,信息跟踪易出错。
(2)工业出库配置拆垛机器人、合流分拣线、伸缩链板机等设备,投资高,如果不配置上述设备,完全采用人工叉车叉托盘到配送车辆上人工拆垛装车方式,作业现场比较混乱,易出现搬运工人装错车,造成品牌差错或一号工程码差错等严重质量事故。
(3)工商协同差。件烟到达商业公司后,需要人工卸货并重新组盘入库,需要逐一扫描件烟的一号工程码并重新处理后写入托盘的RFID电子标签,入库效率很低,如果采用纯人工处理,商业需要大量的搬运人员,人工费用高,作业现场混乱,件烟破损率高,易发生件烟信息错误,且破损烟、信息错误的件烟处理麻烦。如果商业采用人工卸货,自动扫件烟码、机器人自动组盘入库的方式,一是商业需要增加入库设备投资;二是由于各工业公司各种特殊规格卷烟的存在,自动码垛难以适应所有的件烟规格;
(4)商业环节重新组盘无论是自动码垛还是人工码垛,商业都需要较大的卸货场地。
2.2 整托盘装卸模式
浙江中烟从2003年开始向省内外商业客户提供成品卷烟托盘联运运输服务,该模式的运作流程为:卷烟工厂生产的件烟,由机器人在1 250mm×1 000mm×150mm 的托盘(如图3所示,通常为木托盘或塑料托盘)上按3层立箱方式进行30件码垛(如图4所示),码垛完成的实物托盘,由RFID 读写器在预先安装于托盘上的RFID 电子芯片中写入30 件烟的一号工程码,件烟实托盘再由打带机进行纵横捆扎固定或裹膜机进行裹膜缠绕,然后调度管理系统指挥入库输送设备、巷道堆垛机协同作业,把实物托盘送入高架库存储。
卷烟厂接到成品出库订单后,进行整托盘出库作业,一般由人工叉车进行整托盘单层装车(只有成品尾数才产生散件烟),然后运送到商业公司,整托盘卸车后直接整托盘进入商业配送中心储存。该模式的主要优点是:
(1)工业出库环节、商业入库环节可以通过扫托盘电子标签一次完成30 件烟的一号工程码信息提取,效率极高,且电子标签随托盘一起运送至商业公司,发生信息错误的概率极低。

图3 木托盘
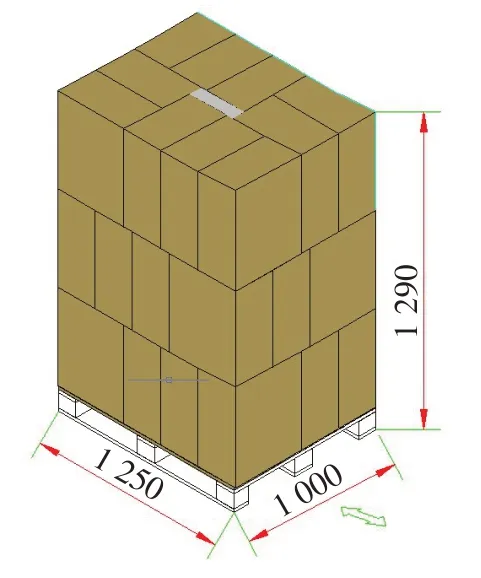
图4 30件码垛方式
(2)整托盘出入库,作业效率高,作业现场整洁,装车效率可以达到1 800 件/h,且可减少人工件烟装卸造成的件烟破损。
(3)工业企业可以节约拆垛机器人 (或拆垛设备)和高速分拣设备、自动伸缩装车设备及相关配套设备的投资。
(4)工商协同好。托盘运输至商业公司,商业公司整托盘入库上架,与件烟装车模式相比,商业公司可以大幅降低件烟重新组盘的人工费、入库效率高,30件垛形可充分利用商业高架库库容。
主要缺点是:
(1)配送车辆的装载率明显降低,只有件烟配送时的70%左右[2],增加运输费用,如果是长途运输,将会造成惊人的运输费用增加。
(2)托盘随车到达商业公司,工业需要对托盘进行回收运输,增加了托盘回收运输费用。特别是由于目前卷烟工业使用的托盘尺寸、材质尚不统一,既有木托盘,也有塑料托盘,尺寸也有1 250mm×1 000mm及1 200mm×1 000mm两种,托盘上安装的RFID 电子标签标准也不统一(需要的读写器不一致),为保障回收的托盘在工业环节的良好使用,各个工业公司需要商业公司出完货后才能回收自己的托盘,周转率降低,工业的托盘数量和费用明显增加。同时,由于回收不及时,商业公司需要很大的周转空间存储20 多个工业公司配送过来的周转托盘,增加了存储费和管理费。同时,托盘在运输、周转过程中的修补费、保管费等处理也比较麻烦。
(3)采用30件烟立箱码垛方式,为保持运输环节件烟垛型稳定,防止倒塌,工业需要在入库环节对件烟垛进行捆扎或裹膜缠绕,与件烟装车模式相比,需要增加部分成品托盘外包装辅材、设备投资。
2.3 纸滑托盘装卸模式
2014年,福建中烟开始尝试使用纸滑托盘装卸模式,目前该模式已在福建中烟所有商业公司应用。纸滑拖(如图5所示)是内带RFID、厚度为1mm左右、重量约1kg的牛皮纸质,具有较高的韧性,并能回收重复使用。该模式的运作流程为:卷烟工业成品高架库存储的托盘组(空托盘组垛入库时每个托盘上已放置了纸滑拖),经托盘码分机拆解为单个托盘,带纸滑拖的空托盘由输送设备送至码垛工位,机器人按两层立箱1 层平箱的方式进行24 件码垛(如图6所示),码垛完成的实物托盘,由RFID 读写器在预先安装于纸滑拖上的RFID 电子芯片中写入24 件烟的一号工程码,然后由入库输送设备整托盘送入高架库存储。
成品出库时,带有纸滑拖的件烟托盘,输送至出库站台,先由裹膜机进行缠膜处理,然后再由带有推拉器的专用叉车夹住纸滑拖的翼边,将整垛件烟拖至叉车叉臂上,经过出库扫码器扫描芯片信息后送至配送车辆上的具体装载位置,然后夹持器松开纸滑拖的翼边,推拉器往前撑住件烟,抽出叉臂,完成纸滑托盘的装车。配送车辆到达商业公司后,纸滑托盘整托盘从车辆上卸出,直接整托盘进入商业配送中心储存。该模式的主要优点是:
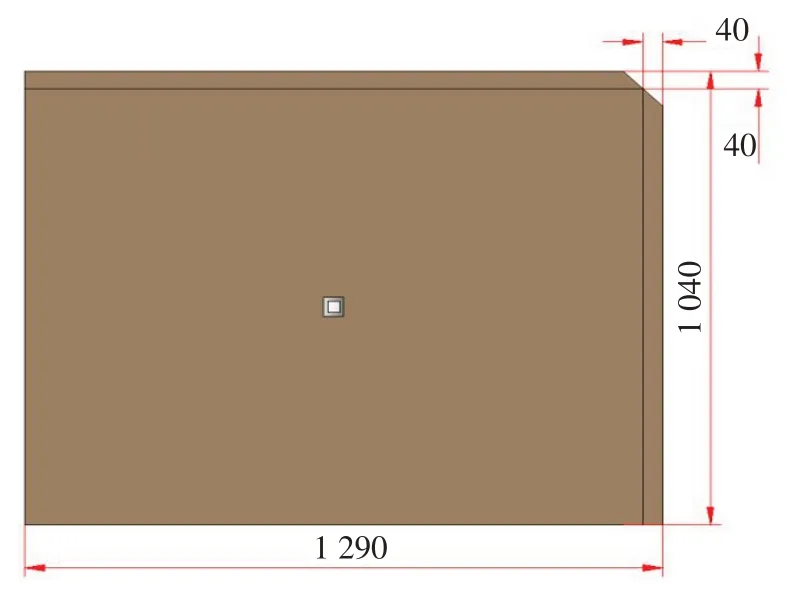
图5 纸滑拖

图6 24件码垛方式
(1)配送车辆的装载率高。国内车辆运输道路的普遍限高为4.5m,24 件纸滑托盘码垛方式的高度不超过1.40m,两层的高度不超过2.80m,车辆的底盘高度不超过1.5m,按两层装载,高度不超过4.3m,工业送货车辆可以按照上下两层左右两垛,一个横切面四托盘的装载模式,装载率可以达到件烟装载的96%。
(2)工业出库环节、商业入库环节可以通过扫描纸滑拖电子标签一次完成整托盘件烟的一号工程码信息提取,效率极高,且电子标签随纸滑拖一起运送至商业公司,发生信息错误的概率极低;
(3)整托盘出入库,装车效率可以达到1 600 件/h[1]。既解决了件烟装卸模式作业效率低、作业现场混乱、人工费用高、件烟人为破损率高的问题,又解决了整托盘装卸模式托盘采购费用、回运费用、管理费用高的问题,商业公司可以大幅减少托盘存储场地。
(4)工业企业可以节约拆垛机器人 (或拆垛设备)和高速分拣设备、自动伸缩装车设备及相关配套设备的投资。
主要缺点是:
(1)工业卷烟工厂高架仓库仓储容量损失14%(28 件变为24 件),商业公司仓储容量损失20%(30件变为24件)。
为了实现“基础厚、口径宽、能力强、素质高”的人才培养目标,在课程内容设置上应充分考虑到石油类高校非焊接专业学生相应的基础知识和专业应用特点,如石油化工机械主要涉及到各种化工容器、反应塔、加热炉和换热器的制造与安装。油气储运专业涉及到各种储油罐、油气管道、油槽车和油轮等制造工程。因此,需要从《金属焊接》课程本身出发,使课程内容与相应支持课程内容相融合,从而构成“学有基础、用有对象”的课程知识体系。
(2)工业和商业都需要采购部分带推拉器的专用叉车,由于纸滑托盘的装卸要求操作更精细,需要对原有的叉车操作工进行培训。同时,为保证纸滑托盘在长途运输过程中的稳定、不大幅度位移,工业纸滑托盘出库时,需要使用塑料薄膜缠绕垛烟,工业需要增加缠绕设备投资。
(3)与件烟装卸相比,需要增加运营费用,纸滑拖约20 元/张,裹膜约6 元/垛。为降低运营费用,需要对纸滑拖进行回收利用。
3 高架库柔性设计分析
从上述分析中可以看出,卷烟成品三种装卸模式各有优缺点,烟草行业商业公司和工业卷烟厂受历史因素的影响,改变装卸模式需要付出较大的代价,预计短期内行业成品卷烟的装卸模式难以统一,几种装卸模式还将并存一段时间,在这种情况下,对目前正在或将要进行技术改造的工业卷烟厂来说,成品高架库无论按哪种模式设计,都存在设计模式一旦与将来行业统一模式不一致,又要重新改造的问题。一旦出现这种情况,一是造成投资浪费;二是再次改造将对生产造成很大的影响;三是如果前期设计考虑不周,预留的场地不够,将来可能无法改变装卸模式。鉴于此,笔者认为,目前进行或即将进行技术改造的工业卷烟厂,对成品高架库的设计,需要充分考虑对三重模式的兼容性,即设计时应考虑一旦需要改变装卸模式,一是需要有预留的场地进行改造;二是不需要进行很大的改造,进行较小的投资即可实现装卸模式的转变。下面笔者介绍入库环节、存储环节、出库环节满足三种装卸模式柔性设计的思考及需注意的一些方面:
3.1 入库环节
入库环节主要需要从以下几个方面进行柔性设计,成品库设计如图7所示。
(1)码垛机器人的选型。传统件烟装卸模式采用28件码垛方式,整托盘件烟模式采用30件码垛方式,纸滑托盘模式采用24 件码垛方式,为实现兼容,码垛机器人要按满足30件烟码垛要求选择手臂加长型的,同时,要设置24件、28件、30件三种码垛程序,码垛模式可灵活切换。机器人手抓的选择要既可以抓取立箱,也可以抓取平箱。
(2)空间位置的预留。24 件码垛模式为两层立箱1层平箱、28件码垛模式为两层立箱两层平箱,此两种码垛模式结构比较稳定,在工业卷烟厂的入库过程中,一般距离较短,入库过程中垛型变形很小,不需要进行特殊处理。30件码垛模式为3层立箱,垛型不稳定,为防止入库过程中垛型变形或散垛,需要进行捆扎后才能入库。因此,在设计时必须在机器人码垛区预留打带机的安装位置(如图7所示)。如果采用24件或28件入库模式,则预留打带机安装空间,如果采用30 件码垛模式,则需要采购安装打带机。
(3)打带机安装位置的选择。30 件模式件烟打带需要给打带机添加尼龙带、件烟护角等辅料,目前一般是人工添加,因此,打带机的安装位置应预留在机器人码垛区的两端,方便人工添加辅料,特别是对于辅料不存放在高架库的情况,如果打带机的安装位置预留在机器人码垛区的中部,码垛区设备密集,人工很难把打带辅料送到打带机上。鉴于此,一般建议打带机的辅料还是存放在高架库,需要时可以从库中自动输送到捆扎辅料存放站台,这种情况下,需要考虑辅料用完后辅料空托盘的码垛及回库路径。
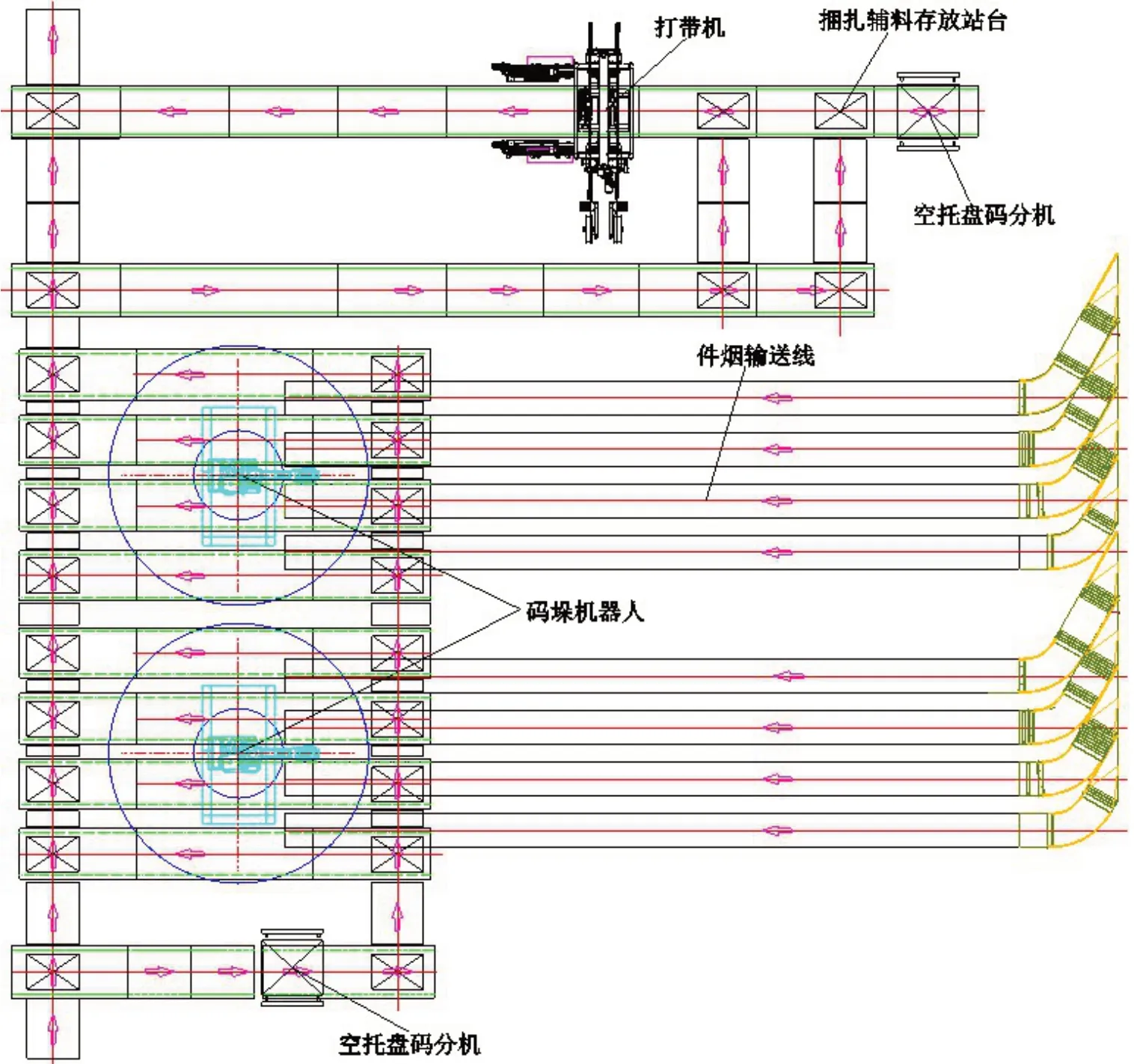
图7 成品入库设计
3.2 存储环节
24 件码垛模式,木托盘上放置纸滑拖,考虑整托盘出库时带推拉器的专用叉车存取方便,一般纸滑拖在木托盘的横向、纵向都分别突出40mm。
存储环节要兼容三种卷烟成品装卸模式,从设计上主要是考虑预留货架货格、巷道的尺寸:
(1)货格宽度尺寸。在进行货架货格设计时,一般按一个货格存放两托盘件烟进行设计,为保证将来货架货格可以适应三种托盘的存储,货架设计时应保证:货格的长度应按满足24 件纸滑拖件烟托盘存储的方式设计,货格长度尺寸应比28 件及30 件件烟码垛模式加长80mm,货格内部净长应为2 390mm或稍大于2 390mm(如图11所示)。

图8 一层立箱俯视图

图9 二层立箱俯视图
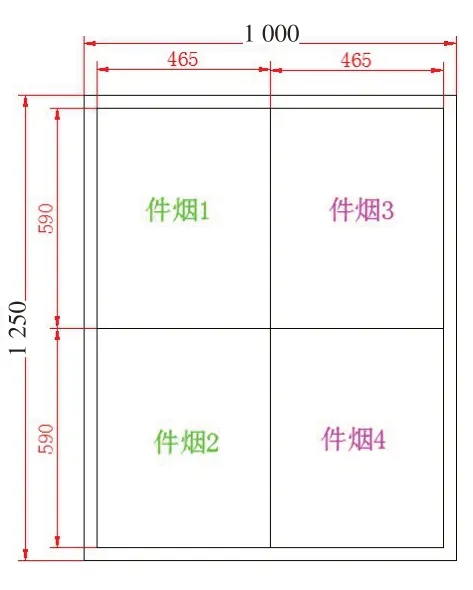
图10 平箱俯视图
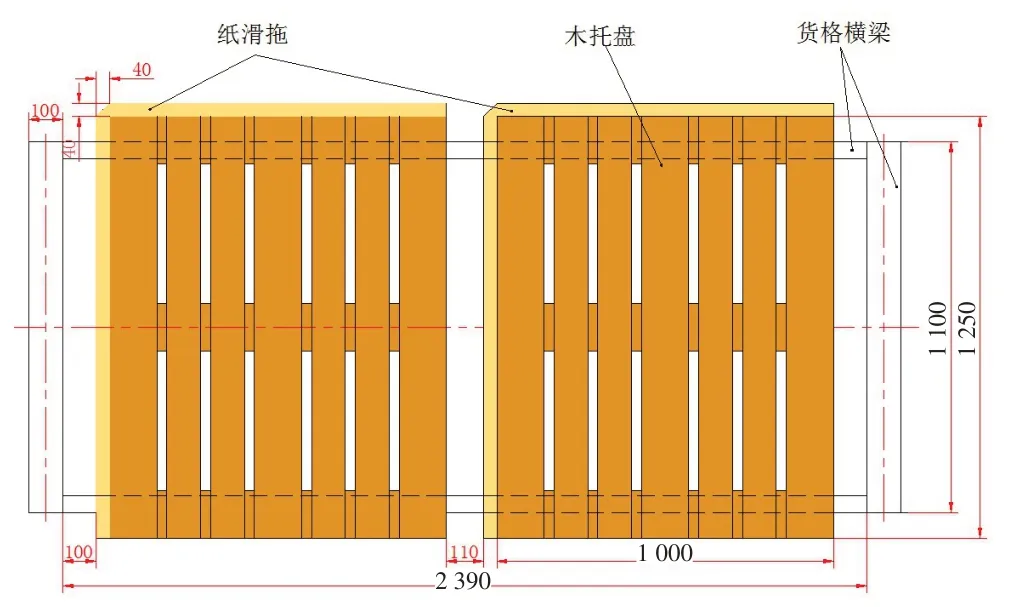
图11 货格宽度设计
(2)货格的高度尺寸。为保证将来货架货格可以适应三种托盘的存储,货格的高度应按30 件码垛方式设计,单层货格存储净空间的高度一般应不低于2 190mm(已考虑的货格中间喷淋头的安装位置,如图12所示)。
(3)巷道宽度尺寸。24件纸滑拖码垛方式,托盘在货架上存放时,纸滑拖在巷道宽度方向突出木托盘40mm,同时,巷道堆垛机在进行托盘存、放过程中,堆垛机载货台上的托盘上纸滑拖也突出40mm,因此,与28 件、30 件码垛方式相比,巷道宽度需要加宽80mm,巷道的总宽度应为1 700mm 或稍大于1 700mm(如图13所示)。
3.3 出库环节
要适应上述三种模式发货,出库环节主要需要从以下几个方面进行柔性设计:
(1)出库模式选择。出库模式只能采用整托盘出库模式(如图14所示)(不能采用合流分拣模式)。在这种情况下,如果未来采用24 件纸滑拖或者30 件整托盘出库方式,可以进行简单缠膜处理后直接出库,如果采用单件烟装车模式,则28 件码垛的成品件烟整托盘输送到出库站台后,由人工叉车直接叉送到运输车辆上,人工拆垛后单件装车。

图12 货格高度设计
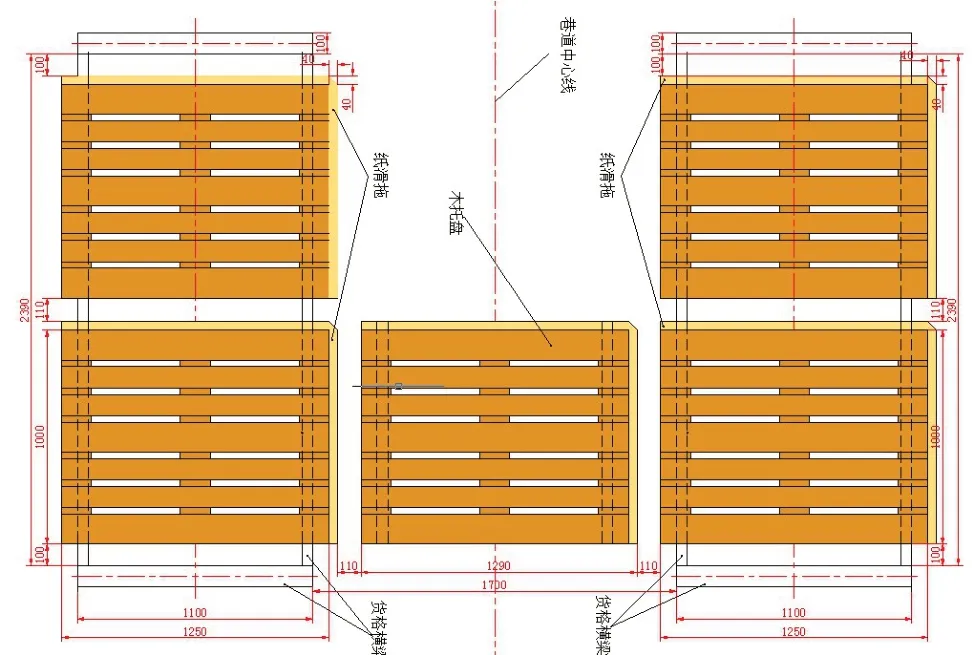
图13 巷道宽度设计
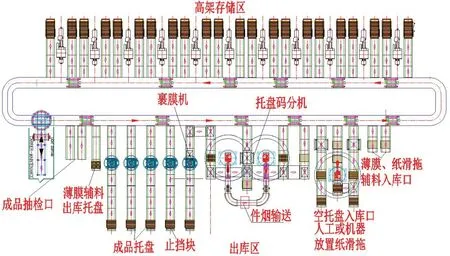
图14 成品出库设计
(2)预留纸滑拖出库模式的功能位置。为满足24 件纸滑拖出库模式,需要预留几个功能、位置:①为保证24件码垛的件烟从工业到商业的长途运输中托盘不倒塌,24 件码垛的件烟,在出库前,必须进行缠膜处理。因此,在整托盘出库缓存通道上必须预留缠膜机的安装位置(如图14所示)。如果采用24件纸滑拖出库模式,需安装缠膜机,24件码垛的成品托盘经缠膜机缠膜后,送至末端出库缓存站台,由带有推拉器的专用叉车夹住纸滑托的翼边整垛取走。②为保障带有推拉器的专用叉车夹住纸滑拖的翼边把整垛件烟拖至叉车叉臂上的过程中木托盘保持不动,末端出库缓存站台须设置止挡块,如图15所示:
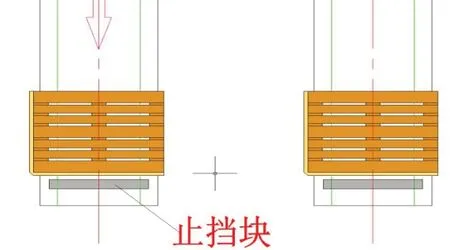
图15 出库站台止挡块
③为保障成品码垛时木托盘上配置了纸滑拖,须预留成品发货后空木托盘回库时加载纸滑拖的位置和功能。纸滑拖辅料托盘从高架库调出后送往纸滑拖辅料站台,成品发货形成的空托盘,在回库组盘前,由人工或机器自动从纸滑拖辅料站台取纸滑拖按规定的方向放置在单个木托盘上(如图16所示),配置了纸滑拖的单个木托盘经过托盘码分机组成托盘组,成垛进入高架库存储,供成品码垛使用。如果成品出库过程中使用了环形穿梭车,要特别注意纸滑拖的边翼方向,经过环形穿梭车出库后,纸滑拖的边翼方向与在高架库存储时位置相反,设计时要考虑此情况,确保带有推拉器的专用叉车能够夹持到纸滑拖。
(3)预留三种出库模式互换的功能位置。如果成品出库以24 件纸滑拖、30 件整托盘、28 件码垛单件装车中的某一种模式为主,但有少量其它2种模式出库的要求,则可以考虑预留互换出库的功能位置,如图17所示。
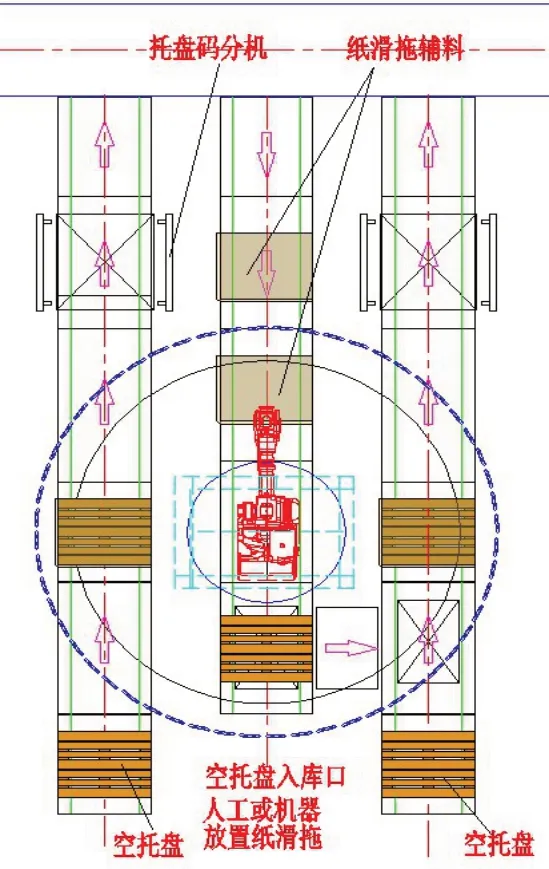
图16 纸滑拖放置设计
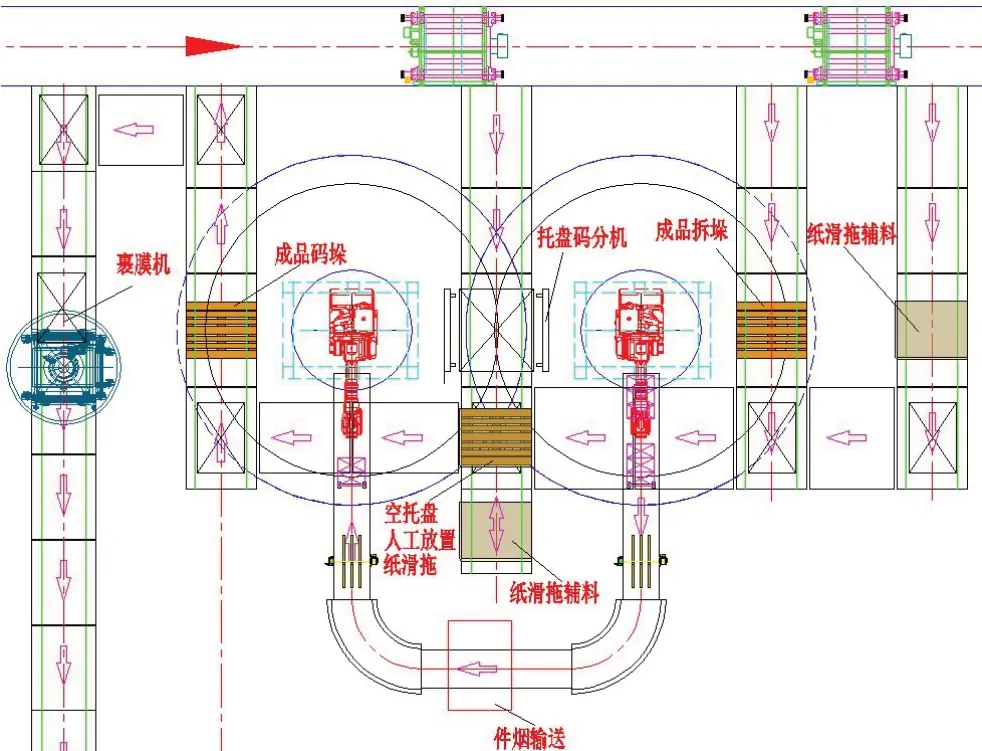
图17 三种出库模式互换设计
例如,假如目前成品入库以28件码垛,出库以单件烟装车模式为主,当有少量24件纸滑拖或30件整托盘出库需求时,输送系统把现有成品托盘送至成品拆垛工位,由机器手进行件烟拆垛,拆垛的件烟经过件烟输送通道,再由另外一台机器手按24 件或30 件的形式在成品码垛工位码垛成型,24 件或30 件的成品垛经短距离输送后,由裹膜机缠膜,送至末端出库缓存站台,直接出库。
4 结语
本文针对卷烟成品三种装卸运输模式,提出了工业卷烟厂高架库应对的兼容设计思路。兼容设计虽然能够兼容三种装卸运输模式,但也会产生一些问题:一是兼容设计的货架货格存储高度按30 件3层立箱的高度设计,如果将来存放按24件成品垛,整个存储容量将损失20%;二是兼容设计考虑的因数多,为保证兼容,要求工业卷烟厂在成品出入库区预留更大的空间位置,造成一定的空间浪费和建设费用的上升;三是兼容设计采用整托盘出库人工装车模式,出库的自动化程度会有所降低。因此,兼容设计主要是行业装卸运输模式不统一的情况下的一种应对模式。