一种断面成型机通信故障的分析及处理
2019-09-02沈斌杰
沈斌杰
(浙江久立特材科技股份有限公司,浙江 湖州 313012)
断面成型机是不锈钢无缝钢管生产中的关键设备,随着现代化工业的发展,其自动化程度越来越高,设备的控制系统越来越精细和准确,同时复杂程度也越来越高,往往一台设备含有多个站点,各站之间的信息交互就显得尤为重要;一旦出现通信故障,轻则某些动作运行不畅,重则控制系统瘫痪,设备停产。
1 生产工艺流程
断面成型机基本构造包括:上料部分、送料床身、回转送进部分、主机座(变形区)、出料拉料及下料部分。主要是将不锈钢无缝钢管通过轧制变形、延伸,生产出所需规格的产品。断面成型机工艺流程如图1所示。
来料钢管经表面检验筛选合格后,放入设备上料台架,经上料拨料机构进行逐支拨料,进入送料床身,送料床身由多组V型夹送辊组成,采用变频器控制送料的速度。回转送进部分采用伺服旋转轴控制,对钢管的送进量和管坯的回转角度进行控制,在主机部分配有旋转编码器,可根据变形区钢管的回转角度和机架的开口度来统一控制回转送进部分的回转角。经主机轧辊轧制后,成品钢管进入下料出料部分,进入下一道工序[1-3]。
2 控制系统构成
目前国内比较先进的钢管断面成型机普遍采用了德国力士乐运行控制系统。该控制系统具备控制伺服一体化控制精度高,响应时间快,I/O扩展方便等功能。该控制系统的主要构成为:上位机部分、力士乐运行控制器MLC、力士乐扩展模块(从站)、力士乐伺服驱动单元、编码器反馈单元等。断面成型机的控制系统如图2所示。

图1 断面成型机工艺流程
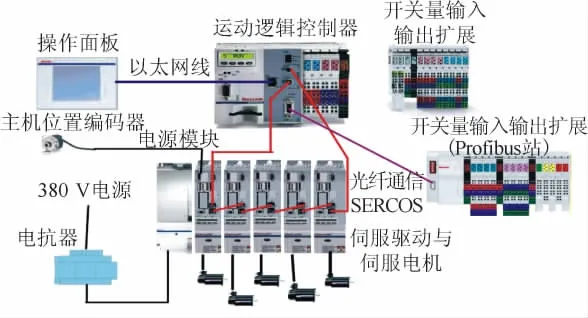
图2 断面成型机的控制系统示意
3 控制系统通信故障诊断分析
MLC与各站点间的信息交互,主要采用了Profibus DP的形式。Profibus通信方式广泛运用于工业现场网络,由于Profibus通信采用的是串级连接传输;因此,在日常工作中,通信的任意一个点断开都会波及整个通信网络,对单元级的DP维护有一定的难度[4-5]。当控制系统通信出现DP故障时,多数是由于通信线在连接设备接口处的端子接触不良造成的,当然也有连接线路老化所造成的信号丢失等情况。然而,不论是何种原因所引起的子站或主站的通信故障,整个通信网络都将停止工作,从而导致设备控制系统瘫痪,造成设备停机[6]。
4 控制系统通信抗干扰解决方法
断面成型机的DP网络如图3所示。
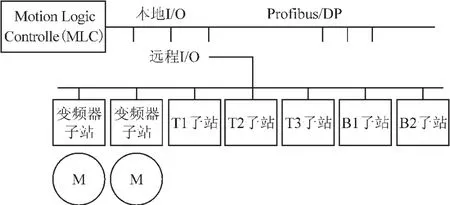
图3 断面成型机的DP网络示意
一般来说,在现场解决该干扰的问题主要是通过更换一种抗干扰型的防护电缆,在设备布局时应尽可能的使信号电缆与动力电缆分层布局,从这一点来说,国外的设备厂商做的比较好,一般都是采用强弱电分层的方式。然而,目前比较常见的干扰问题为:一些设备厂商为了节省材料及人工,在设备布线时,用同一根电缆既作为设备动力电源,又作为信号线连接,这种做法往往会引发通信故障。
在现场处理故障时经常遇到一个问题,有一台高速断面成型机在工作时会经常停机,在HMI操作界面上没有任何报警信息。每次在变频器工作送料时,机器很可能会自动停机。根据这一重要线索,首先检查了变频器端的DP接头的接线情况及终端电阻的情况,在检测良好的情况下,初步认为该台设备有部分子站间距离过长,信号可能有衰减的情况[7-11]。
第一步:更换部分DP通信线及通信接头后,在通信线中途增加了西门子RS485中继器,以加强传输信号。经过上述的处理之后,自动停机的问题得到有效处理,然而并没有完全杜绝。只是降低了故障的频率。本来可能几小时出现一次,处理之后几天出现一次。
第二步:针对这个情况,深入研究力士乐Indraworks系统及通信方式。组织人工,对设备进行了严格的强弱电电缆分层处理,强电与通信线严格区分,接线与其屏蔽处理按照规范严格执行。
第三步:在Indraworks软件中,对DP各站点间的通信相关参数进行设置,将通信故障响应时间进行钝化处理,消除偶发性信号丢失带来的通信中断。具体的操作方法如下所述:
(1)将Indraworks软件打开,相关硬件及配置如图4所示。
(2)打开Indraworks软件中的Profibus/M,得到通信协议相关参数,通信协议默认参数如图5所示。
(3)将通信中断最大重试次数(Max.retry limit)由默认值2改大,最大允许值为15,并将等待时间(poll timeout)由默认值100 ms改大,最大允许值为10 000 ms。Indraworks通信协议修改后参数如图6所示。
经过对Indraworks软件中Profibus/M通信协议相关参数的更改,偶发性通信故障导致设备自动停机的问题得到了彻底解决。后续观察,再没有出现此类故障。因此,在处理断面成型机通信故障时,除了对现场硬件及屏蔽电缆严格规范化要求以外,对Indraworks软件中的Profibus/M通信协议的参数优化设置也是相当关键的[12-15]。
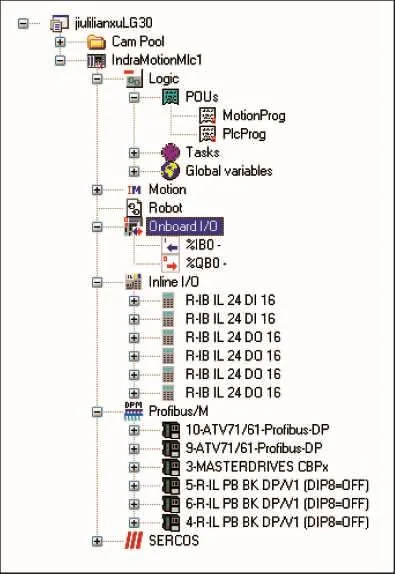
图4 Indraworks软件中硬件配置
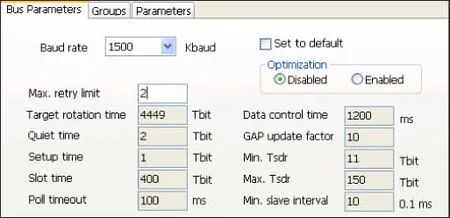
图5 Indraworks通信协议默认参数

图6 Indraworks通信协议修改后参数
5 结 语
经过在不同断面成型机设备上验证,证明该通信故障处理方式具有较高的可行性。已在某重工业企业的不同规格、不同批次的高速断面成型机上运用,取得良好的效果,故障诊断和处理时间大幅降低,且有效地保障了设备的正常运转。