六辊矫直机辊型曲线设计方法探讨
2019-09-02陈勇
陈 勇
(辽宁天丰特殊工具制造股份有限公司,辽宁 鞍山 114001)
随着石油、天然气、化工、汽车等行业的发展,无缝钢管的需求量越来愈大,质量要求也越来越高。除了对钢管材质和机械性能提出要求外,为了满足加工的需求,对钢管的纵向弯曲度和断面圆度也要求较高。矫直机作为钢管生产精整线上的重要设备[1-4],对钢管的最终质量影响很大。
辽宁天丰特殊工具制造股份有限公司使用的矫直机是国内制造的六辊矫直机,矫直精度高。但是在生产使用中,矫直薄壁、大弯曲度钢管时,矫直质量不理想。影响矫直精度的因素很多,辊型、变形参数、调整经验都会直接影响矫直质量[5-6]。为了提高钢管矫直质量,满足用户需要,笔者结合生产实际,对辊型曲线设计进行了有益的探索。
1 钢管矫直辊辊型曲线的设计
矫直机的矫直质量很大程度上取决于矫直机的辊型,合理的辊型应该是在矫直过程中,沿矫直辊的整个工作段钢管与矫直辊完全接触,形成空间接触带。一种辊型曲线按照一种钢管尺寸确定,但是一条钢管生产线生产钢管的外径是有一定范围的,这就要求满足一定尺寸范围的钢管矫直要求,在生产中可通过调整矫直辊倾角来满足。
1.1 矫直辊辊型设计思想
矫直辊辊型的设计思想,大体可以分为3种:第1种思想基于直钢管与矫直辊辊身全长接触来设计辊型;第2种思想认为为了矫直钢管,钢管在矫直过程中必须有反弯,因此,直钢管与矫直辊辊面接触实际并不存在,设计辊型的时候必须考虑钢管的反弯因素,在我国以崔甫为代表的学者对这种辊型做过深入研究;第3种思想认为在实际生产中,矫直辊的辊型可以作成分段圆弧,辊型两侧对称,每侧由2~3段圆弧连接而成,各段圆弧曲率递减。从生产实践来看,第3种辊型更切合实际生产,但是这种辊型的设计,需要积累大量实践经验,理论求证困难,国内对这种辊型研究不多。
1.2 基准钢管的选择
基准钢管的选择是矫直辊辊型设计的前提,而基准钢管规格的选择方法各不相同。德国和英国学者认为应该选取最大规格作为基准钢管,而苏联、日本及我国学者认为应该选取最小规格。目前常采用的是生产规格中值外径钢管作为基准钢管。
1.3 辊型曲线的求解方法
从20世纪50—60年代起,国内外陆续发表不少关于辊型曲线计算方法的文章[7-13],基于不同的设计思想,推导出了不同的计算公式。基于直管条件设计方法可以划分为作图法和解析法,作图法包括包络线法、近似圆法等,解析法包括截辊法、截管法、包络法、共轭曲面法等。作图法误差较大,解析法比较复杂、计算量大,随着计算机技术的应用,出现利用计算机辅助设计的方法,采用三维造型CAD软件设计辊型,造型过程是轧辊旋转,钢管作为铣刀,将发生干涉的轧辊部分材料切除,从而得到辊型。基于反弯思想的设计者认为,确定具有某一原始曲率且必须达到一定矫直精度的钢管所需的反弯曲线的曲率,按照反弯曲率设计辊型,使用的都是解析法,有等距曲面法、矢量法,这种设计思想都是把钢管原始曲率看作单向。由于钢管在矫直过程中一边旋转一边前进,其原始曲率应该考虑为双向,且具有双向原始曲率的轧件经过一次反弯是不能矫直的,被矫钢管必须经过多次弹塑性弯曲才能达到矫直目的。
在查阅了国内外关于矫直机辊型曲线设计的大量文献后,结合生产厂的工艺参数,按照列举公式设计了不同的辊型曲线,经对比研究,归纳总结出一种全接触矫直机辊型曲线设计的方法,其实际应用效果很好。下面就对这种方法进行介绍。
2 一种全接触矫直辊型曲线设计方法
结合理论研究和设计经验,斜辊式钢管矫直机矫直辊设计按照以下步骤进行。
2.1 确定矫直辊外形尺寸
矫直辊外形尺寸包括矫直辊的腰部尺寸和辊身长度,设计辊型曲线之前需要先确定这两个参数。
2.1.1 矫直辊的腰部直径
辊型曲线的长度取决于矫直辊的外形尺寸(腰部直径、辊身长度和端部圆角半径等)。按照苏联马斯基列逊等人的研究[8],矫直辊的腰部直径Dg的计算公式为:
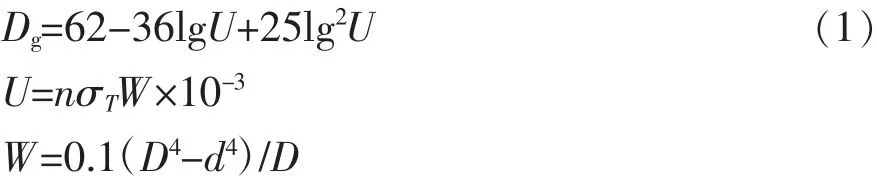
式中U——矫直辊的载荷特性;
n——根据管材内外径之比(d/D)确定的断面系数,取值可参考表1;
σT——材料屈服极限;
W——管材断面的弹性断面系数。

表1 不同管材内外直径比所对应的断面系数n
2.1.2 矫直辊的辊身长度
钢管整个圆周被矫直辊包容的角度称为矫直辊的包角,以ψ表示。以包角为参数确定矫直辊的辊身长度,能够全面地衡量矫直辊与钢管的接触情况。
在设计现有矫直机辊型曲线时,根据刘天明推导的公式(2)[9]计算辊端处的包角 ψ。如果计算出的ψ过小,则适当减小辊端处的圆角半径,以便增大实际的包角ψ;反之,应加大圆角半径,以减小实际辊型曲线的长度,包角ψ一般为38°~50°。

式中x——辊身处到轧辊中心距离,mm;
ρ——矫直辊的腰部半径,mm;
r——钢管的半径,mm;
α——矫直辊对钢管的倾斜角,(°)。
辊身长度L的计算公式[9]为:

2.2 设计辊型曲线
矫直辊的过小曲面,并不是对轴线呈一定倾斜角的直线绕轴线旋转时形成的双曲面,该双曲面的母线在旋转过程中,仅仅在轧辊腰部才与钢管相切,在其他截面内,它将在一个点横穿钢管,或者说钢管将被这种矫直辊压陷。为了防止矫直辊被压陷,在垂直于钢管轴线的截面内,圆心连线上需要采取较小的半径,以使矫直辊与钢管的表面在圆心连线上相切,这样矫直辊按照空间曲面与钢管相切[9]。
按照该设计思想,矫直辊与钢管表面是全接触,运用立体解析几何方法推导出辊型曲面计算公式。该公式的推导考虑到了矫直辊对钢管的倾斜角的影响,计算过程采用迭代计算方法,结果比较准确。刘天明推导的断面内矫直辊的“半径”Rx和断面到矫直辊轴中心距离lx的计算公式为:
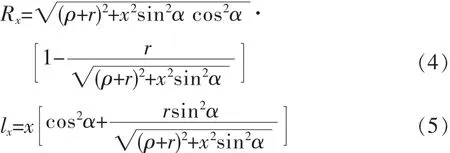
对于公式(4),如果x取一系列整数,则所求出的步距lx为小数,如果要使lx为整数,则可以利用lx值的表达式,在给出为整数的情况下,利用迭代法求出与整数lx对应的x值。lx表达式的迭代格式为:

采用迭代法计算辊型曲线坐标,可以利用Excel表格完成迭代计算过程:①先令lx=1,xi=1(xi可为任何值);②把lx=1,xi=1代入公式(6),求出xi+1,若0.000 5,进行迭代计算;③令xi=xi+1,重新代入公式(6),计算xi+1,直至 xi+1-xi≤0.000 5为止,把x(i或xi+1)代入公式(4),求出Rx;④以此类推,令xi=2,3,4,…,l(d轧辊辊端到辊轴中心的距离)时,计算Rx,可以画出辊型曲线。
3 应 用
为了比较各种不同方法设计的辊型曲线优劣,采用CAD软件模拟矫直辊矫直钢管效果,将运用国内某学者推导公式设计的辊型曲线命名为曲线1,将刘天明提出的全接触辊型曲线计算方法设计的辊型曲线命名为曲线2,将国内某公司提供的辊型曲线命名为曲线3,如图1所示。从图1可以看出,曲线1与钢管接触弧最长,钢管与轧辊贴合效果最好。
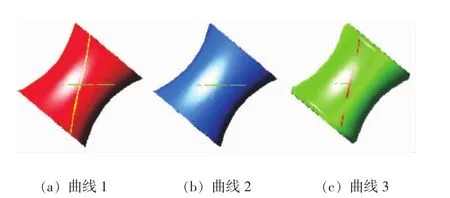
图1 不同辊型设计方法的CAD模拟示意
4 结 语
全接触辊型曲线计算方法,以数学方法推导出了参数表示的矫直辊辊型曲线公式及各参数之间的关系。实践表明:按照该方法设计的矫直辊辊型曲线加工的轧辊,钢管与矫直辊贴合度好,矫直辊磨损减少,应用效果很好。